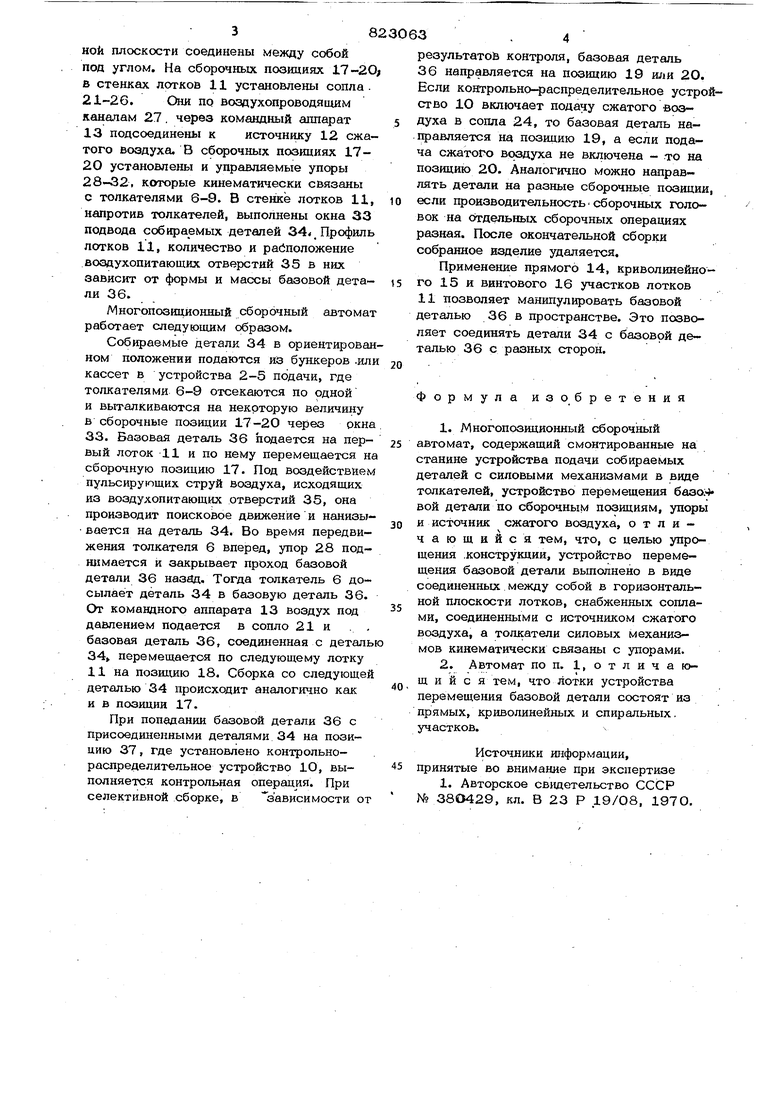
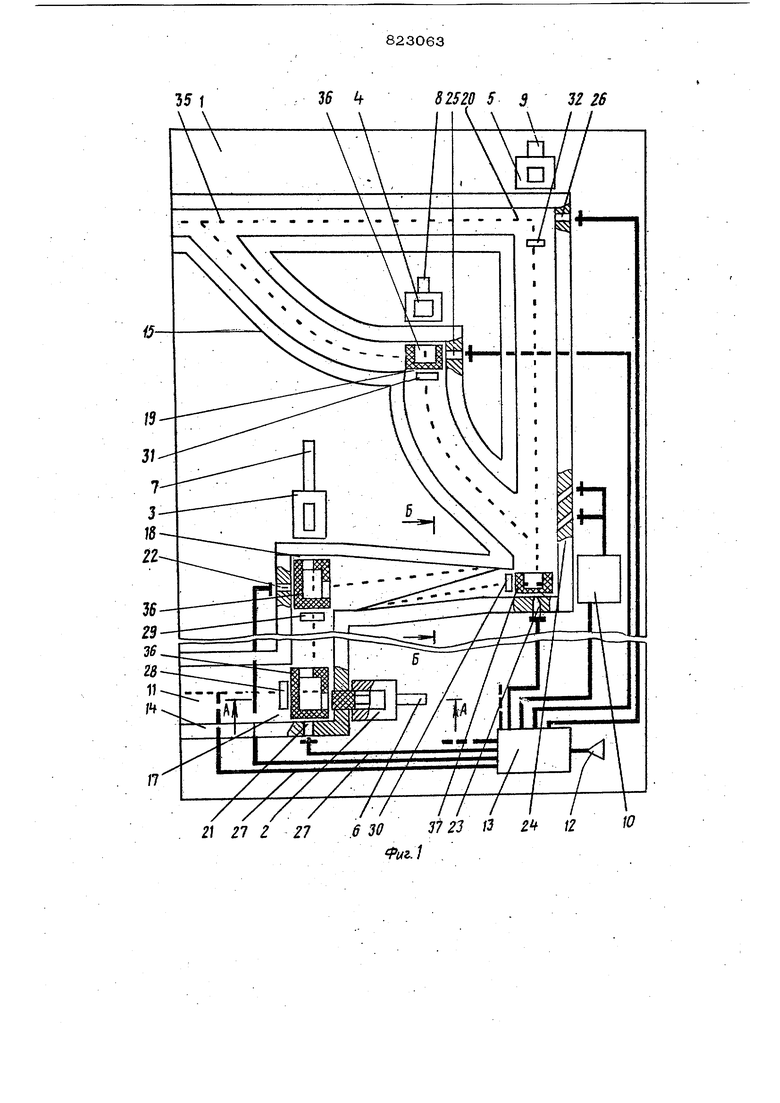
Т1зобретение относится к машиносгро нию и может быть испоп зовано при бштоматизацик сборочных работ. Известно устройство для сборки дета лей, содержащее смонтированные на ста нине устройства подачи собираемых деталей с силовыми механизмами в виде тЧэпкателей, устройство перемещения базовой детали по сборочным позициям, упоры и источник сжатого воздуж fl. Недостаток известного устройства - сложность его конструкции. Цель изобретения - упрощение кон струкции сборочного устройства. Указанная цель достигается тем, что устройство перемещения базовой детали выполнено в виде соединенных между собой в горизонтальной ллоскости.лотхов снабженных соплами, соединенными с источником сжатого воздуха, а толкатели силовых механизмов кинематически связаны с упорами, причем лотки ус1рой- ства перемещения базовой детали состоя из прямых, криволинейных и спиральных участков. На фиг. 1 приведено Устройство, общий вид, на фиг. 2 - разрез А-А на фиг. 1; ла фиг. 3 - разрез на фиг. 1. Многопозиционный сборочный автомат содержит смонтированные на станине 1 устройства 2-5 подали собираемых д талей с силовыми механизмами в виде толкателей 6-9, контрольно-распределительные устройства и устройства перемещения базовой детали с, системой подачи сжатого воздуха. Устройство перемещения базовой детали между сборочными позициями образовано из лотков 11, например, пневматических. Они подключены к источнику 12 -южатого воздуха через командный аппарат 13, обеспечивающий пульсирующую подачу воздуха. Лотки cocTOJvr из прямых 14, криволинейных 15 и винтовых участков 16 Лоткн 11, стык KOTOpbtx образует ; борочные позиции 17-2О, в горизоигаль-. 38 ной плоскости соединены между собой под углом. На сборочных позициях 17-2О в стенках лотков 11 установлены сопла . 