Изобретение относится к технологии абразивной обработки, преимущественно к конструкциям ленточно- шлифовальных станков для шлифования и полирования, и может быть использовано для обработки лопаток компрессоров, насосов, турбин, гребных и воздушных винтов и других деталей.
Целью изобретения является повышение качества обрабатываемой поверхности путем обеспечения более полного удаления отходов из зоны обработки.
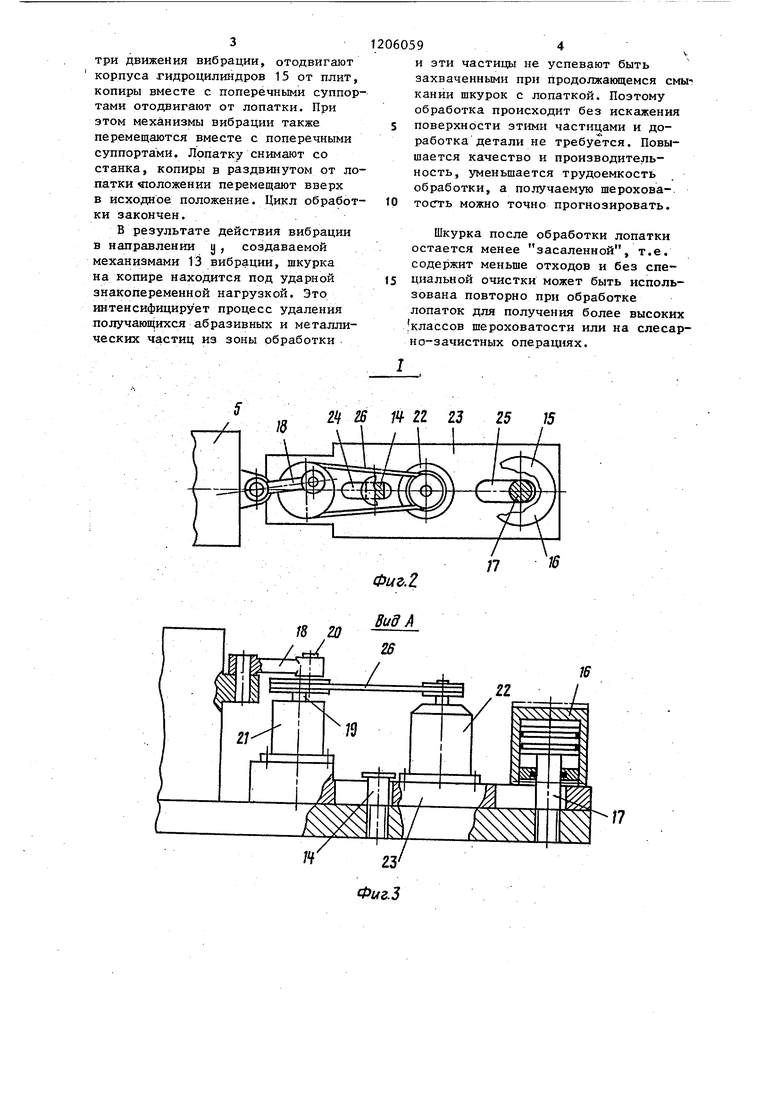
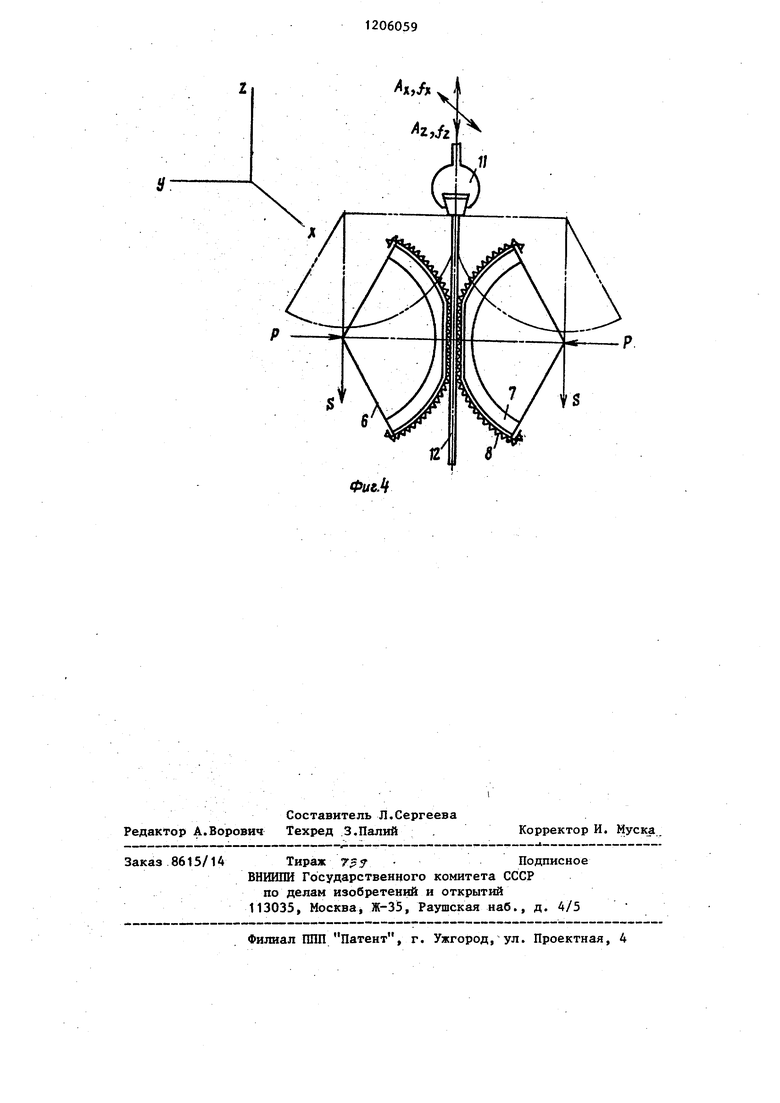
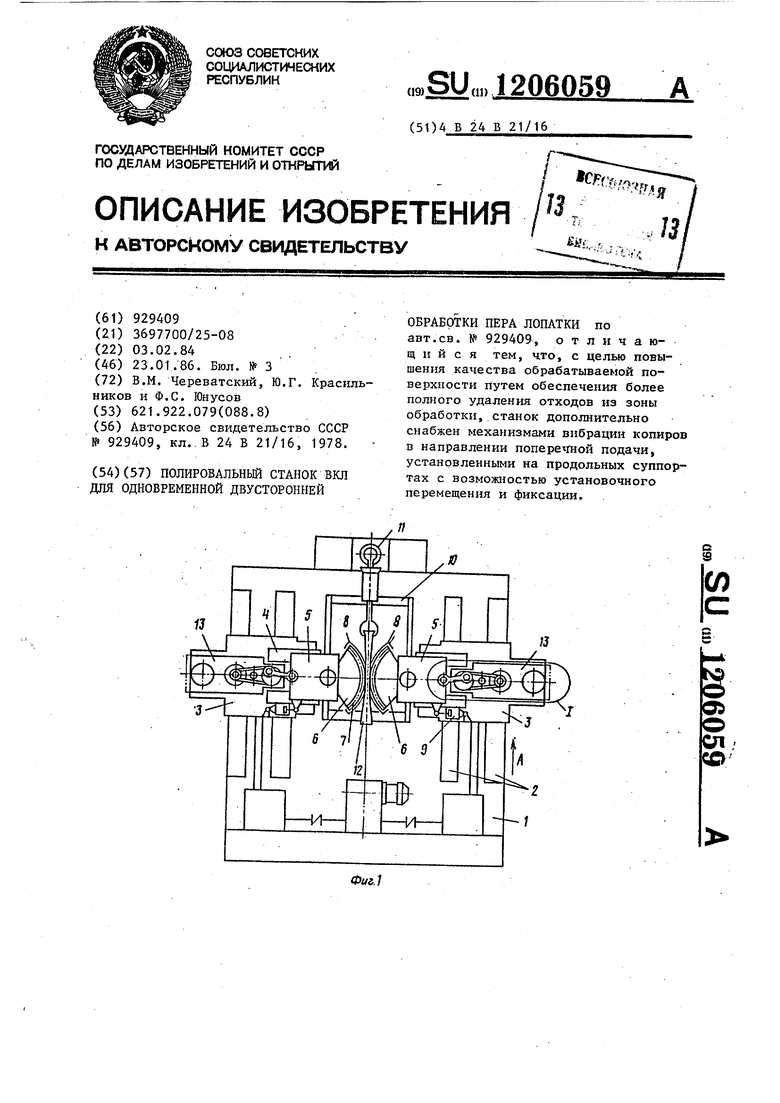
На фиг. 1 показан станок спереди, общ1да вид; на фиг. 2 - узел I на фиг, 1; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - зона обработки.
