I
Изобретение относится к технологии абразивной обработки, преимущественно к шлифованию и полированию, и может быть использовано в станках для полирования сложно-фасонных поверхностей, например пера лопаток газотурбинных двигателей, ввоздушных винтов летательных аппаратов, гребных винтов судов и других деталей.
Известен полировальный станок для одновременной двухсторонней обработки пера лопатки газотурбинных двигателей, содержащий станину, продольные суппорты, щлифовальные ленты с объемными копирами, механизмы горизонтальной и вертикальной вибрации и механизм подачи продольных суппортов. Механизм вертикальной вибрации содержит зажимное приспособление, тягу, сферический шарнир и привод, а механизм горизонтальной вибрации содержит тяги, приводной вал, опорный шарнир, сферический шарнир и привод.Устройство для сообщения вибраций выполнено так, что лопатка закрепляется одним концом, т.е. консольно 1.
Однако консольная схема закрепления лопатки по траектории движения инструмента относительно детали не позволяет достичь постоянства, так как траектории зерен абразивных инструментов на различных расстояниях от места закрепления лопатки различны.
Рассмотрим кинематическую схему механизмов горизонтальной и вертикальной вибрации известного станка, составляющих вибропривод лопатки, с закрепленной в них лопаткой.
Механизм вертикальной вибрации лопатки создает колебания с амплитудой А7. Это значение амплитуды сохраняется ДЛя всех точек лопатки.
Значения же амплитуд АХ горизонтальных колебаний каждой точки пера лопатки изменяются по длине пера. Происходит это
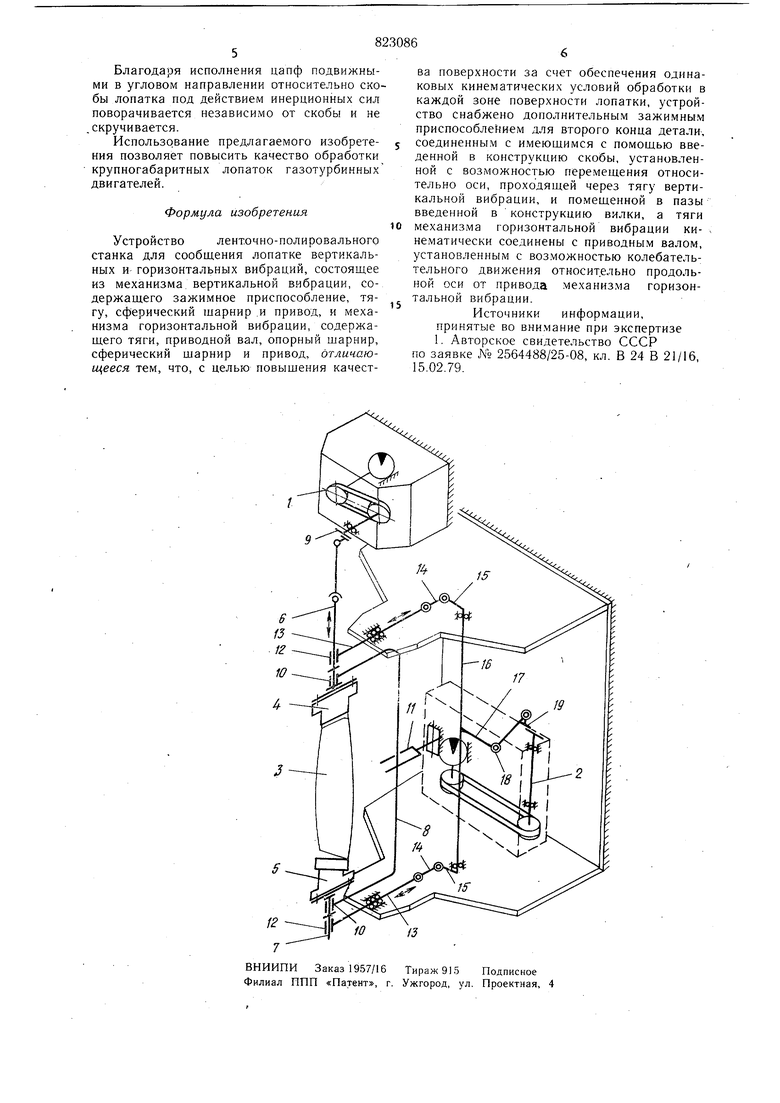
по следующей причине. В конструкции механизма горизонтальной вибрации предусмотрены регулируемые зазоры 5, определяемые наличием консольного закрепления лопатки и служащие для самоустанавливания системы «деталь-инструмент. Во время работы объемные копиры, обкатывающие лопатку, зажимают ее по «пятну контакта. Пусть результирующая сила прижима приложена в точке N. При подаче системы по оси X система поворачивается в шарнире В относительно точки N до выбора зазора Ь При этом точки пера перемешаются на величину. Z, определяемую из соотношения Z б-Дз . На эту величину будет уменьшаться амплитуда ноперечных колебаний каждой точки лопатки, т. е. фактическая величина неремешения точек в сечении -j будето, АХЗ А, где 5 1,5 мм; R5 100 мм./ Например, для заданной амплитуды .M при R,- 200 мм, А 2 мм, RJ 300 мм, АХ 0,5 мм, RJ 330мм, АХ О Таким образом, при обработке лопатки в сечении, удаленном от оси поворота сиетемы на ЗЗО мм, при заданной амплитуде Ах 5 мм относительное перемещение абразивного зерна и лопатки по направлению X становится равно нулю. Заданная траектория движения зерна в виде фигур Лиссажу вырождается в продольные риски. Такие условия у.худшают качество обработки. При консольном закреплении лопатки .при определенных усилиях прижима копиров от изгибающих моментов, возникающих в системе, может возникнуть дополнительная погрешность в траектории движения зерен. Кро.ме того, при консольном закреплении лопатки при вибрационной обработке в прикомлевом участке пера лопатки возникают значительные знакопеременные напряжения, что может снизить усталостную прочность лопатки или привести к разрушению лопатки при обработке. Цель изобретения - обеспечение одинаковых кинематических условий обработки в каждой зоне поверхности пера лопатки, повышение точности и качества обработки. Указанная цель достигается тем, что устройство ленточно-полировального станка для сообщения лопатке вертикальных и горизонтальных вибраций снабжено дополнительным зажимным приспособлением для второго конца детали, соединенным с имеющимся с помощью введенной в конструкцию скобы, установленной