прямоугольным профилем поперечного сечения, формообразующие клинья (ФК) 2 высотой не более высоты ЭПРП 4 и ножи окончательного разделения (НОР) 5, имеющие лезвия с треугольным профилем поперечного сечения. Ширина лезвия в основании 2 меньше ширины И ЭПРП 4. Пазы 3 для размещения буртов, выполненные вдоль ЭПРП 4 в зоне ФК2, имеют ширину Ьм меньшую, чем ширина bz пазов 6, выполненных вдоль НОР 5, В результате прокатки ЭПРП 4 внедряются в заготовку и выкатывают кольцевую канавку. Затем ФК 2 формуют бурты и оставшиеся ступени заготовки. Далее НОР 5 разделяют цилиндрическую перемычку между деталями. Данный инструмент позволяет предотвратить смятие торцов бурта в осевом направлении ножами окончательного разделения путем избежания контакта инструмента в зоне отрезки перемычки с торцами бурта.5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Устройство для поперечно-клиновой прокатки | 1988 |
|
SU1553235A1 |
| Инструмент для одновременной поперечноклиновой прокатки двух изделий типа ступенчатых валов | 1976 |
|
SU610594A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU969388A1 |
| Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля | 1990 |
|
SU1803241A1 |
| Отрезной нож | 1985 |
|
SU1219277A1 |
| Инструмент для поперечной прокатки деталейТипА СТупЕНчАТыХ ВАлОВ | 1978 |
