(54) СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхностей деталей | 1980 |
|
SU921810A2 |
| Устройство для обработки поверхностей деталей | 1974 |
|
SU512901A2 |
| Устройство для обработки поверхностей деталей | 1981 |
|
SU984831A2 |
| Устройство для абразивной центробежной обработки деталей | 1978 |
|
SU1032664A2 |
| Устройство для обработки деталей | 1979 |
|
SU831570A1 |
| Галтовочное устройство | 1990 |
|
SU1797562A3 |
| Устройство для обработки поверхностей деталей | 1983 |
|
SU1168393A1 |
| Устройство для абразивной обработки деталей | 1976 |
|
SU686853A2 |
| Установка для обработки поверхностей деталей | 1974 |
|
SU937130A2 |
| СПОСОБ БАРАБАННОЙ ГАЛТОВКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 2019 |
|
RU2703083C1 |
1
Изобретение отнорится к поверхностной обработке деталей с помощью вращающихся полировочных, галтовочных и прочих устройств и может быть использовано в приборостроении, мащиностроении и других областях промыщленности.
По основному авт. св. № 476966 известен способ обработки поверхностей деталей, в котором детали, размещенные в емкости, взаимодействуют с рабочей средой и друг с другом, при этом для создания двух взаимодействующих между собой потоков к емкости прикладывают пару противоположно направленных крутящих моментов 1.
Недостатком такого способа является то, что интенсивная обработка происходит главным образом в узком пограничном слое, на границе встречных потоков, где скорость относительного движения обрабатывающей среды (наполнителя) и деталей значительная. В остальном же объеме загрузки скорость относительного движения наполнителя и деталей весьма ограничена. .
Цель изобретения-интенсификация процесса и улучщение качества обработки.
Указанная цель достигается тем, что встречным потокам деталей с рабочей средой сообщают колебания, направленные вдоль оси вращения емкости.
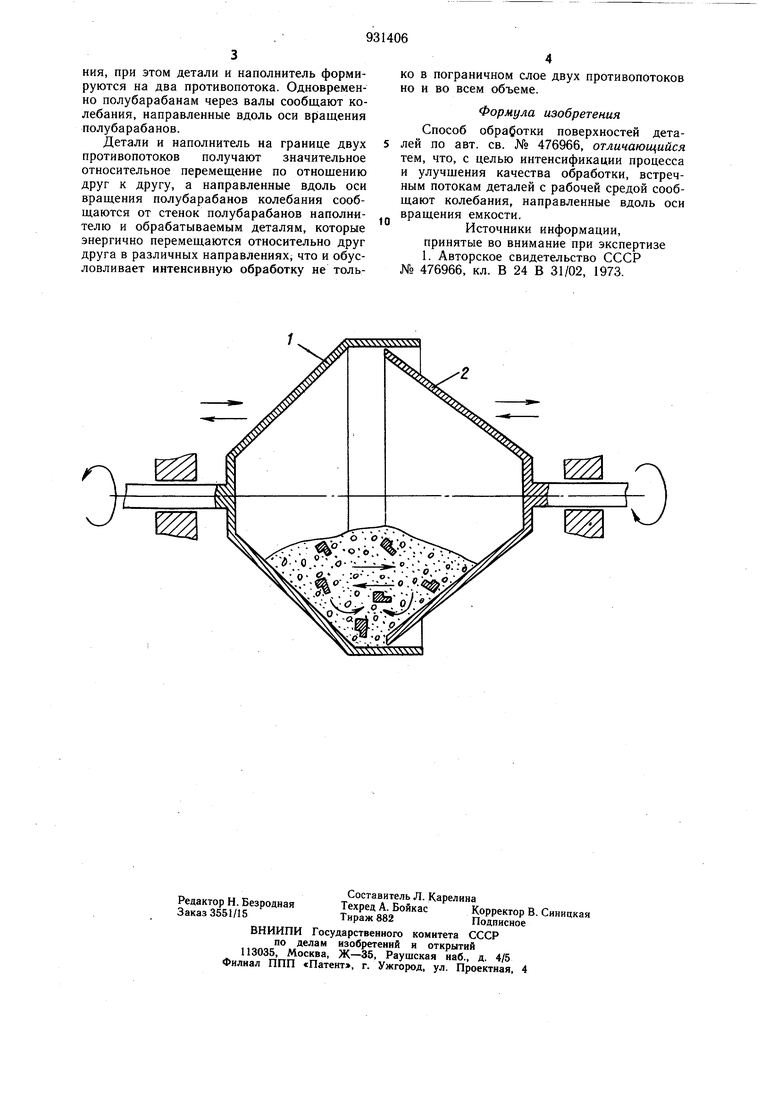
На чертеже схематично показано устройство для осуществления предлагаемого способа.
5Способ осуществляется следующим образом.
Смесь деталей и наполнителя размещают в емкости 1 и 2, выполненные, например, в виду двух полубарабанов конусообразной, ,Q сферической или другой формы, установленных консольно на горизонтальные соосные валы. Один из полубарабанов в своей щирокой части выполнен в виде цилиндра, которым он охватывает (с некоторым зазором, меньщим размеров наполнителя и деталей) 15 щирокую часть другого полубарабана. Ширина цилиндрической части охватывающего полубарабана выполняется больше суммы максимальных амплитуд осевых колебаний, сообщаемых обоим полубарабанам от источника (или источников) направленных колебаний.
Валы с установленными на них полубарабанами вращают в противоположные стороны с ускорением, превыщающим или не превышающим ускорение свободного падения, при этом детали и наполнитель формируются на два противопотока. Одновременно полубарабанам через валы сообщают колебания, направленные вдоль оси вращения полубарабанов.
Детали и наполнитель на границе двух противопотоков получают значительное относительное перемещение по отношению друг к другу, а направленные вдоль оси вращения полубарабанов колебания сообщаются от стенок полубарабанов наполн«телю и обрабатываемым деталям, которые энергично перемещаются относительно друг друга в различных направлениях, что и обусловливает интенсивную обработку не только в пограничном слое двух противопотоков но и во всем объеме.
Формула изобретения
Способ обработки поверхностей деталей по авт. св. № 476966, отличающийся тем, что, с целью интенсификации процесса и улучщения качества обработки, встречным потокам деталей с рабочей средой сообщают колебания, направленные вдоль оси вращения емкости.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 476966, кл. В 24 В 31/02, 1973.
