Изобретение относится к сборочной технике, к многопозиционным сборочным автоматам, в частности к автоматам дискретного действия.
Цель изобретения - расширение технологических возможностей.
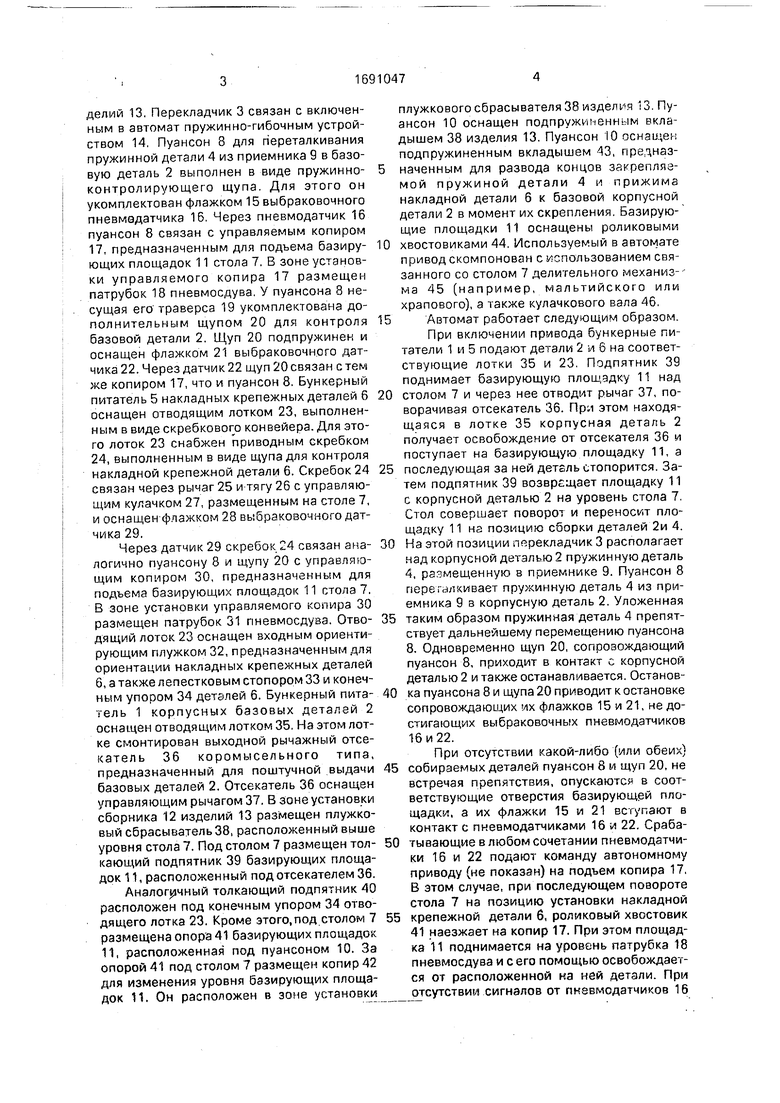
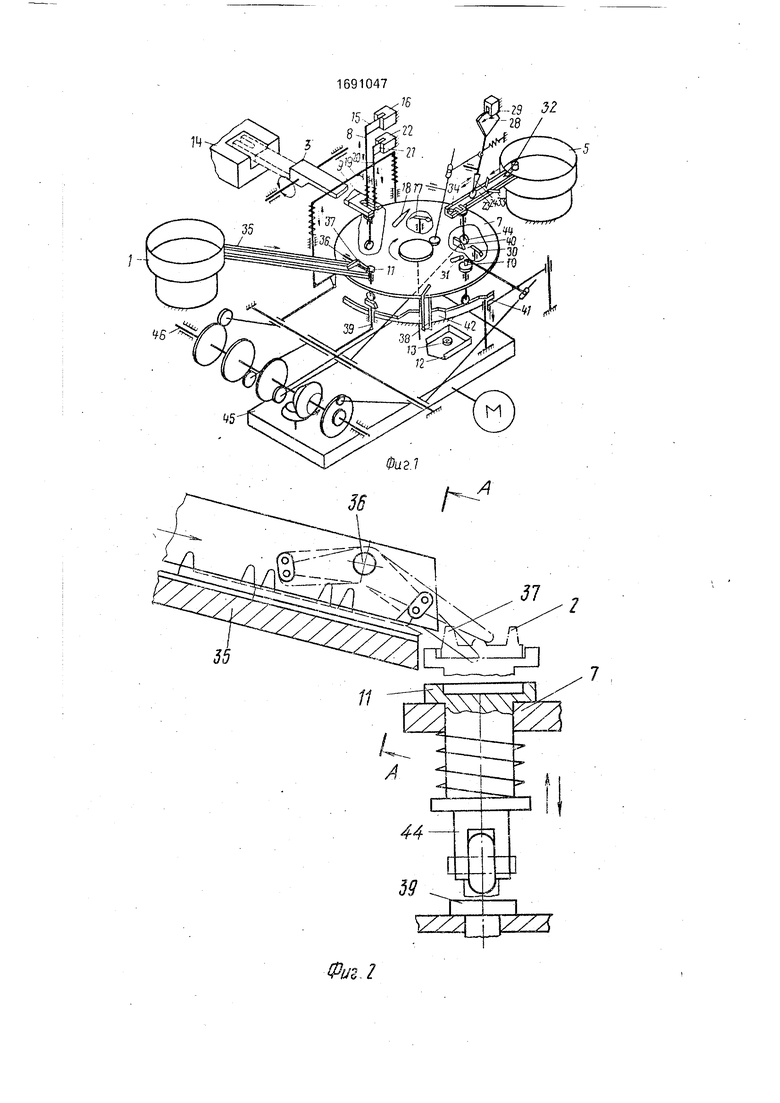
На фмг. 1 показана кинематическая схема автомата; на фиг.2 - окончание подающего лотка бункерного питателя базовой корпусной детали, вид сбоку; на фиг.З - окончание подающего лотка бункерного питателя базовой корпусной детали, вид спереди; на фиг.4 - пуансон для переталкивания комплектующей пружинной детали из приемника в базовую деталь, вид сбоку; на фиг.5 - приемник, вид спереди; на фиг.6 - приемник, вид сверху; на фиг.7 - отводящий лоток бункерного питателя накладной крепежной детали, вид сбоку; на фиг,8 - отводящий лоток бункерного питателя накладной крепежной детали, вид сверху; на фиг.9 - отводящий лоток бункерного питателя накладной крепежной детали, вид спереди; на фиг. 10 - комплект собираемых деталей; на фиг. 11 - крепежный пуансон, вид сбоку.
Автомат для изготовления сборных изделий содержит бункерный питатель 1 базовых корпусных деталей 2, перекладчик 3 комплектующих пружинных деталей 4 и бункерный питатель 5 накладных крепежных деталей 6, многопозиционный поворотный стол 7, рабочий пуансон 8 для переталкивания пружинной детали 4 из фиксирующего приемника 9 перекладчика 3 в базовую деталь 2, пуансон 10, размещенные на столе 7 базирующие площадки 11 и сборник 12 изО
ю
а
g
VJ
делий 13. Перекладчик 3 связан с включенным в автомат пружинно-гибочным устройством 14. Пуансон 8 для переталкивания пружинной детали 4 из приемника 9 в базовую деталь 2 выполнен в виде пружинно- контролирующего щупа. Для этого он укомплектован флажком 15 