Станок содержит станину 1 с вертикальными направляющими 2, на которых установлены продольные суппорты 3 с горизонтальными направ ляющими 4. На направляющих 4 установлены поперечные суппорты 5, в.которых / установлены объемные копиры 6с упругим слоем 7, покрытые абразивными шкурками 8. Шкурки имеют следующие характеристики: шкурка водо- стоГжая на тканевой основе, основа- саржа средняя, зернистость Z. 25, материал зерна - карбид кремния - зеленый. Копиры: радиус R 300 мм, упругий слой выполнен из резины, полученной вулканизацией резиновой Смеси ИРП-1078, твердость резины 13,5...26 кгс/см. по прибору ТЩР, толщина слоя Ъ 10 мм.
Станок содерлсит также гидроцилиндры 9, механизмы горизонтальной 10 и вертикальной 11 вибраций с установленной на них лопаткой 12 из титанового сплава ВТ20, длиной . 390 мм.
Станок снабжен механизмами 13 вибрации, направляющими штифтами 14 и гидроцилиндрами 15 с корпусами 16 и штоками 17.
Механизм 13 вибрации имеет шатун 18, эксцентриковый вал 19 с пальцем 20 и подшипниковым узлом 21, электро- двигатель 22, плиту 23 с продольными пазами 24 и 25. Шатун одним концом шарнирно закреплен на поперечном суппорте, а другим концом - на пальце 20. Вал 19 связан с валом электродвигателя клиноременной передачей 26. Подшипниковьй узел и электродвигатель закреплены на плите 23, пазы 24 и 25 которой охватывают со-
060592
ответственно направляющий штифт
14и шток 17 гидроцилиндра 15, которые закреплены в продольном суппорте 3.
5 Назначение гидроцилиндра 15 - .зафиксировать механизм вибрации копиров относительно продольного суппорта 3, для чего в нижнюю (фиг. 3) полость гидроцилиндра по10 дают жидкость и корпус 16 гидроцилиндра с требуемым усилием прижимает плиту 23 к продольному суппорту. Фиксирование обеспечивает возможность вибрационного движения попе15 речного суппорта 5. относительно дог полнительного механизма вибрации, так как при установочных перемещениях поперечного суппорта механизм вибрации перемещается вместе с ним20 и не может быть опорой.
В на.чальном положении копиры отодвинуты от лопатки на расстояние 50 мм. Оба механизма 13 вибрации также находятся в крайних левом
25 и правом положениях, а корпуса 16 : гидроцилиндров 15 отодвинуты от плит (эти начальные положения показаны штрих-пунктирными линиями на .фиг. 1 и 3).
30 Копиры прижимают гидроцилиндра- .
. ми 9 к лопатке усилиями Р с удель- HbiM давлением Р 40-10 Н/м. При этом механизмы 13 вибрации так- . же перемещаются в сторону лопатки, а плиты своими пазами перемещаются по направляющим штифтам и штокам 17 гидроцилйндров 15.
Затем корпуса 16 гидроцилиндров
15перемещают к плитам, и таким путем плиты фиксируют относительно продольных суппортов.
35
40
5
0
5
Затем одновременно включают продольную подачу копиров (вниз) со скоростью 5 0,6 м/мин вместе с вращением копиров с .той же окруу.- ной скоростью, горизонтальную и вертикальную вибрацию лопатки, обеспечивающую движение резания, с частотами i 15 Гц, f 18 Гц, амплитудами А 3 мм, А 9 мм, вибрацию копиров вместе с поперечными суппортами в направлении tj с частотой lij 10 Гц и амплитудой АЛ 1 мм.
Идет обработка лопатки. При достижении копирами конечного нижт1его положения одновременно выключают продольную подачу копиров и все
три движения вибрации, отодвигают корпуса гидроцилиндров 15 от плит, копиры вместе с поперечными суппортами отодвигают от лопатки. При этом механизмы вибрации также перемещаются вместе с поперечными суппортами. Лопатку снимают со станка, копиры в раздвинутом от лопатки положении перемещают вверх в исходное положение. Цикл обработки закончен.
