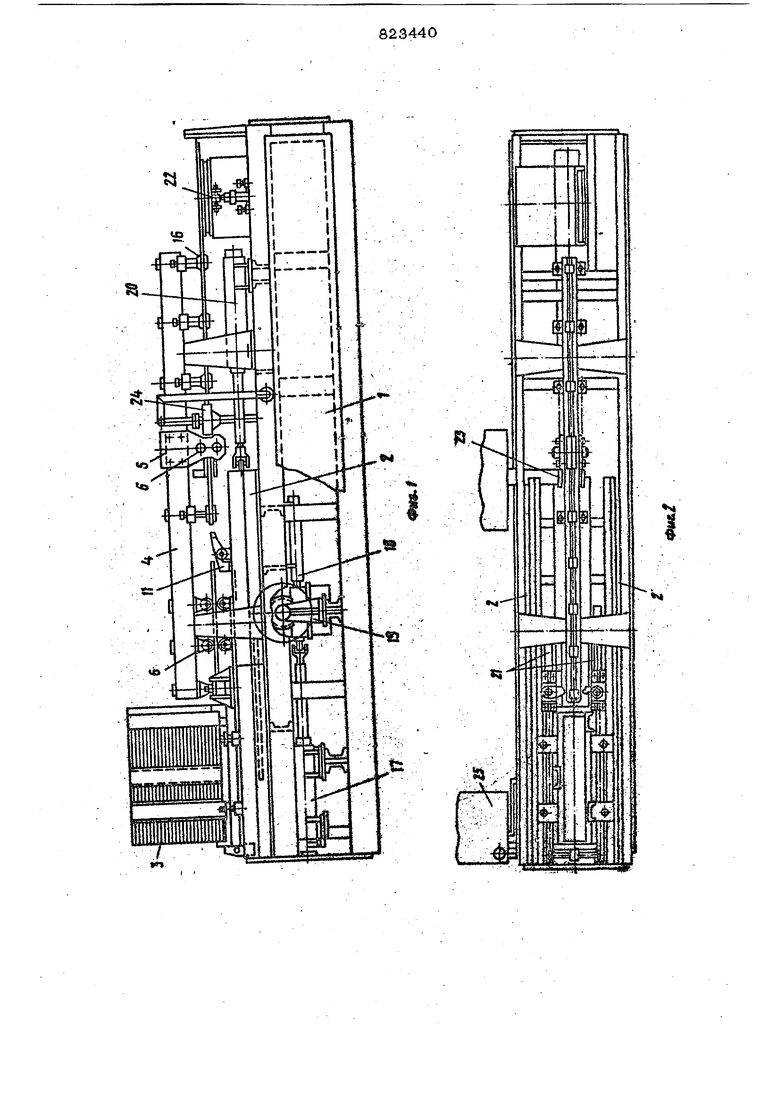
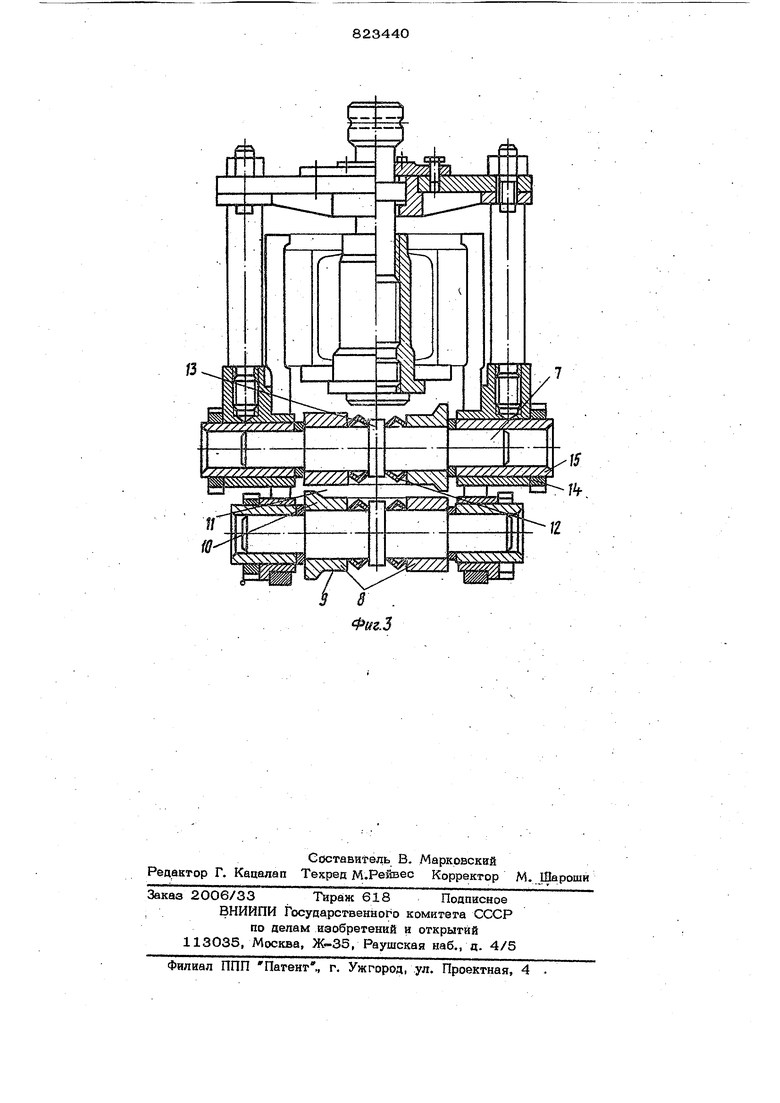
Изобретение относится к термомеха--: нической обработке изделий, в частности к устройствам для упрочнения режущих кромок изделий, например ножей. По основному авт. св. № 580236 известно устройство для термомеханичес кой обработки изделий, используемое .для упрочнения ножей дорожно-строительных машин Jl... . Недостатком этого устройства являет ся то, что его ролики представляют собой цельную неразборнуго конструкцию. При эксплуатации изнашивается только рабочая часть ролика. Во время смены изношенной рабочей части (бочки) приходится заменять и вал, который может быть использован многократно. Цель изобретения - экономия металла и получение более точной формы изделий. Поставленная цель достигается тем, что ступенчатые ролики выполнены в вн- 1де вала с буртом, и насаженных на них съемных и подпружиненных бочек. На фиг. 1 изображено устройство; на 1ФИГ. 2 - то же, вид сверху; на фиг. 3 разборный ступенчатый ролик. Устройство содержит станину 1, съемные направляющие 2, загрузочную кассету 3, опорную балку 4 и формообразующие головки 5. Формообразующая головка 5 состоит из ступенчатых разборных роликов 6, включающих вал 7 и бочки 8, прнчем рабочая поверхность бочек 9 выполнена по профилю режущей кромка 1О ножа, (заготовки) 11. РОЛИКИ б расположены в плоскости, перпендикулярной оси деформации, и их бочки 8 соединены между собой набором пружин 12, разделенных буртиком 13 вала. Посредством гаек 14 резьбовых втулок 15 бочки 8 могут раэдельно перемещаться в горизонтальной плоскости по профилю изделия, в тем самым, создают возможность получить более точную его форму. К опорной балке 4 прикреплен набор направляющих роликов 16, механизм пере1у1ешенйя изделий, включающий гидро- . 3 цилиндр 17 рееч1црш тягу 18 м привод- ной вал 19, а Чакже гиарсшвлшщр 20, боковые и среднюю штанги 21 с упорами, совершающие возвратно-поступагельное авижение в направляющих 2. Кроме того, устройство соаержит раэ грузочное устройство 22, выпопвеввое в виде опрокидывателя, индуктор 23, поокп ченный к высокочастотной установке, аа- калочный спрейер 24 и гидравлическую насосную станцию 25 Устройство работает следующим образом. Загрузочная кассета 3 с набором заго товок устанавливается на направлшощие 2. От гидроцилиндров 17 и 20 через реечную тягу 18 и приводной вал 19 боковые и средняя штанги 21 