с возможностью перемещения относительно оси, проходящей через тягу вертикальной вибрации, и помещенной в пазы введенной в конструкцию вилки, а тяги механизма горизонтальной поверхности кинематически соединены с нриводным валом, установленным с возможностью колебательного движения относительно продольной оси от привода механизма горизонтальной вибрации. На чертеже изображена схема механизмов горизонтальной и вертикальной вибрации с закрепленной на них лонаткой полировального станка для одновременной двухсторонней обработки пера лопатки. На Ьтанине станка установлены приводы вертикальной вибрации 1 и горизонтальной вибрации 2. Лопатка 3 закрепляется двумя концами в зажимных приспособлениях 4 и 5, установленных независимо друг от друга в угловом направлении на внутренних концах соосных цапф б и 7 скобы 8. Верхняя цапфа 6 соединена сферическим шарниром 9 с приводом вертикальной вибрации 1. Цапфы б и 7 смонтированы в соосных втулках 10, закрепленных на концах консольных частей скобы 8, и имеют возможность самоустанавливаться в угловом направлении. Для устранения угловых колебаний скобы 8 вместе с лопаткой 3 дужка ее смонтирована в пазу вилки 11, закрепленной на корпусе станка. Внешние концы цапф 6 и 7 смонтированы подвижно во втулках 12 горизонтальных тяг 13, соедйненных посредством двух серьг 14 и рычагов 15 с концами приводнбй вала 16, на средней части которого закреплен рычаг 17, соединенный с помощью серьги 18 с эксцентриком 19 привода горизонтальной вибрации 2. Устройство работает следующим образом. Одновременно включаются приводы веруикальной вибрации 1 и горизонтальной вибрации 2, сообщающие лопатке 3 плоскопараллельные колебательные движения. Включается привод перемещения ,копиров и им сообщается вращение вокруг их осей. и происходит обкатывание лопатки 3 щлифовальными лентами, формообразованными объемными копирами, и полирование колеблющейся лопатки. Лопатка 3 во время обработки самоустанавливается относительно объемных копиров вместе с зажимными приспособлениями 4 и 5 и цапфами 6 и 7, которые поворачиваются во втулках 10 скобы 8 и втулках 12 тяг 13. Скоба 8 при этом остается неподвижной в угловом направлении благодаря фиксации ее относительно станины вилкой 1. Горизонтальная вибрация сообщается лопатке через втулки 12 тягами 13, совершающими возвратно-поступательное движение через посредство серьг 14 рычагов 15 и приводного вала 16, получающим движение через рычаг 17 и серьгу 18 от эксцентрика 19 привода горизонтальной вибрации 2. Благодаря такому исполнению механиз.ма горизонтальной вибрации и закреплению в нем лопатки двумя концами достигаются одинаковые траектории движения всех точек лопаток, движущихся плоскопараллельно. Скоба разгружает лопатку от нагрузок, возникающих от горизонтальных и вертикальных вибраций. Одностороннее исполнение скобы позволяет оставить свободным доступ к зоне обработки со стороны рабочего места.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полировальный станок ВКЛ для одновременной двусторонней обработки пера лопатки | 1978 |
|
SU929409A1 |
| ПОЧВОИЗМЕЛЬЧИТЕЛЕПОСАДОЧНЫЙ АГРЕГАТ И.Г.МУХИНА | 1997 |
|
RU2121251C1 |
| Устройство для обработки деталей | 1981 |
|
SU971631A1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2022 |
|
RU2799641C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ЛЕПЕСТКОВЫМИ КРУГАМИ | 2003 |
|
RU2241588C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЗАГОТОВКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2674358C1 |
| ЛЕПЕСТКОВЫЙ ПОЛИРОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2241591C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Полировальный станок ВКЛ для одновременной двусторонней обработки пера лопатки | 1984 |
|
SU1206059A2 |
