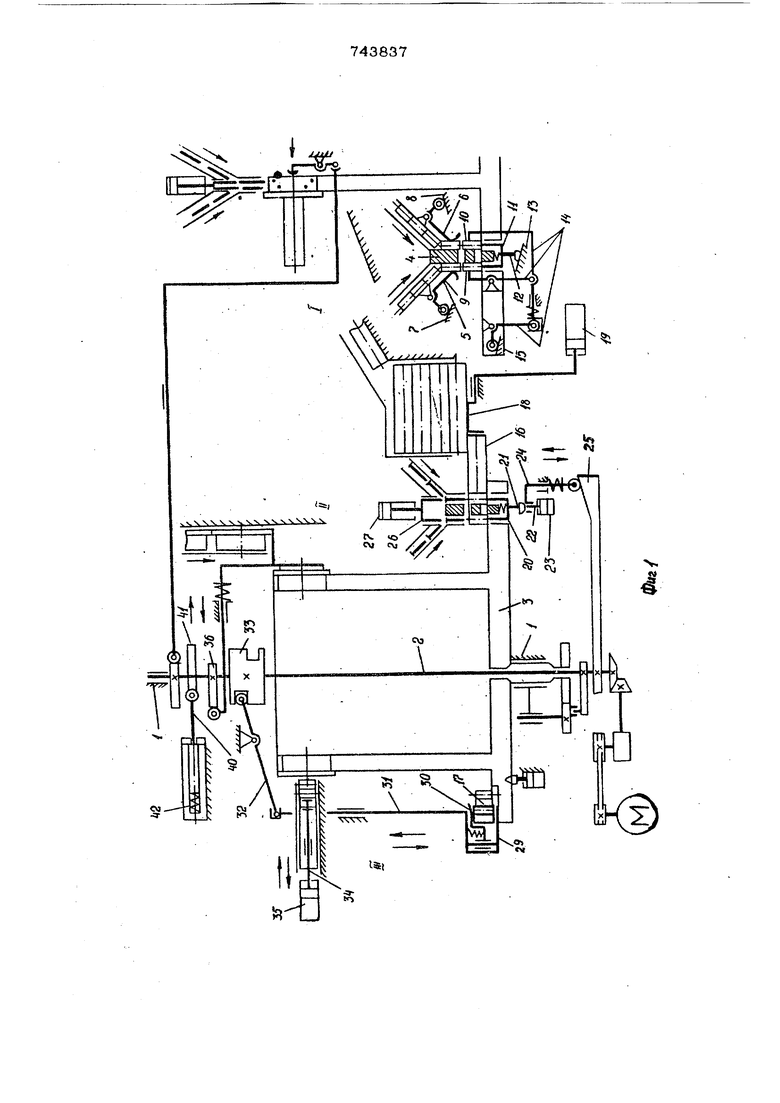
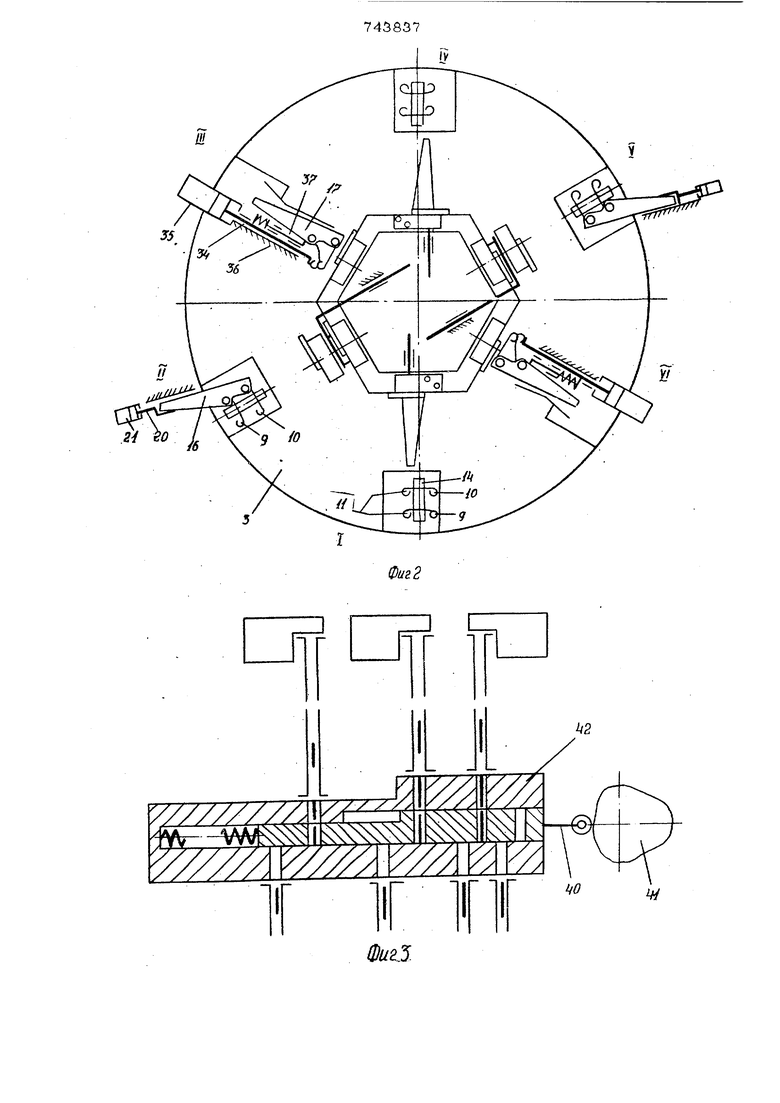
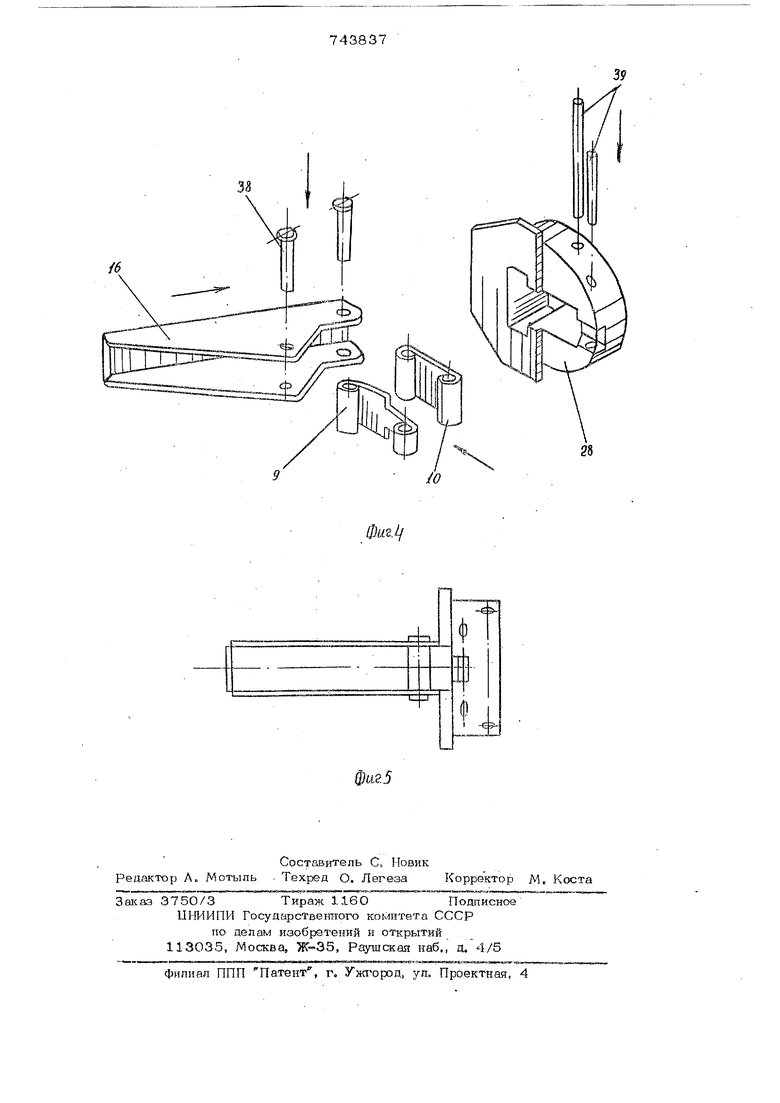
Изобретение относится к устройствам для изгсхговления металлофурнитуры, например для сборки комбинированных петел и монет быть использовано в мебельной промышпенности. Известен полуавтомат для сборки де™ тапей, содержащий механизмы подачи де- тапей, механизмы сборки, размещенные н многопозиционном поворотном стопе, и приводы этих механизмов flj . Недостатком известного полуавтомата $шпяегся гшзкая производительность сборки изделия. Цель изобретения - повышение проиэBozurren ьности. Цель достигается тем, что механизм подачи тяг собираемой петли, выполнен в виде корпуса с пружинными зажгоугами, устройства для фиксации этих деталей, со- держещего иглы под проушины тяг и упор и клещевого зажима, механизм сборки соединения тяг с планкой петли в полупетлю содержит отсекегель, иглы, связанные с упором, ударник, толкатель и пуансоны. мехашгзм соедянешш г.олупетт с корпусом, петпк содержит неподвнжщю н подпруха ненщю губки, обрезугощие захват, ползун с прокфнпироваикым пазом и толкатели- жесгкпй . ппавагощнй, а механизм подачи aaivJiGiioKБыпоппен в виде зопотшжа, при этом клещевой зажим выполнен в виде после довательяо п щарннрно связанных рычагов, конечньп из которых кинематически связан с кулачковым валом, а число пу™ ансонов равно числу игл механизма соединения тяг с планкой петли. На фиг. 1 показана кинематическая схема автомата; на фиг. 2 - рабочий стол автомата; на фиг. 3 - схема MexaiiiiaMa подачи заклепок н oceii в позицию сборкщ на фиг. 4 - петля комбинирования, в разобранном виде на фиг. 5 - то же, в собранном виде. Автомат содержит сташгну 1, кулачковый в;ал 2, рабочий стол 3, а также смонтированнье на нем .