Изобретение относится к области машиностроения, а именно к автоматизации сборочных работ, и может быть использовано для автоматической, в том числе роботизированной, сборки соединений типа «вал-втулка» с зазором.
Известен способ сборки соединений типа «вал-втулка» (SU 260384, 1970 г.), заключающийся в том, что вал размещают в сквозном канале подающего приспособления с возможностью свободного («падающего») движения в нем, а другой собираемой детале - втулке - с помощью вибрирующего основания сообщают колебательное движение в плоскости, перпендикулярной направлению сборки, по двум накладываемым одна на другую траекториям, близким по форме к спиралям. Его недостатком является вероятностный характер сборки, нестабильность такта операции, возможность заклинивания деталей.
Наиболее близким аналогом (прототипом) изобретения по числу совпадающих существенных признаков является способ сборки соединений типа «вал-втулка» (SU 1553303, 1990 г.), при котором процесс ведут с использованием вибрирующего основания и зажимного приспособления, базовой деталью определяют вал, размещают его по оси сборки в зажимном приспособлении, фиксируют от смещения в определенной заданной точке и сообщают его торцу сложные колебательные движения. Присоединяемую втулку свободно устанавливают на вибрирующем основании, после чего усилием сборки обеспечивают контакт между торцами соединяемых деталей, добиваясь смещения присоединяемой втулки под действием колебаний основания и торца вала в сторону оси сборки до полного совмещения сопрягаемых поверхностей. Недостатком прототипа является малое допустимое начальное рассогласование положения осей деталей. Необходимость высокой точности установки базовой детали (вала) в зажимном приспособлении требует повышенной точности используемого для осуществления способа оборудования и усложняет алгоритм сборки, что повышает временные и материальные затраты на сборку.
Задача, решаемая изобретением, состоит в создании такого способа сборки соединений типа «вал-втулка», который позволяет оптимизировать требования к точности сборочного оборудования при повышении надежности и производительности сборочных работ.
Технический результат, получаемый от реализации изобретения, заключается в упрощении алгоритма сборки и расширении диапазона допустимого начального рассогласования положения осей деталей (в частности, до нескольких миллиметров).
Для достижения технического результата в способе сборки соединений типа «вал-втулка», заключающемся в том, что процесс ведут с использованием вибрирующего основания и подающего устройства с зажимным приспособлением, базовую деталь размещают по оси сборки, фиксируют от смещения и обеспечивают ей сложные колебательные движения, после чего усилием сборки обеспечивают контакт между торцами соединяемых деталей, добиваясь смещения присоединяемой детали под действием колебаний базовой детали в сторону оси сборки до полного совмещения сопрягаемых поверхностей, согласно изобретению базовую деталь размещают на основании и сложные колебательные движения ей обеспечивают совокупностью сообщаемых основанию качательных движений одновременно вокруг двух взаимно перпендикулярных осей, лежащих в одной плоскости, расположенной параллельно плоскости основания с удалением от нее на расстояние h, устанавливаемое в зависимости от параметров собираемых деталей, частоты и амплитуды колебаний, причем колебания основанию сообщают по гармоническим законам со сдвигом по фазе между осями, а присоединяемую деталь при этом размещают в зажимном приспособлении с возможностью ее адаптивных упругих перемещений, по меньшей мере, по двум степеням свободы.
Комплексное колебательное движение основания обуславливает непрерывное изменение направления вектора мгновенной угловой скорости базовой детали, что вызывает изменение направления вектора мгновенной силы трения в точке контакта деталей, поэтому вероятность заклинивания исключается, тем самым повышается надежность и производительность сборки.
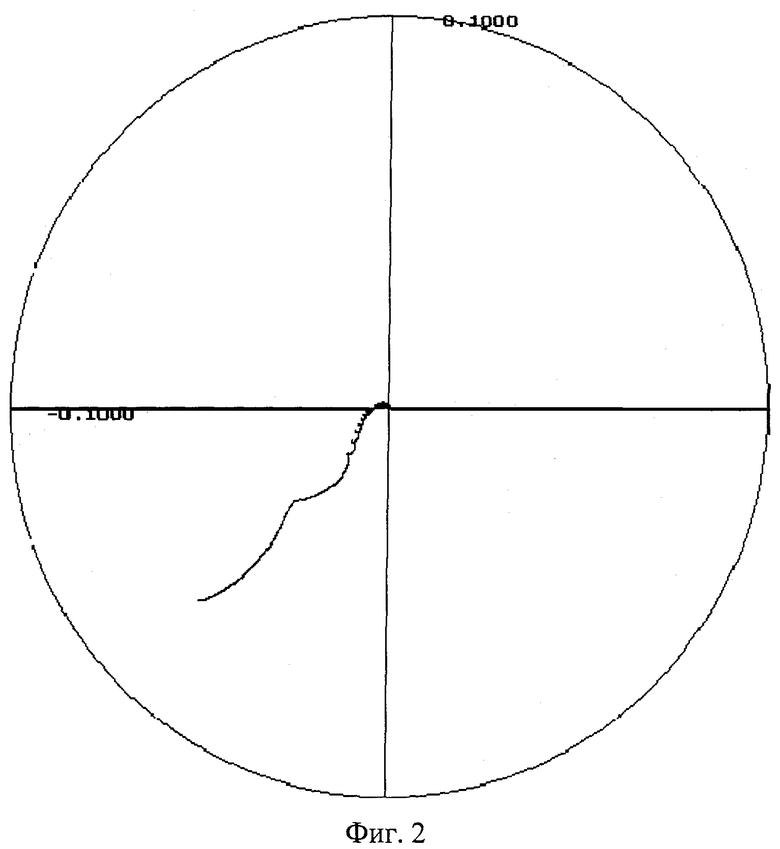
Для пояснения сущности изобретения на фиг.1 приведена схема способа сборки, на фиг.2 - пример траектории направленного относительного движения присоединяемой детали к центру базовой детали.