выбраковочного пневмедатчика 16. Через пневмодатчик 16 пуансон 8 связан с управляемым копиром 17, предназначенным для подъема базирующих площадок 11 стола 7. В зоне установки управляемого копира 17 размещен патрубок 18 пневмосдува. У пуансона 3 несущая его траверса 19 укомплектована дополнительным щупом 20 для контроля базовой детали 2. Щуп 20 подпружинен и оснащен флажком 21 выбраковочного датчика 22. Через датчик 22 щуп 20 связан с тем же копиром 17, что и пуансон 8. Бункерный питатель 5 накладных крепежных деталей 6 оснащен отводящим лотком 23, выполненным в виде скребкового конвейера. Для этого лоток 23 снабжен приводным скребком 24, выполненным в виде щупа для контроля накладной крепежной детали 6. Скребок 24 связан через рычаг 25 и тягу 26 с управляющим кулачком 27, размещенным на столе 7, и оснащен фпажком 28 выбраковочного датчика 29.
Через датчик 29 скребок 24 связан аналогично пуансону 8 и щупу 20 с управляющим копиром 30, предназначенным для подъема базирующих площадок 11 стола 7. В зоне установки управляемого копира 30 размещен патрубок 31 пневмосдува. Отводящий лоток 23 оснащен входным ориентирующим плужком 32, предназначенным для ориентации накладных крепежных деталей 6, а также лепестковым стопором 33 и конечным упором 34 деталей 6. Бункерный питатель 1 корпусных базовых деталей 2 оснащен отводящим лотком 35. На этом лотке смонтирован выходной рычажный отсе- катель 36 коромысельного типа, предназначенный для поштучной выдачи базовых деталей 2. Отсекатель 36 оснащен управляющим рычагом 37. В зоне установки сборника 12 изделий 13 размещен плужко- вый сбрасыватель 38, расположенный выше уровня стола 7. Под столом 7 размещен толкающий подпятник 39 базирующих площадок 11, расположенный под отсекателем 36.
