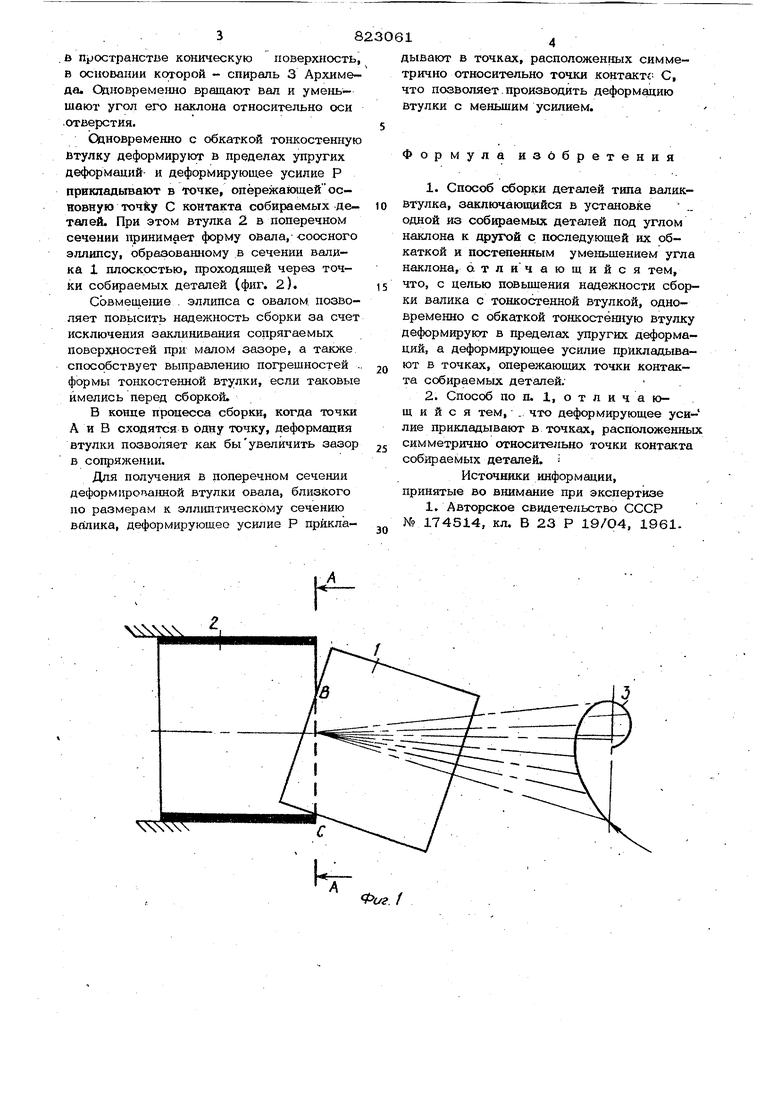
Изобретение относится к машиностроению, а именно к автоматизации сборочных процессов и предназначено для сборки валика с тонкостенной втулкой. Известен способ сборки деталей типа валик-втулка, заключающийся в установке одной ИЗ собираемых деталей под углом наклона к другой с последующей их обкат кой и постепенным уменьшением угла наклона flj Недостатком способа является то, что он не обеспечивает надежной сборки валика и тонкостенной втулки с малым зазором в сопряжении k Цель изобретения - повышение надежности сборки валика с тонкостенной втулкой. Указанная цель достигается тем, что одновременно с обкаткой тонкостенную втулку деформируют в пределах упругих деформаций, а деформирующее усилие прикладывают в точках, опережающих точки контакта собираемых деталей, а также темс что деформирующее усилие прикладывают в точках, расположенных симметрично относительно точки контакта собираемых деталей.; На фиг. 1 изображено начальное положение собираемых деталей и траект-ория оси перемещаемого в процессе сборки валика, на фиг. 2 - осевое сечение А-А на фиг. 1. Способ сборки осуществляется следующим образом. Валик 1 устанавливают под углом наклона к тонкостенной втулке 2, закрепленной на сборонпо& позиции. Контакт . деталей при этом происходит в трех точках: в основной точке С, сохраняющейся до конца процесса сборки, и во вспомогательных точках А и В, перемещающихся в процессе обкатки по кромке отверстия втулки до совпадения их в одну точку, диаметрально противоположную точке С. Затем производят обкатку валом 1 кромки отверстия втулки 2, перемещая конец вала 1 так, что ось его описывает
пространстве коническую поверхность, основании которой - спираль 3 Архимеа. Одновремегшо вращают вал и уменьают угол его наклона относительно оси отверстия.