Присоединяемую деталь 1 закрепляют в пассивном адаптивном схвате 2, обеспечивающем возможность упругих перемещений детали 1, как минимум, по двум степеням свободы, например линейных перемещений в вертикальной плоскости. Схват 2 закреплен в подающем устройстве - сборочном автомате или руке манипулятора (не показаны). Базовую деталь 3 устанавливают на подвижном основании 4 на сборочной позиции. Подвижному основанию 4 с базовой деталью 3 сообщают комплексное колебательное движение по гармоническим законам вокруг двух взаимно перпендикулярных осей - вокруг оси 5 и одновременно вокруг оси 6.
В выполнении способа возможны варианты:
1) когда базовой деталью является втулка;
2) при отдельных видах сборки соединений, например, когда вал короткий по высоте, базовой деталью определяют вал и его размещают на основании, а присоединяемой является втулка и ее устанавливают в зажимном приспособлении также с возможностью поисковых перемещений.
В конкретном примере осуществления изобретения, для сборки вала и втулки, сопрягаемых по цилиндрической поверхности диаметром 20 мм, базовой деталью определяют втулку, параметр h выбирают из диапазона 20…200 мм по конструктивно-технологическим соображениям, учитывая параметры собираемых деталей, частоту и амплитуду колебаний и другие технические данные используемого устройства.
Способ осуществляется следующим образом. Присоединяемый вал подают на сборочную позицию и грубо ориентируют относительно втулки. Затем подающим устройством опускают присоединяемый вал до его контакта с базовой деталью - втулкой. Если оси деталей совпали, то происходит сопряжение и сборка. Если оси деталей не совпали, то торец присоединяемого вала под действием сборочного усилия прижимается к торцу втулки. Под воздействием низкочастотных колебаний втулки присоединяемый вал смещается к ее центру, происходит сопряжение и сборка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ПРОФИЛЬНЫХ СОЕДИНЕНИЙ С ЗАЗОРОМ | 2010 |
|
RU2445200C2 |
| Способ сборки деталей типа вал-втулка | 2015 |
|
RU2638089C2 |
| Сборочно-захватная головка манипулятора | 1984 |
|
SU1191281A1 |
| Устройство для сборки комплектов деталей | 1972 |
|
SU443739A1 |
| Способ сборки деталей | 1987 |
|
SU1523296A1 |
| Устройство для сборки деталей типа вал-втулка | 1980 |
|
SU963793A1 |
| Адаптивная сборочная головка промышленного робота | 1988 |
|
SU1618561A1 |
| Устройство для автоматической сборки деталей | 1980 |
|
SU893503A2 |
| Устройство для сборки | 1989 |
|
SU1689010A1 |
| Устройство для сборки деталей | 1976 |
|
SU653078A1 |
Изобретение относится к области машиностроения, а именно к автоматизации сборочных операций, и может быть использовано для автоматической сборки соединений типа вал-втулка с зазором. Размещают базовую деталь на основании по оси сборки и фиксируют ее от смещения с обеспечением сложных колебательных движений. Обеспечивают контакт между торцами соединяемых деталей путем смещения присоединяемой детали под действием колебаний базовой детали в сторону оси сборки до полного совмещения сопрягаемых поверхностей. Сложные колебательные движения базовой детали обеспечивают совокупностью сообщаемых основанию качательных движений одновременно вокруг двух взаимно перпендикулярных осей, лежащих в одной плоскости, размещенной параллельно плоскости основания и удаленной от нее на расстояние, устанавливаемое в зависимости от параметров собираемых деталей, частоты и амплитуды колебаний. Колебания основанию сообщают по гармоническим законам со сдвигом по фазе между осями. Присоединяемую деталь размещают в зажимном приспособлении с возможностью ее адаптивных упругих перемещений по меньшей мере по двум степеням свободы. В результате расширяется диапазон допустимого начального рассогласования положения осей деталей. 2 ил.
Способ сборки соединений типа вал-втулка, включающий использование вибрирующего основания и подающего устройства с зажимным приспособлением, размещение базовой детали по оси сборки, фиксирование от смещения с обеспечением ей сложных колебательных движений, после чего усилием сборки обеспечивают контакт между торцами соединяемых деталей путем смещения присоединяемой детали под действием колебаний базовой детали в сторону оси сборки до полного совмещения сопрягаемых поверхностей, отличающийся тем, что базовую деталь размещают на основании и сложные колебательные движения ей обеспечивают совокупностью сообщаемых основанию качательных движений одновременно вокруг двух взаимно перпендикулярных осей, лежащих в одной плоскости, размещенной параллельно плоскости основания с удалением от нее на расстояние, устанавливаемое в зависимости от параметров собираемых деталей, частоты и амплитуды колебаний, причем колебания основанию сообщают по гармоническим законам со сдвигом по фазе между осями, а присоединяемую деталь при этом размещают в зажимном приспособлении с возможностью ее адаптивных упругих перемещений по меньшей мере по двум степеням свободы.
| Способ сборки деталей | 1987 |
|
SU1553303A1 |
| Пневматическое устройство для угловой ориентации втулок при запрессовке | 1984 |
|
SU1196199A1 |
| Способ сборки деталей типа вал - втулка и устройство для его осуществления | 1989 |
|
SU1712119A1 |
| Способ ориентирования деталий при сборке и устройство для его осуществления | 1989 |
|
SU1662797A1 |
| US 2004102862 A1, 27.05.2004. | |||