21-26. Они по воздухопроводящим каначам 27. через командный аппарат 13 подсоединены к источнику 12 сжатого воздуха. В сборочных позициях 1720 установлены и управляемые упсры 28-32, которые кинематически связаны с толкателями 6-9. В стенке лотков 11, напротив толкателей, выполнены окна 33 подвода собираемых деталей 34. Профиль лотков 11, количество и расположение воадухопитающкх отверстий 35 в них зависит от формы и массы базовой детали 36. Многопозиционный сборочный автомат работает следующим образом. Собираемые детали 34 в ориентирован ном положении подаются His бункеров .ил кассет в устройства 2-5 подачи, где толкателями 6-9 отсекаются по одной и выталкиваются на некоторую величину в сборочные позиции 17-20 через окна 33. Базовая деталь 36 подается на первый лоток 11 и по нему перемещается н сборочную позицию 17. Под воздействием пульсирующих струй воздуха, исходящих из воздухопитающих отверстий 35, она производит поисковое движение и нанизы Бается на деталь 34. Во время передвижения толкателя 6 вперед, упор 28 поднимается и закрывает проход базовой детали 36 назад. Тогда толкатель 6 досылает деталь 34 в базовую деталь 36. От командного аппарата 13 воздух под давлением подается в сопло 21 и . . базовая деталь 36, соединенная с деталь 34 перемещается по следующему лотку 11 на позицию 18. Сборка со следующей деталью 34 происходит аналогично как и в позиции 17. При попадании базовой детали 36 с присоединенными деталями 34 на позицию 37, где установлено контрольнораспределительное устройство 10, выполняется контрольная операция. При селективной сборке, в зависимости от 3 результатов контроля, базовая деталь 36 направляется на позицию 19 шш 20. Если контрольно-распределительное устройство Ю включает подачу сжатого воздуха в сопла 24, то базовая деталь направляется на