механизмы, вьшолняющие отдельные сборочные операпии. Механизм подачи фигурной и прямой тяг петли из бункера в позицию сборки, состоящий из корпуса 4, с пружиш ыми за)1симами 5 и 6, которые связатгы с копирами 7 и 8. Фиксация фигурной тяги 9 и прямой тяги 10на рабочем стопэ 3 осуществлйется с помощью двух, связанньк между собой игп 11и упора 12, который контактирует с копиром 13, а также кпещевого зажима, состоящего из шарнира связанных между собой рычагов 14 и копира 15. Механизм соединения обеих тяг с ппаН кой 16 петли ( в попупетпю 17) содерядат отсекатепгэ 18, действующий благодаря с ловому цилиндру 19, две связанные меясду собой иглы 20 с упором 21, ударник 22, который пр1тодится в действие силовым цилиндром 23, толкатель 24, действ пющий от кулачка 25, сидя;й1его на купалкокомвалу 2, два соединенные меншу собой пуансона 26, действующие от силового 1Шлиндра 27 и два цанговых зажима. Механизм соединения попупетли с корпусом 28 включает в себя захват, состо- ящий из неподвижной губки 29 и подпружиненной губки ЗО, и шток 31, шарнирно соединенный с рычагом 32, управляемым кулачком 33, кулачкового в ала с помощью которого полупетля 17 поднимается на верхний уровень, где ползун 34, связшпшШ с цилиндром 35, подает ее в паз корпуса петли, причем ползун 34 имеет н есткий толкатель 36 и плйвагощий толкатель 37 (фиг. 2), позволяющие во время движения полупетли 17 ориентировать тяги 9 и 1О, петли в положение, обеспечивающее последующее их соединение осями с корпусом петли. Механизм подачи заклепок 38 и осей 39 (малой и большой)в позицию сборки содержит подвижной золотник с отверстиями и возвратной пружиной, слзязанный с толкателем 40 и кулачком 41, сидггдим на валу 2, причем золотник расположен в корпусе 42, имеющем верхние впускныэ и гнгжние выпускные отверстия. Автомат р отает следующим образом. Вся сборка петли производится на трех позициях, причем одновременно па двух уровпяхо Таким образом, одновремен-но собирают две петли, В позиции I сборки на нижнем уровне пружинные зажимы 5 и 6 под действием -копиров 7 и 8 разводятся и обе тяги 9 и 10 петли из корпуса 4 перемещаются на плоскость ргйочего сто™ ла 3, центрируясь при этом своими отверстиями на двух иглах 11, которые поднимаются над плоскосгью стопа под действием упора 12 и копира 13, а клещевой зажим под действием рычагов 14, сжязан ых с копиром 