получают возвратно-поступательное движение. При движении вперед упоры боковых штанг 21 перемещают заготовку 11 из загрузочной кассеты 3 на промежуточную позицию, откуда заготовка перемещается через индуктор 23 в формообразующую головку, которая содержит разъемные ступенчатые ролики 6-, отрегулирован ные в горизонтальной плоскости по профилю изделия. Подача осуществляется до тех пор, пока торец подаваемой заготовк пройдя над упором средней штанги 21 не включает ее исполнительный механизм Совершив быстрый ход Bnepeai средняя штанга яерехватывает заготовку и далее с рабочей скоростью продолжает переме0шать ее. Проходя через индуктор 23, Еромка 10 за1ч товки 11 получает после-: аовательно индукционный нагрев, а в; формообразующей головке 5 происходит опастическая деформация нагретых кромок с одновременным формообразованием до заданного профиля. Перемещаясь далее в направляющих роликах 1б, деталь немедленно охлажаае{Ч:я (закаливается) с помощью спрейерного устройства 24. В то же время боковые штанги, 21, совершая холостой ход назад, возвращаются в исходное положение и захватывают очередную заготовку. Устройство дает возможность сэкономить металл за счет многократного использования валов и смены только бочек роликов, а также получить изделие более точного профиля. Формула изобретения Устройство для термомех;анической обработки изделий по авт. св. № 580236, отличающееся тем, что, с целью улучшения качества изделий, ступенчатые ролики выполнены в виде вала с буртом и насаженных на них съемных и подпружиненных бочек. Источники информации, принятые во внимание при экспертизе . 1. Авторское Свидетельство СССР № 580236, кл. С 21 D 9/24, 1976.
id

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термомеханической обработки изделий | 1978 |
|
SU775150A2 |
| Устройство для термомеханической обработки изделий | 1976 |
|
SU580236A1 |
| Устройство для термомеханической обработки изделий | 1977 |
|
SU685706A2 |
| Прокатная клеть | 1974 |
|
SU638001A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2007 |
|
RU2340420C2 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ОБРАТНЫМ ПРЕССОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1987 |
|
RU2076007C1 |
| УСТАНОВКА ДЛЯ МОЙКИ БОЧЕК | 1969 |
|
SU247207A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Инструмент для поперечно-клиновой прокатки спаренных ступенчатых валов | 1989 |
|
SU1690929A1 |