I
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении труб на станах холодной прокатки. .
Отсутствие в металле некоторых видов труб анизотропии механических свойств в продольном и поперечном направлениях является одним из требований, предъявляемых к готовой продукции, что в значительной степени зависит от исходной заготовки.
Известна заготовка для холодной прокатки труб, представляющая собой полую гладкую гильзу 1 .
Однако при ее прокатке происходит продольное истечение металла, что вызывает появление анизотропии механических свойств.
Наиболее близкой к предлагаемой по технической сущности является заготовка, содержащая цилиндрическое полое тело с продольными наружными радиусными выступами. Она позволяет получать трубы с более равномерной структурой по сечению за счет выполнения наружной поверхности с продольными радиусными выступами 2.
Однако условия преимущественной продольной деформации этой заготовки также не позволяют уменьщить анизотропию механических свойств, что снижает эксплуатационные прочностные возможности изготовленных труб.
Цель изобретения - повыщение прочности прокатываемых труб за счет снижения анизотропии механических свойств в продольном и поперечном направлениях.
Поставленная цель досггигается тем, что в заготовке для холодной прокатки труб, содержащей цилиндрическое полое тело с продольными наружными радиусными выступами, высота выступов составляет 0,2- 0,25 от полуразности наружного и внутреннего диаметров полого тела, а величина радиуса выступа в поперечном сечении - 0,42-0,45 его наружного диаметра.
При прокатке предлагаемой заготовки происходит не только продольное истечение металла, но и поперечное за счет раскатки выступов.
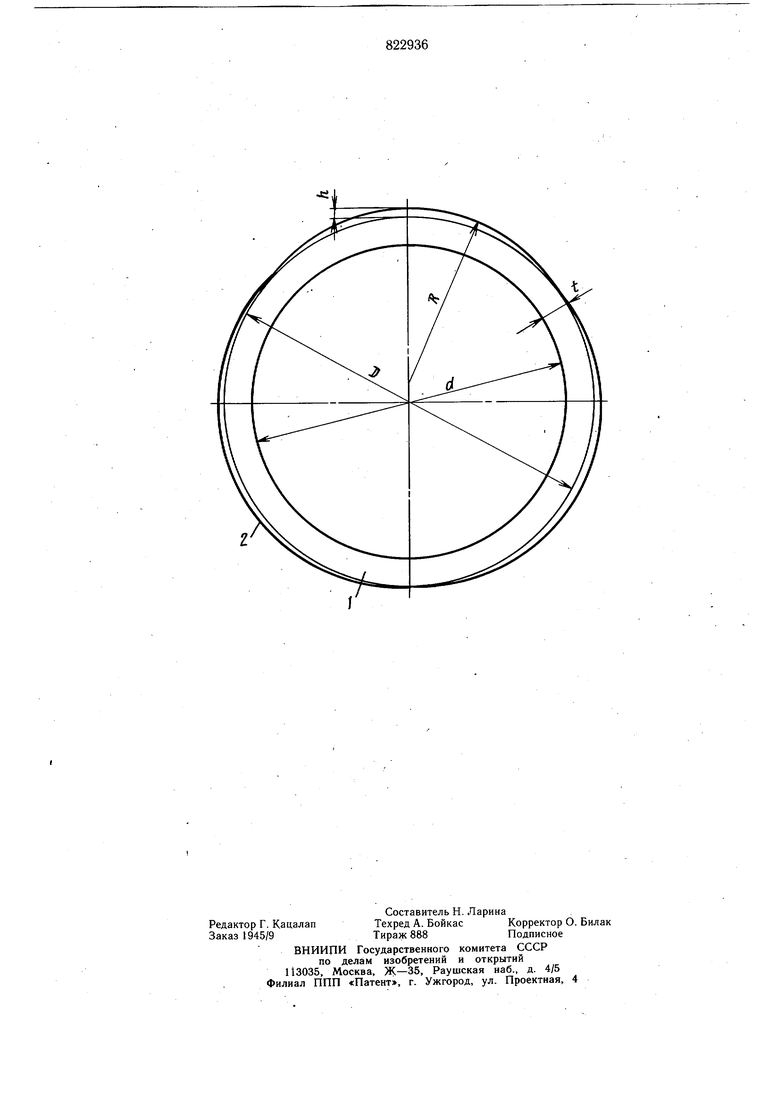
На чертеже представлена заготовка, вид с торца.
Заготовка для холодной прокатки труб содержит цилиндрическое полое тело 1, которое имеет наружный диаметр D и продольные наружные выступы 2, очерченные радиусом R. Высота h выступов от наружного диаметра D составляет 0,2-0,25 от полуразности наружного и внутреннего d диаметров полого тела, т. е. от толщины заготовки t. Величина радиуса R выступа в поперечном сечении составляет 0,42-0,45 от наружного диаметра D полого тела.
При высоте выступа на заготовке менее 0,2 уменьшается доля поперечной дефор; мации, а высота более 0,25 приводит при прокатке к значительной неравномерности деформации. Радиус R выступа утолщения менее 0,42 приводит к неравномерности деформации, а более 0,45 - приближаеу форму предлагаемой заготовки к обычной круглой. При любом отклонении от указанных соотношений анизотропия механических свойств увеличивается.
Поперечная деформация металла при прокатке предлагаемой заготовки начинается с обжатия выступов и продолжается до заполнения впадин между выступами, после чего происходит и продольное течение металла.