15, фиксирует обе петли ни абочем месте в положении, цеобходимом ля следующей сборочной оперший. В позиции II сборки на нижнем уровне тсекагель 18, связаЬный цилиндром 23, аправляет планку 16 петли из бункера к месту сборки, соединяя ее с тягами 9 и 10 петли, при этом иглы 2О с упором 21 посредством толкателя 24 от кулачка 25 поднимаются вверх, прощивая обе тяги 9 и 10 вместе с планкой 16, а соединенные между собой пуансоны 26, свяaamibre с цилиндром 27, проталкивают заклепки 38 из цанговых зажимов навстречу иглам 20, при этом заклепки внутренними отверстиями центрируются на этих иглах, которые вместе с толкателем 24, управляемым кулачком 25 кулачкового вала опускаются вниз. Когда заклепки 38займут свое место, ударник 22, связа1шый с цилиндром 23, раздает внутренние отверстия заклепок, завершая тем самым сборку полупетли 17, а соединенные между собой пуансоны 26 под воздействием силового цилиндра 27 возврещаются на место В заключительной позиции Щ сборки на нижнем уровне пояупетяя 17 входит в MexaiiH3M захвагга между неподвижной губкой 29 и поштружинещюй губкой 30, после чего штоком 31, шарнирно соединенным с рычагом 32, управляемым от кулачка 33 кулачкового вала, поднимается на верхний уровень. На верхнем уровне ползун 34, имеющий профилированнь Ей паз и с&язанный с цилиндром 35, подает полупетлю 17 в паз корпуса 28 петли, причем ползун 34 имеет жесткий толкатель 36 и плавающий толкатель 37 (фиг. 2), позволяющие во время движения полупетяи 17 со зиюнтиро-. вать тяги 9 и Ю в положение, обеспечивающее соединение их осями 39 с корпусом 28 петли. Поштучная подача заклепок 38 и осей 39в позицию сборки производится, механизмом, выполненным в виде золотника с отверстиями и с возвратной пружиной (фиг. 3), приводимых в движение толкателем 40 и кулачком 41, сидящим на валу 2, причем поступление закпепок и осей происходит при совмещении отверстий золотника с верхними отверстиями в корпусе 42, а при дальнейщем движении золотника его отверстия совпадают с нижними отверстиями корпуса 42 и детали поступают к месту сборки. Возврещение