Аналогичный толкающий подпятник 40 расположен под конечным упором 34 отводящего лотка 23. Кроме этого,под столом 7 размещена опора 41 базирующих площадок 11, расположенная под пуансоном 10. За опорой 41 под столом 7 размещен копир 42 для изменения уровня базирующих площадок 11. Он расположен в зоне установки
плужкового сбрасывателя 38 изделия 13. Пуансон 10 оснащен подпружиненным вкладышем 38 изделия 13. Пуансон 10 оснащен подпружиненным вкладышем 43, пре назначенным для развода концов закрепляемой пружиной детали 4 и прижима накладной детали 6 к базовой корпусной детали 2 в момент их скрепления. Базирующие площадки 11 оснащены роликовыми
0 хвостовиками 44. Используемый в автомате привод скомпонован с использованием связанного со столом 7 делительного механиз- ма 45 (например, мальтийского или храпового), а также кулачкового вала 46.
5 Автомат работает следующим образом. При включении привода бункерные питатели 1 и 5 подают детали 2 и б на соответствующие лотки 35 и 23. Подпятник 39 поднимает базирующую площадку 11 над
0 столом 7 и через нее отводит рычаг 37, поворачивая отсекатель 36. При этом находящаяся в лотке 35 корпусная деталь 2 получает освобождение от отсекателя 36 и поступает на базирующую площадку 11, а
5 последующая за ней деталь стопорится. Затем подпятник 39 возвращает площадку 11 с корпусной деталью 2 на уровень стола 7. Стол совершает поворот и переносит площадку 11 на позицию сборки деталей 2и 4.
0 На этой позиции перекладчик 3 располагает над корпусной деталью 2 пружинную деталь 4, размещенную в приемнике 9. Пуансон 8 перегнлкивает пружинную деталь 4 из приемника 9 в корпусную деталь 2. Уложенная
5 таким образом пружинная деталь 4 препятствует дальнейшему перемещению пуансона 8. Одновременно щуп 20, сопровождающий пуансон 8, приходит в контакт с корпусной деталью 2 и также останавливается. Останов0 ка пуансона 8 и щупа 20 приводит к остановке сопровождающих их флажков 15 и 21, не достигающих выбраковочных пневмодатчиков 16 и 22.
При отсутствии какой-либо (или обеих)
5 собираемых деталей пуансон 8 и щуп 20, не встречая препятствия, опускаются в соответствующие отверстия базирующей площадки, а их флажки 15 и 21 вступают в контакт с пневмодатчиками 16 и 22. Сраба0 тывающие в любом сочетании пневмодатчи- ки 16 и 22 подают команду автономному приводу (не показан) на подъем копира 17, В этом случае, при последующем повороте стола 7 на позицию установки накладной
5 крепежной детали б, роликовый хвостовик 41 наезжает на копир 17. При этом площадка 11 поднимается на уровень патрубка 18 пневмосдува и с его помощью освобождается от расположенной ка ней детали. При отсутствии сигналов от пкевмодатчиков 16
и 22 (детали 2 и 4 имеются) управляемый копир 17 сохраняет положение на нижнем уровне, а базовая площадка 11 с лежащей на ней деталями 2 и 4 попадает на позицию установки накладной крепежной детали 6. При этом роликовый хвостовик 44 наезжает на толкающий подпятник 40.
Подачу деталей 6 осуществляет скребок 24. Взвод скрэбка производит закрепленный на поворотном столе 7 кулачок 27 через рычаг 25 и тягу 26. Совершая рабочий ход под действием пружины, скребок 24 захватывает деталь 6 от лепесткового стопора 33, к которому она поступает из бункерного питателя 5 через ориентирующий плужок 32, и перемещает ее до концевого упора 34 лотка 23. В этом положении деталь 6 препятствует дальнейшему перемещению скребка 24. При этом флажок 28, жестко связанный со скребком 24, не вступает во взаимодействие с пневмодатчиком 29 и сигнал на управ- ляемый копир 30 не поступает. При отсутствии детали 6 у стопора 33 скребок 24 совершает ход, несколько больший рабочего, и связанный с ним флажок 25, взаимодействуя с пневмодатчиком 29, дает команду на подъем управляющего копира 30. Ориентирующий плужок 32 пропускает к стопорам 33 лишь те детали 6, у которых отбортовка центрального отверстия расположена впереди. Детали 6, развернутые другой стороной, отводя вверх плужок 32 наклонной частью отбортовки своего центрального отверстия, поступают снова в бун- керный питатель 5. После того, как площадка 11с находящимися на ней деталями 2 и 4 попадает под лоток 23, а крепежная накладная деталь 6 подана скребком 24 до упора 34, подпятник 40 поднимает площадку 11. При этом выступающие лапки базовой корпусной детали 2, проходя через пазы в дне лотка 23, входят в соответствующие им прорези крепежной накладной детали 6.
