(54) УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ . ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации резьбовых шпилек | 1977 |
|
SU653085A2 |
| Устройство для автоматической ориентации резьбовых деталей | 1979 |
|
SU870069A1 |
| Устройство для автоматической ориентации резьбовых деталей | 1982 |
|
SU1021563A2 |
| Устройство для автоматической ориентации резьбовых деталей | 1982 |
|
SU1020204A2 |
| УСТРОЙСТВО для ОРИЕНТАЦИИ РЕЗЬБОВЫХ ШПИЛЕК | 1971 |
|
SU317486A1 |
| Устройство для ориентации деталей типа шпилек | 1990 |
|
SU1756111A1 |
| Устройство для ориентации деталей | 1989 |
|
SU1710289A1 |
| Устройство для подачи деталей | 1983 |
|
SU1220723A1 |
| Вибрационное загрузочное устройство | 1982 |
|
SU1021559A1 |
| Устройство для накатывания резьбы на пустотелых заготовках | 1976 |
|
SU727289A1 |
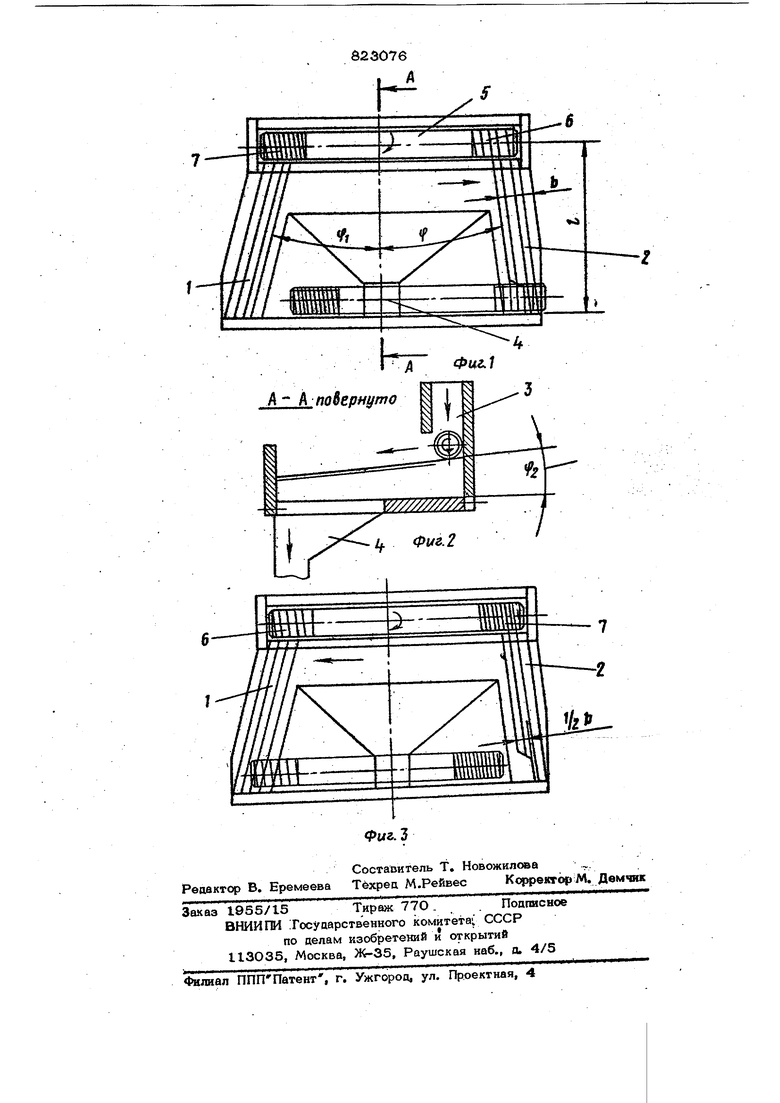
Изобретение огносигся к машиностроению и может быть применено в загруэочн№с устройствах металлорежущего, сборогного, контрольного оберудования и т.п. Известно устройство для ориентации цилинорических деталей, содер сшцее подающий лоток, две про4ильные направляющие и окно для сфоса ориентированных деталей, фе дназначенное для с иентации цилиндрических 1 еталёй с лыской на одном концерн снабжено П-образным псюодком для перемещения деталей по направляющим, одна из которых имеет в плане форму прямоугольника с шириной, превышающей олину ЛЬЮКИ на гзегагт, а аруга вь полнена со скошенной внут|1енней toBepxr. ностью flj. Однако устройство непригодно для, ориентации шпилек с раэношаговыми резьбовыми концами.. Цель изобретения - обеспечение ориентации деталей, типа шпилек с разношаго выми резьбовыми концами. Поставленная цель достигается тем, чтона профильных направляющих выполнены нарезки, по шагу совпадающие с резьбой оцного конца детали, причем профильные направляющие установлены на1Глонно и под утлом друг itiK другу. Для обеспечения гарант1фованиого схода с направляющей оетали с резьбой, несовпавшей по шагу с нарезкой натравляющей, одна из профильных неправ ляюших выполнена со срезом У окне для сброса ориентированных оеталей. С целью обеспечения неперекошенного захода детали на направляющие, на выхоое подающего лотка выполнен прямоугольный паз. На 4иг. 1 показано. |федлагаемое устройство, вид в плане (деталь совпа- . дает по шагу с нарезкой правой направляющей); на фиг. 2 - разрез А-А на фиг. 1, на 4иг. 3 - устройство, вид в плане f (аетйпь совпадает по шагу с нарезкой левой направляющей). Устройство цля ориентации цилияпри.