Изобретение относится к машиностроению и предназначено для соединения с натягом деталей типа вал-втулка, преимущественно тонкостенная.
Известен способ, соединения деталей с натягом методом продольной запрессовки l .
У Однако данный способ не Обеспечивает качественную сборку нежестких деталей, например тонкостенных втулок или нежестких валов, из-за их недопустимого деформирования при действии осевого усилия сборки.
Известен способ соединения с натягом деталей типа вал-втулка, преимущественно тонкостенная, путем предварительной раздачи охватывающей детали в пределах упругих деформаций на величину натяга перед установкой охватываемой детали 2 .
Указанный способ не обеспечивает качественное соединение даталей, поскольку при их нагреве происходит снятие и перераспределение остаточHHtx напряжений от обработки, способствующие нарушению цилиндрической формы тонкостенных деталей.
Целью изобретения является повЕлшение качества соединения.
Поставленная цель достигается тем, что согласно способу соединения с натягом деталей типа вал-втулка, преимущественно тонконстенная, путем предварительной раздачи охватывагацей детали в пределах упругих деформаций на величину натяга перед установкой охватываемой детали, ра дачу осуществляют посредством введения в охватывающую деталь деформирующего элемента, после чего при введенном деформирующем элементе осуществляют фиксирование охватывающей детали в деформированном состояНИИ посредством замороженной жидкocт размещенной снаружи от охватываемой детали, а перед установкой охватываемой детали деформирующий элемент удаляют.
На фиг. 1 изображена тонкостенна втулка с введенной в нее .оправкой на фиг. 2 - момент введения охватываемой детали в охватывсющую.
Способ осуществляют следующим образом.
Тонкостенную втулку 1 раздают в радиальном направлении в пределах упругих деформаций на величину натя с помощью введения во внутреннюю полость оправки 2. Затем втулку в деформированном состоянии помещают с зазором в обойму 3. Зазор заполняю жидкостью 4, например водой, которую
замораживают.. Перед соединением оправку 2 удаляют и производят установку охватываемой детали 5, после чего жидкость размораживают и удаляю
В качестве деформирующего элемента можно использовать жидкость под давлением, замороженную жидкость, разжимные оправки и т.д.
При замораживании жидкости в зазоре между рбоймой и охватывающейдеталью, последняя фиксируется в деформированном состоянии за счет адгезии льда, т.е. обеспечивается жесткая связь делали с обоймой,
П р .и м ер. Проводят сборку тонкостенной втулки и вала, изготовленных соотв.тственно из бронзц Бр ОЦС 5-5-5 и стали -45. Конструктивные размеры соединяемых деталей следующие: номинальный диаметр соединения D 30 мм,внутренний диаметр втулки Ь 30+0,01 мм, наружный диаметр втулки Dj 32 - 0,20 кал, наружный диаметр валика D - 30 + 0;04 г 0,05 MMf длина соединения 30 мм. . . - . : . Посадочные поверхиости о«5рабатывают точением с шероховатостьк; R2 10 мкм. Натяг в роединении N 0,03-0,05 мм./
В качестве замораживаемой жидкости применяется вода.
Раздачу втулки в радиальном нап равлении на величину натяга осуществляют путем гидростатического давления замороженной жидкости, пом енной во внутреннюю полость втулки.
Для облегчения удаления деформирукяцего элемента на внутрецнкж) повёрх ность втулки наносят тонкий слой парафина. .
После деформирования ,втулку помещают концентрично в обойму с внутренним диаметром D 38 мм и толщиной стенки h 10мм. Радиальный зазор между втулкой и оправкой заливают жидкостью (водой), которая замораживается при 253 К.
После замораживания деформирующий Элемент из полости втулки удаляют с помощью пресса и осуществляют установку вала во втулку.
При последующем размораживании и удалении жидкости втулка .принимает исходные размеры, что приводит к созданию прочного неподвижного соединения с сохранением формы тонкостенной втулки.
Использование предлагаемого способа позволяет осуществлять качественную сборку с натягом вала и тонкостенной втулки.