Пример. Для сравнения проводят холодную прокатку гладкой цилиндрической и предлагаемой заготовок.
Холодную прокатку труб из стали ЭП269Р проводят на стане ХПТ-75 по маршруту 89,0 X 7,0 - 63,0 X 5,0 мм. Заготовку с тремя продольными выступами получают горячим прессованием.
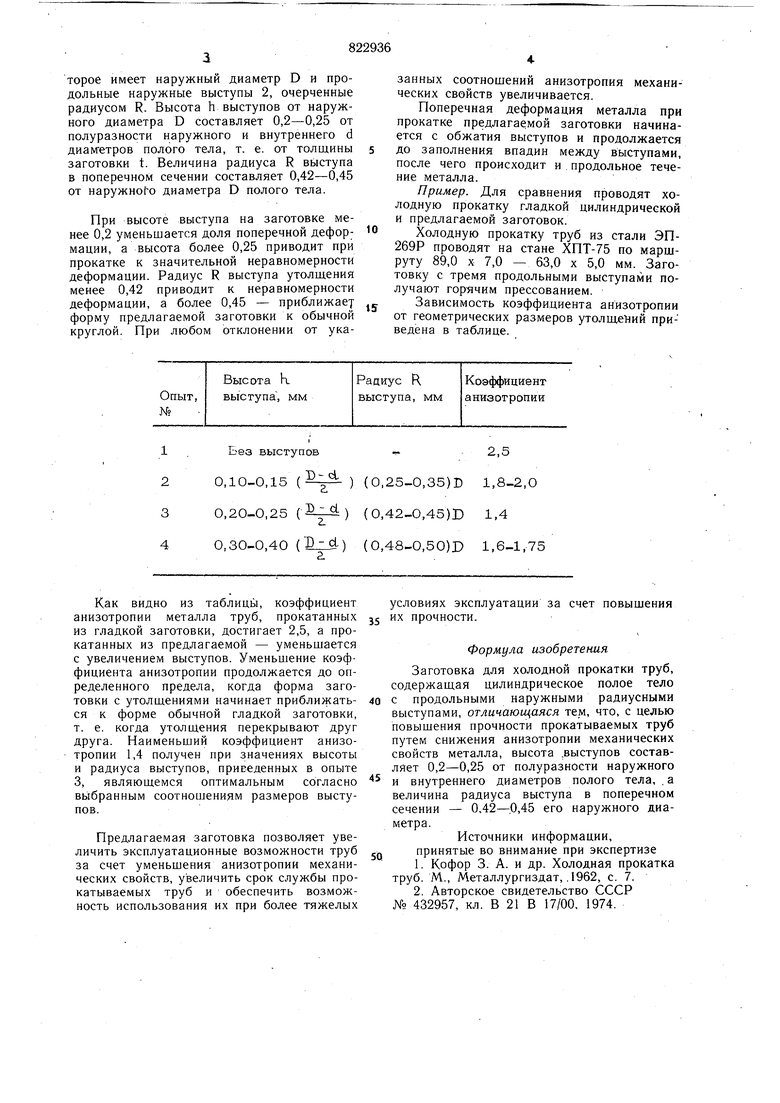
Зависимость коэффициента анизотропии от геометрических размеров утолщений приведена в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Способ изготовления труб с продольными наружными ребрами | 1977 |
|
SU738714A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523179C2 |
| Валок прошивного стана | 2023 |
|
RU2812165C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ИЗДЕЛИЙ С НАРУЖНЫМИ И ВНУТРЕННИМИ УТОЛЩЕНИЯМИ | 2010 |
|
RU2463124C2 |
| Ручей валка для пилигримовой прокатки труб | 1979 |
|
SU876221A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ТРУБ С МАЛЫМ ВНУТРЕННИМ ДИАМЕТРОМ И УТОЛЩЕНИЕМ НА ОДНОМ ИЗ КОНЦЕВЫХ УЧАСТКОВ | 1995 |
|
RU2077967C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2392073C2 |
| Технологический инструмент для продольной прокатки труб | 1981 |
|
SU973199A1 |
| Инструмент для периодической деформации труб | 1987 |
|
SU1437119A1 |
Как видно из таблиць, коэффициент анизотропии металла труб, прокатанных из гладкой заготовки, достигает 2,5, а прокатанных из предлагаемой - уменьшается с увеличением выступов. Уменьшение коэффициента анизотропии продолжается до определенного предела, когда форма заготовки с утолщениями начинает приближаться к форме обычной гладкой заготовки, т. е. когда утолщения перекрывают друг друга. Наименьший коэффициент анизотропии 1,4 получен при значениях высоты и радиуса выступов, приведенных в опыте 3, являющемся оптимальным согласно вьгбранным соотношениям размеров выступов.
Предлагаемая заготовка позволяет увеличить эксплуатационные возможности труб за счет уменьшения анизотропии механических свойств, увеличить срок службы прокатываемых труб и обеспечить возможность использования их при более тяжелых
условиях эксплуатации за счет повышения их прочности.
Формула изобретения
Заготовка для холодной прокатки труб, содержащая цилиндрическое полое тело
с продольными наружными радиусными выступами, отличающаяся тем, что, с целью повышения прочности прокатываемых труб путем снижения анизотропии механических свойств металла, высота .выступов составляет 0,2-0,25 от полуразности наружного и внутреннего диаметров полого тела, .а величина радиуса выступа в поперечном сечении - 0,42-0,45 его наружного диаметра.
Источники информации,
принятые во внимание при экспертизе