|
SU806214A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Валок для получения буртов на заготовках, имеющих форму тел вращения | 1978 |
|
SU780938A1 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU969389A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при производстве деталей с буртом типа клааанов двигателя внутреннего сгорания методом поперечно- клиновой прокатки. Цель изобретения - повышение качества изделий за счет предотвращения смятия торцов бурта в осевом направлении. Инструмент для поперечно-клиновой прокатки спаренных ступенчатых валов содержит плиты 1 и размещенные на ней элементы для предварительной раскатки перемычки (ЭПРП) 4 с о ю о о ю ч
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при производстве деталей с буртом типа клапанов для двигателя внутреннего сгорания методом поперечно-клиновой прокатки.
Целью изобретения является повышение качества изделий путем предотвращения смятия торцов бурта в осевом направлении.
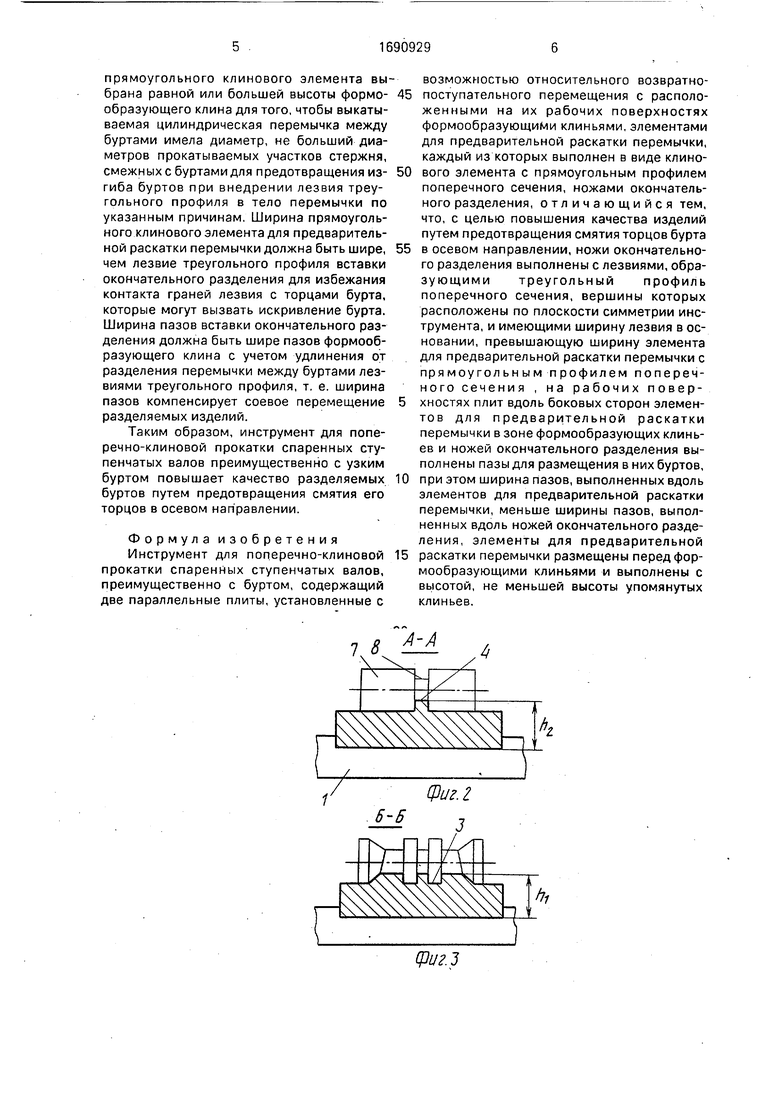
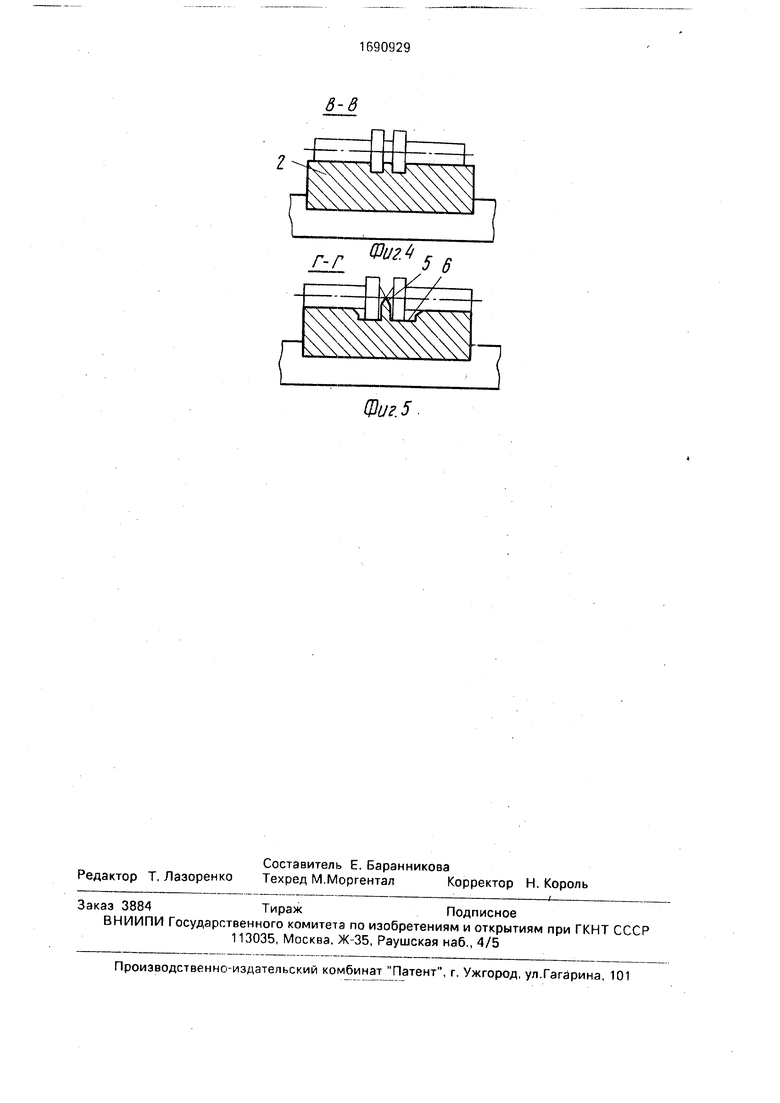
На фиг. 1 показан инструмент лля поперечно-клиновой прокатки спаренных ступенчатых валов преимущественно с узким буртом, план; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 1.