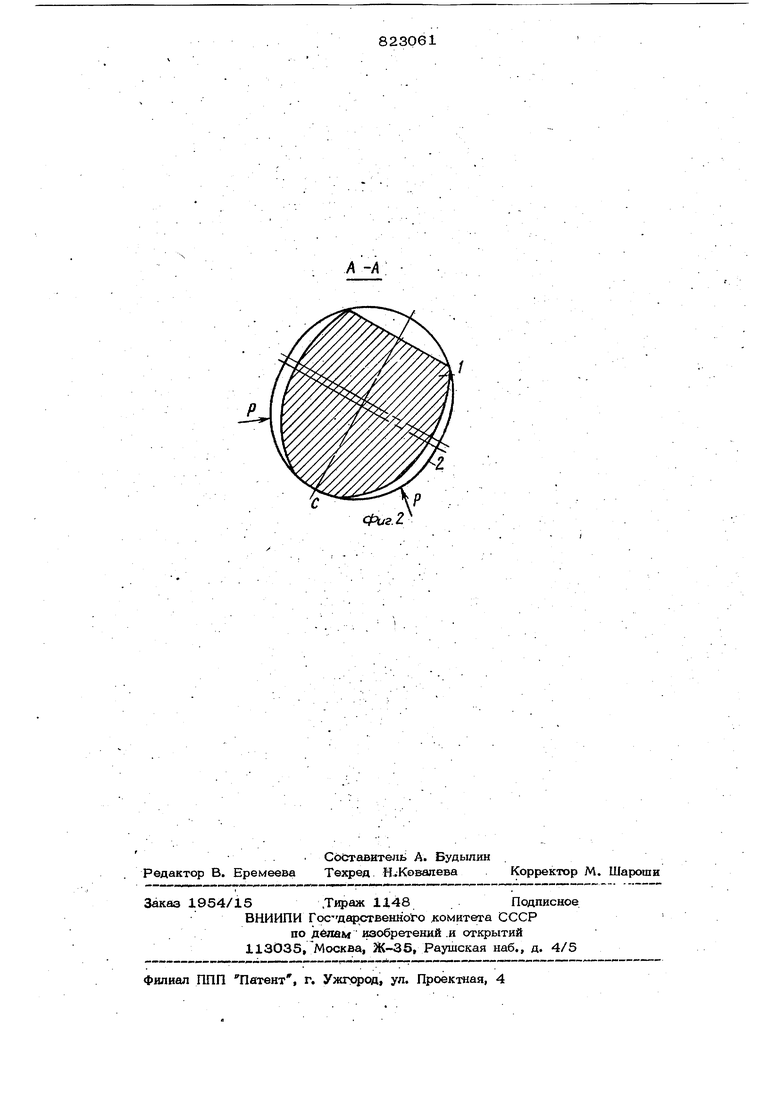
Одновременно с обкаткой тонкостенную втулку деформируют в нределах упругих деформаций- и деформирующее усилие Р прикладывают в точке, опережающей основную TO4icy С контакта собираемых деталей. При этом втулка 2 в поперечном сечении принимает форму овала, соосного эллипсу, образованному в сечении валика 1 плоскостью, проходящей через точки собираемых деталей (фиг. 2).
СЬвмеще ше . эллипса с овалом, позволяет повысить надежность сборки за счет исключения закли1швания сопрягаемых поверхностей при малом зазоре, а также способствует выправлению погрещностей ., формы тонкостенной втулки, если таковые имелись перед сборкой.
В конце процесса сборки, когда точки А и В сходятся в одну точку, деформация втулки позволяет как быувеличить зазор в сопряжении.
Для получения в поперечном сечении деформ11ро а1шой втулки овала, близкого по размерам к элл1Штическому сечению валика, деформирующее усилие Р прикладывают в точках, расположенных симметрично относительно точки контакте С, что позволяет. производить деформадию втулки с меныиим усилием.
Формула изобретения
1.Способ сборки деталей типа валиквтулка, заключающийся в установке .. одной из собираемых деталей под углом наклона к другой с последующей их обкаткой и постепенным уменьщением угла наклона, 6. тличающийся тем, что, с целью повьш1ения надежности сборки валика с тонкостенной втулкой, одновременно с обкаткой тонкостенную втулку деформируют в пределах упругих деформаций, а деформирующее усилие прикладывают в точках, опережающих точки контакта собираемых деталей;
2.Способ по п. 1, о т л и ч а ющ и и с я тем, .. что деформирующее усилие прикладывают в точках, расположенны симметрично относительно точки контакта собираемых деталей.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 174514, кл. В 23 Р 19/04, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 2010 |
|
RU2423217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ Абрамова В.А. | 2014 |
|
RU2568626C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| ВОЛНОВАЯ ГЕРМЕТИЧНАЯ ПЕРЕДАЧА АБРАМОВА В.А. | 2012 |
|
RU2551556C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ АБРАМОВА В.А. | 2013 |
|
RU2566584C2 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНОЙ ПОДКРЕПЛЁННОЙ РЁБРАМИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2566689C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНОГО ДВУХКАНАЛЬНОГО ГАЗОВОГО ЛАЗЕРА С ВЧ-ВОЗБУЖДЕНИЕМ | 2003 |
|
RU2239263C1 |
| ВОЛНОВАЯ ПЕРЕДАЧА С ДВУМЯ ДЕФОРМИРУЕМЫМИ ЗУБЧАТЫМИ ИЛИ ФРИКЦИОННЫМИ КОЛЕСАМИ АБРАМОВА В.А. | 2015 |
|
RU2597055C1 |
| Сборочно-захватная головка манипулятора | 1984 |
|
SU1191281A1 |
| Способ соединения с натягом деталей типа вал-втулка | 1982 |
|
SU1060388A1 |
Фаг. i
Фиг. г