В результате действия вибрации в направлении у, создаваемой механизмами 13 вибрации, шкурка на копире находится под ударной знакопеременной нагрузкой. Это интенсифицирует процесс удаления получающихся абразивных и металлических частиц из зоны обработки
060594
и эти частицы не успевают быть захваченными при Продолжающемся смы-: кании шкурок с лопаткой. Поэтому обработка происходит без искажения 5 поверхности этими частицами и доработка детали не требуется. Повышается качество и производительность, уменьшается трудоемкость обработки, а получаемую шерохова-. 10 тость можно точно прогнозировать.
Шкурка после обработки лопатки остается менее засаленной, т.е. содержит меньше отходов и без спе- f5 циальной очистки может быть использована повторно при обработке лопаток для получения более высоких классов шероховатости или на слесар- но-зачистных операциях.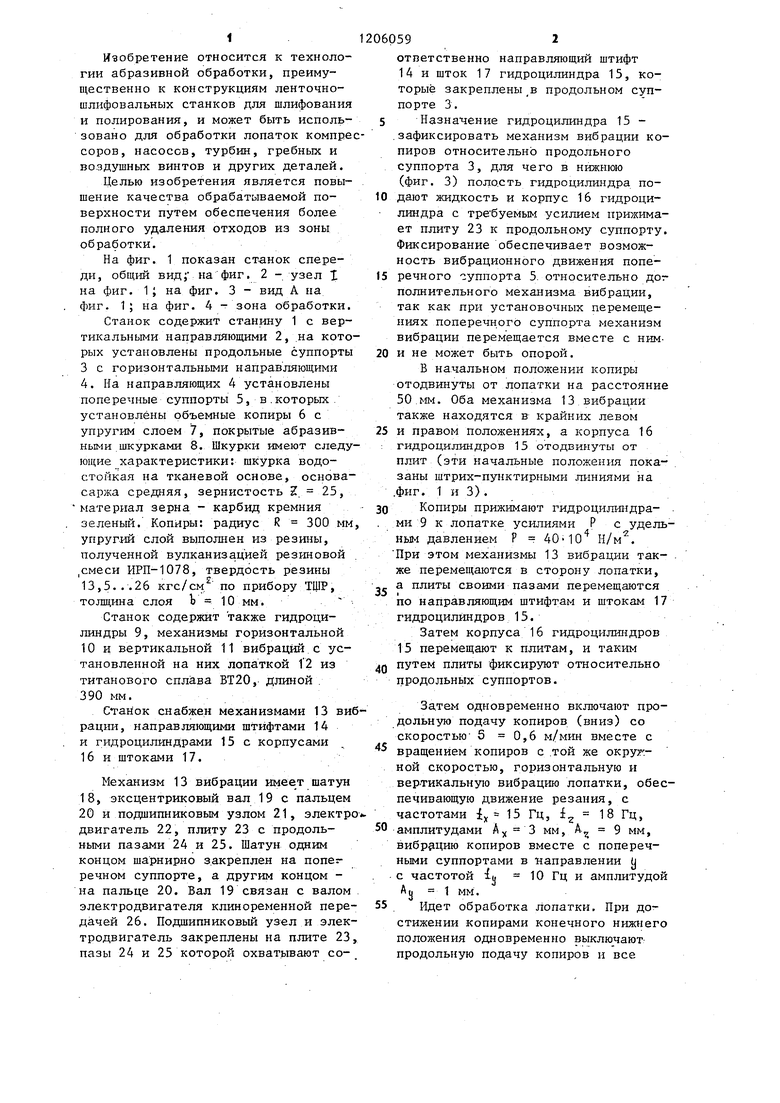
| название | год | авторы | номер документа |
|---|---|---|---|
| Полировальный станок ВКЛ для одновременной двусторонней обработки пера лопатки | 1978 |
|
SU929409A1 |
| Деревообрабатывающий токарно-шлифовальный станок | 1990 |
|
SU1787768A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU663561A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
16
Фиг.г
4х,Л
Редактор А.Ворович
Составитель Л.Сергеева Техред 3.Палий
Заказ 8615/14 Тираж 7 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Корректор И. Нуска
| Полировальный станок ВКЛ для одновременной двусторонней обработки пера лопатки | 1978 |
|
SU929409A1 |