золотника в исходное положение осуществляется пружиной. б момент перехода деталей из одних отверстий в другие золотник приостанавли вает свое движение, что достигается благодаря соответствующему профилю кулачка 41, В позициях 1У, У, У1 производятся т же сборочные операции, что и в позициях 1. П, Ш. Фиксация стопа 3 на позициях сборки производится с помощью фиксатора, деист вующего от силового цилиндра. формула изобретения Автомат для сборки комбинированной . петли, содержшций механизмы подачи деталей, механизмы сборки, размещенные на многопозиционном поворотном столе, и np воды этих механизмов, например, от купачкового вала, отличающийся тем, что, с целью повыщения производительности, механизм подачи тяг со&раем петли вьшолнен в виде корпуса с подпружиненными зажимами, узла для фиксации этих деталей, содержащего иглы под про- ущины тяг и упор, и клещевого зажима, механизм сборки соединения тяг с планкой петли в полупетлю включает отсекатепь, иглы, связанные с упором, ударник, толкатель и пуансоны, механизм сборки полупетли с корпусом петли содержит непоавиж гю и подпружиненную губки, образук щие захват, ползун с профилированным . пазом, и толкатели - ядасткий и плавающий, а механизм подачи заклепок собираемой петли вьшолнен в виде золотника. 2.Автомат по п. 1, о т л и ч а ю щ и и с я тем, что клещевой зажим выполнен в виде последовательно и щаркирно связанных рычагов, конечньй из которых кинематически связан с кулачковым валом. 3.Автомат по п. 1, отличающийся тем, что число пуансонов равно числу игл механизма сборки тяг с планкой петли. Источники информации, njfflHHTbia во внимание при экспертизе 1. Авторское свидетельство СССР № 5165О2, кл. В 23 Р 19/04, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Устройство для автоматической сборки плавких предохранителей | 1977 |
|
SU681475A1 |
| Автомат для фрезерования круглых деталей | 1983 |
|
SU1189599A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Автомат для сборки пряжек | 1973 |
|
SU484967A1 |
| Автомат для сборки коробок | 1990 |
|
SU1735047A1 |
Фиг,.
(