При очередном повороте стола 7 площадка 11 с находящимися на ней собираеыми деталями уходит от лотка 23. При этом базовая корпусная деталь 2 снимает с лотка 23 крепежную деталь 6. Хвостовик 44 сходят
с подпятника 40 и площадка 11 опускается а исходное положение. Подпятник 40 также ухсдит в исходное положение. После схода с подп- гника 40 хвостовик 44 проходит мимо копира 30, получающего команды на срабатывание от пневмодатчика 29. В случае получения команды об отсутствии детали 6 копир 30 поднимает площадку 11 на уровень расположения патрубка 31 пневмосдува, который удаляет некомплектную сборку. При очередном повороте стола 7 площадка 11 с собираемыми деталями подходит под пуансон 10.
При опирании хвостовиком на опору 41
установленный в пуансоне 10 подпружиненный вкладыш 43 (в момент опускания пуансона) разводит концы пружинной детали 4 и прижимает накладную крепежную деталь 6 к базовой корпусной детали 2. После этого
пуансон 10 (своей клиновой рабочей частью) производит загибку лапок корпусной детали 2, фиксируя крепежную деталь 6. Завершая цикл своего полного поворота, стол 7 возвращает площадку 11 на исходную позицию, под лоток 35. При этом стол 7 проносит хвостовик 44 площадки 11 мимо копира 42. Копир 42 обеспечивает подъем площадки 11 на уровень расположения плужкового сбрасывателя 38, который сбрасывает собранное изделие 13,
Формула изобретения Автомат для изготовления сборных изделий, содержащий бункерные питатели,
многопозиционный поворотный стол, рабочие пуансоны и размещенные на столе базирующие площадки, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен датчиками
контроля наличия деталей, пружиногибочным устройством и перекладчиком, передающим от него к месту сборки комплектующие детали, на одном конце которого выполнен захват, один из пуансонов связан с датчиком контроля наличия пружины и снабжен щупом для контроля базовой детали, причем лоток бун- кеоного питателя образован скребковым кон- ве- еоом, приводной скребок которого связан сд гчиком контроля.
14
52
JZZd

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ СБОРКИ ФИЛЬТРОВ | 1992 |
|
RU2026791C1 |
| Станок для сборки комбинированного шипа противоскольжения | 2023 |
|
RU2821136C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Сборочный автомат | 1988 |
|
SU1549714A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Сборочный автомат | 1987 |
|
SU1555104A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| АВТОМАТ ДЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ ВО ВНУТРЕННИЕ КАНАВКИ БАЗОВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2043899C1 |
| Автоматическая линия | 1987 |
|
SU1445920A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |




Изобретение относится к сборочной технике, к многопозиционным сборочным автоматам, в частности к автоматам дискретного действия Цель изобретения - расширение технологических возможностей. Автомат для изготовления сборных изделий содержит бункерные питатели 1 и 5, многопозиционный поворотный стол 7, рабочие пуансоны 8 и 10. На столе 7 размещены базирующие площадки 11, перекладчик (П) 3 комплектующих деталей, связанный с пружинно-гибочным устройством 14. П 3 оснащен фиксирующим приемником 9. Пуансон 8 для переталкивания комплектующих деталей из приемника s базовую деталь выполнен в виде пружинно-контролирующего щупя и оснащен дополнительным щупом для контроля базовой детали Отводящий лоток 23 бункерного питателя образован скребковым конвейером, приводной скребок которого выполнен в виде щупа для контроля крепежной детали. 11 ил. СП С
tffc/2 /
rТГ
о
CD ID
8
11
Фиг. 5
0иг.7
8-8
Фиг.6
г-г
11
/3
2
1Z.Z-Z-.
и
Фиг. 9
32
Фиг. 8
Фиг. 10
Фиг. 11
w
-41
| Рабинович А.И | |||
| Механизация и автоматизация сборочных работ в машиностроении и приборостроении | |||
| М., Машиностроение, 1969, с.151, рис | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