ческих деталей соцержит про«}ильные направлякшше 1 и 2 с нарезкой, подающий лоток 3. В корпусе устройства выполнено окно 4 ОЛЯ сброса деталей. Устройство работает слеоующим образом.. иентвруемая цеталь 5 с разношаговыми резьбовыми концами 6 и 7 через ношюишй лоток 3 поовется на наклонные направляющие 1 и 2 и по а оействием собств&1ного веса перекатывается по ним. При этом осшн конец аетали, резьба которого совпадает по шагу с нарезки направп{яощей, вхооит Ь зацепление с ней Когаа детапь 5 входит в зацеппевие своим резьбошлм вошхом 6 (фиг. 1), ова при Е№| екатывавии получает осевое перемошо те всфаво, конец 7 аетали схооит 1; иатфавя5аошей 1 и деталь 5 пааает в окно 4 сброса ориентированно концом 7, Когоа пзталь 5 входит в зацепление с нащ}авЯ81сшей своим резьбовым концом 7, она гфи перекатывании получает осевое персмаие&ие вправо, но за счет наклоне (в плане) направляющей 1 на угол больший, чем подъем винтовой линии резь бы ветали, она одновременно перемешаетс влево, конец 7 детали сЬйдет с направляющей 2 и деталь падает в окно&4 сбро са ориенпфованно также концом 7. Для нормальной работы устройства направляющие устанавливаются со следую шимк соотношениями размерных парамет0«.$Ч и i,ff ров f. Ч, i 2oi b . 6 р .. где f и Y - углы установки направляющих . относительно их оси в плане, - yroh наклона направляющих; cL -угол подъема винтовой линии по среднему диаметру резьбы конца аетали, совпадающей по шагу с нарезкой направляющи ширина направлякших; длина натфавляюишх} щаг резьбы конца детали, с сжпа дающей по щагу с нарез кой направляющей. Угол наклона направляющих Ч, в указанных пределах необходим для того, чтибы обеспечить свободное качение петалв без заметного оействия веса. Углы между направляющими и их осью(Ч и 1 ) в указанных пределах необхо оимы для обеспечения осевого перемещения детали и схода с направлякяпей конца детали, не сшпадающего по шагу, при сложении вращательного (винтсюого) дви жения Е1етали и однсюременно поступатель ного за счет расходящихся направляющих. Ширина направляющих (Ь} принятая в преоелах 5... 6 р необходима, чтобы несовпавший по шагу с нарезкой направляющей конец детали не сцеплялся с ней. Длина направляющих ( 6) установлена опытным путем. Величина меньшего предела является минимально необходимой, Q больший предел принят в качестве достаточного с целью ограничения габаритов направляющей по длине. Формула изобретения I. Устройство ОЛЯ ориентации цилиндрических деталей, содержащее подающий лоток, две направляющие и окно для сброса ориентированных деталей, о т л и ч а ю щ е. е с я тем, что, с.целью обеспечения ориентации деталей типа шпилек с разношаговыми резьбовыми концами, на профильных направляющих вьлолнены нарезки, по шагу совпадающие с резьбой одного из концов ориентируемой детали , причем профильные направляющие установлены наклонно и под углом друг к оругу. 2. Устройство поп. I, отличаю - е е с я тем, что одна из профильных аправляющих вьшолнена со срезом у окна для сброса ориентированных деталей. 3. Устройство по пп. 1и2,о т ли ч .аю щ ее с я тем, что на выходе подакмцего лотка выполнен прямоугольный .. Источники информации, принятые во вга1мание при экспертизе I. Авторское свидетельство СССР 545448, кл. В 23а 7/Q8, 1975.