позицию 19, а если подача сжатого воздуха не включена - то на позицию 2О. Аналогично можно направлять детали на разные сборочные позиции, если производительность сборочных головок на отдельных сборочных операциях разная. После окончательной сборки собранное изделие удаляется. Применение прямого 14, криволинейного 15 я винтового 16 участков лотков 11 позволяет манипулировать базовой деталью 36 в пространстве. Это позволяет соединять детали 34 с базовой деталью 36 с разных сторон. Формула изобретения 1.Многопрзиционный сбороч Е1Ый автомат, содержащий смонтированные на станине устройства подачи собираемых деталей с силовыми механизмами в виде толкателей, устройство перемещения базо4 вой детали по сборочным позициям, упоры и источник сжатого воздуха, отличающийся тем, что, с целью упрощения .конструкции, устройство перемещения базовой детали выполнено в виде соединенных между собой в горизонтальной плоскости лотков, снабженных соплами, соединенными с источником сжатого воздуха, а толкатели силовых механизмов кинематически связаны с упорами. 2.Автомат по п. 1, о т л и ч а ющ и и с я тем, что лотки устройства перемещения базовой детали состоят из прямых, криволинейных и спиральных, участков. Источники информации. Принятые во внимание при экспертизе 1. Авторское свидетельство СССР №380429, кл. В 23 Р 19/08, 197О, / // / г 21 г 27 82S20 5 / / II I 6 30 3123 13 иг.1 32 26 3
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Сборочный автомат | 1981 |
|
SU967768A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Сборочный агрегат | 1979 |
|
SU872177A1 |
| Автомат для сборки комбинированной петли | 1977 |
|
SU743837A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Автомат для изготовления сборных изделий | 1989 |
|
SU1691047A1 |
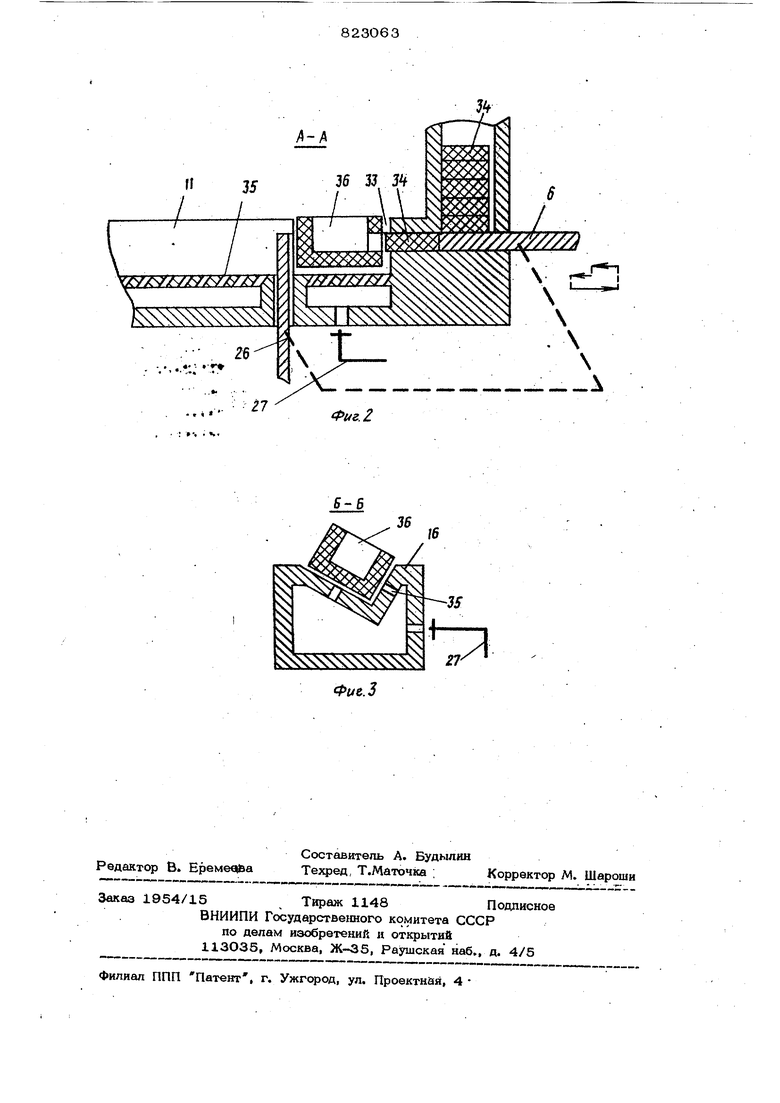
Б-6
Фие.З
16
