(54) СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхностей деталей | 1980 |
|
SU921810A2 |
| Способ обработки поверхностей деталей | 1980 |
|
SU931406A2 |
| Способ обработки поверхностей деталей | 1973 |
|
SU476966A1 |
| Центробежная установка для абразивной поверхностной обработки деталей | 1986 |
|
SU1315256A1 |
| СПОСОБ СУШКИ КАПИЛЛЯРНО-ПОРИСТЫХ МАТЕРИАЛОВ | 2003 |
|
RU2239137C1 |
| Способ центробежной обработки деталей и устройство для его осуществления | 1990 |
|
SU1781009A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2401730C1 |
| Способ объемной центробежной обработки деталей | 1987 |
|
SU1496994A1 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| Центробежная установка для объемной обработки деталей | 1986 |
|
SU1399090A1 |
I
Изобретение относится к объемной обработке деталей и может быть использовано в машиностроительной, приборостроитель ной и других областях промышленности, нспользуюш.их объемные методы повёрхност ной обработки деталей.
По основному авт. св. № 476966 извес.тен способ обработки поверхностей деталей, размеш,енных в емкости, при котором с це: лью интенсификации процесса обработки путем создания двух взаимодействуюш,их собой встречных потоков, к емкости прикладывают пару противоположно направленных крутяших моментов. Встречные потоки могут враш:аться ускорениями как превышающими, так и не превышающими ускорение свободного падения 1J .
Недостатки способа - ограниченная интенсификация обработки, низкое качество обработки и ограниченные технологически е возможности процесса. Ограниченная интенсификация процесса обработки деталей объясняется тем, что он происходит в узком пограничном слое, на границе встречных потоков, где скорость относительно движения обрабатывающей среды (наполнителя) и деталей значительная. В остальном же
объеме загрузки скорость относительного движения наполнителя и деталей весьма ог, раничена.
Кроме того, ввиду незначительной подвижности основной массы загрузки наполнителя и деталей, технологические возможности данного способа .обработки весьма ограничены, так как ограниченная интенсивность объемного движения наполнителя и деталей в основном объеме загрузки не позволяет вести обработку деталей сложной формы, имеюш.их пазы, уступы, отверстия и другие труднодоступные места.
Цель изобретения - интенсификация процесса объемной обработки поверхностей деталей.
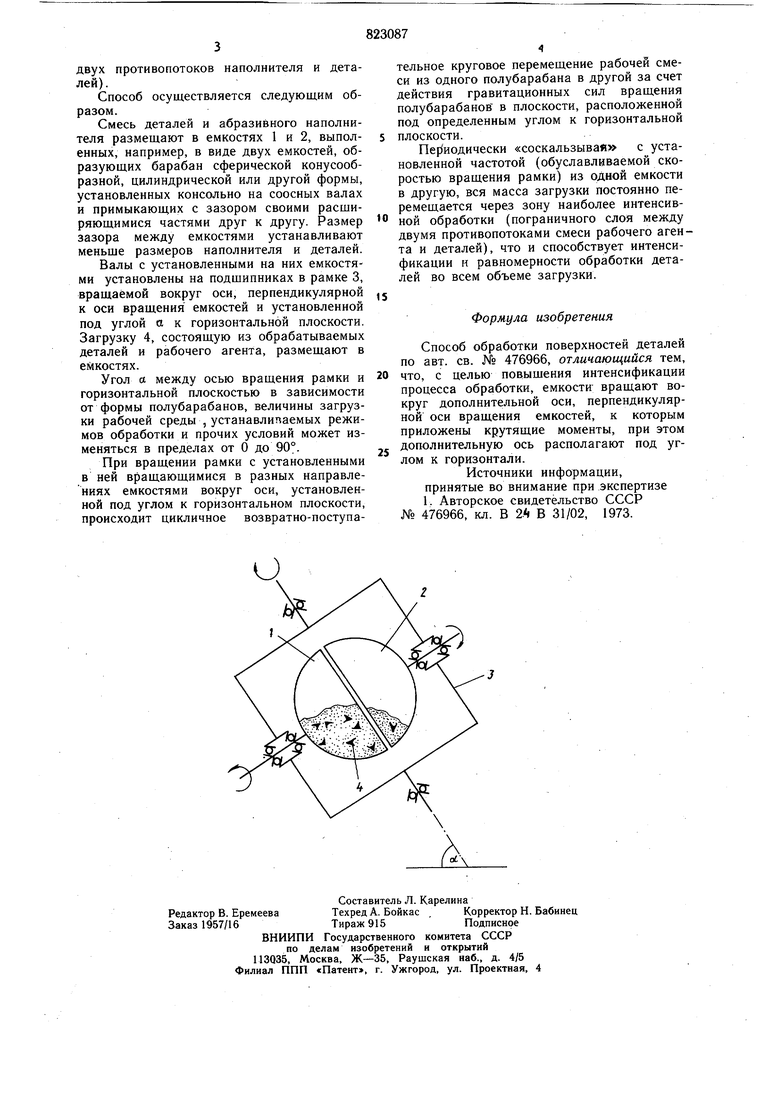
Указанная цель достигается тем, что емкости вращают вокруг Дополнительной оси, перпендикулярной оси вращения емкостей, к которым приложены крутящие моменты, при этом дополнительную ось располагают под углом к горизонтали.
На чертеже схематично изображено устройство для реализации способа обработки поверхностей деталей через зону наиболее интенсивной обработки (пограничной зоны