Фи9.1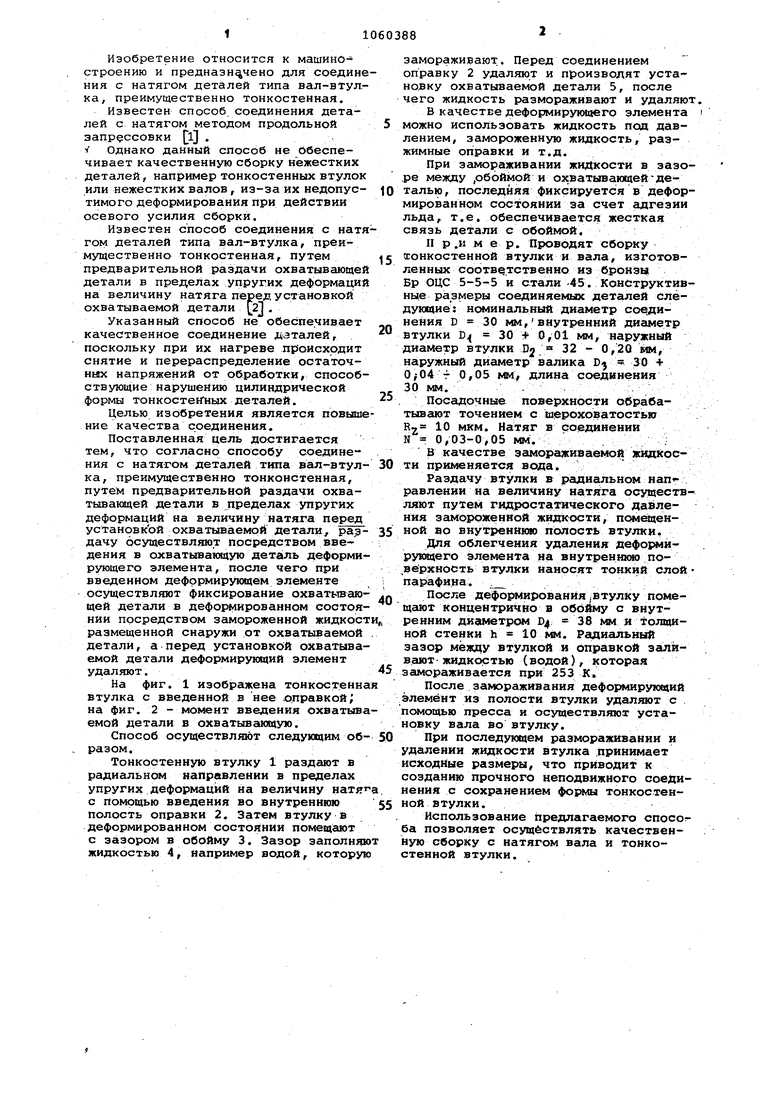
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ калибрования цилиндрических отверстий в деталях | 1980 |
|
SU902907A1 |
| Устройство для остановки процесса деформирующего протягивания | 1977 |
|
SU742057A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2017 |
|
RU2741972C2 |
| СПОСОБ КРЕПЛЕНИЯ ДЕТАЛЕЙ ТРАНСПОРТНЫХ СРЕДСТВ, ПРЕИМУЩЕСТВЕННО СТОЙКИ СТАБИЛИЗАТОРА ПОПЕРЕЧНОЙ УСТОЙЧИВОСТИ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2614162C1 |
| Способ получения неразъемного соединения деталей | 1985 |
|
SU1389977A1 |
| Способ сборки с натягом деталей типа вал-втулка | 1982 |
|
SU1031711A1 |
| Комбинированный инструмент для одновременной расточки и раскатки отверстий | 1977 |
|
SU673437A1 |
| Раскатная шариковая головка | 1990 |
|
SU1754253A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
СПОСОБ СОЕДИНЕНИЯ С НАТЯГСЖ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА, преимущественно тонкостенная, путем предварительной раздачи охватывающей детали в пределах упругих деформаций на величину .натяга перед установкой охватываемой детали, о т л и ч a rout и и с я тем, что, с целью повышения качества, раздачу осуществляют посредством введения в охватывающую деталь дефо1 шрующего элемента, после чего ,при введенном деформируемом элементе осуществляют фиксирование охватывающей детали в деформированном состоянии посредством замороженной жидкости, размещенной снаружи от охватывающей , a пер1гд установкой охватываемый детали деформирующий элемент удаляют.«с а: о EJO 00 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Справочник допуска посадки | |||
| Под ред | |||
| В.Д.Мягкова | |||
| Л., Машиностроение, 1978, с | |||
| Приспособление, обнаруживающее покушение открыть замок | 1910 |
|
SU332A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ сборки деталей с натягом типа вал-втулка | 1978 |
|
SU749615A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