Инструмент состоит из плиты 1, на которой закреплен формообразующий клин 2 высотой hi, пазов 3 шириной bi, расположенных в зоне размещения клина, элементов 4 для предварительной раскатки перемычки, каждый из которых выполнен с прямоугольным профилем поперечного сечения высотой П2 и шириной И, установленных на плите 1 перед формообразующим клином 2, и ножа 5 окончательного разделения, установленного на плите 1 за формообразующим клином 2, имеющего лезвие треугольного профиля, вершина которого размещена по плоскости симметрии инструмента шириной в основании la, меньшей ширины И прямоугольного клинового элемента 4. По обе стороны ножа 5 окончатель- ного разделения выполнены пазы б шириной D2, большей ширины bi пазов 3, выполненных вдоль элементов 4 для предварительной раскатки перемычки. Кроме того, позицией 7 обозначена заготовка, а позицией 8 - цилиндрическая перемычка.
Инструмент для поперечно-клиновой прокатки спаренных ступенчатых валов
преимущественно с узким буртом работает следующим образом.
Нагретую до температуры прокатки мерную заготовку 7 помещают между клиновыми инструментами, закрепленными на плитах 1. Плитам 1 с инструментами сообщается возвратно-поступательное движение, в результате чего элементы 4 для предварительного разделения перемычки с
прямоугольным профилем высотой h2 и шириной И внедряются в заготовку 7 и выкатывают кольцевую канавку прямоугольного профиля, оставляя цилиндрическую перемычку 8 между буртами для окончательного
ее разделения, затем с помощью формообразующих клиньев 2 высотой hi и пазов 3 шириной bi формуют бурты и оставшиеся ступени-заготовки до заданных размеров. При дальнейшем перемещении
плит 1 с инструментом процесс окончательного разделения буртов сводится к разделению образованной цилиндрической перемычки 8 между торцами буртов ножом 5 окончательного разделения, установленной за формообразующими клином 2 с лезвием треугольного профиля, который имеет острую вершину и ширину 12 уоснования, меньшую ширины Ьа кольцевой канавки
прямоугольного профиля между буртами, поэтому при внедрении лезвий в цилиндрическую перемычку 8 контакт граней лезвий с торцами участков буртов, выкатанных ранее, отсутствует, а растягивающие усилия от граней лезвия треугольного профиля компенсируются свободным удлинением разделяемых буртов в пазах 6, выполнены вдоль ножей 5 окончательного разделения, имеющих ширину Ь2
большую, чем ширина bi пазов 3, выполненных вдоль элементов 4 для предварительной раскатки перемычки, Высота
прямоугольного клинового элемента выбрана равной или большей высоты формо- образующего клина для того, чтобы выкатываемая цилиндрическая перемычка между буртами имела диаметр, не больший диаметров прокатываемых участков стержня, смежных с. буртами для предотвращения из- гиба буртов при внедрении лезвия треугольного профиля в тело перемычки по указанным причинам. Ширина прямоугольного клинового элемента для предварительной раскатки перемычки должна быть шире, чем лезвие треугольного профиля вставки окончательного разделения для избежания контакта граней лезвия с торцами бурта, которые могут вызвать искривление бурта. Ширина пазов вставки окончательного разделения должна быть шире пазов формообразующего клина с учетом удлинения от разделения перемычки между буртами лезвиями треугольного профиля, т. е. ширина пазов компенсирует соевое перемещение разделяемых изделий.
Таким образом, инструмент для поперечно-клиновой прокатки спаренных ступенчатых валов преимущественно с узким буртом повышает качество разделяемых буртов путем предотвращения смятия его торцов в осевом направлении,
Формула изобретения Инструмент для поперечно-клиновой прокатки спаренных ступенчатых валов, преимущественно с буртом, содержащий две параллельные плиты, установленные с
7
возможностью относительного возвратно- поступательного перемещения с расположенными на их рабочих поверхностях формообразующими клиньями, элементами для предварительной раскатки перемычки, каждый из которых выполнен в виде клинового элемента с прямоугольным профилем поперечного сечения, ножами окончательного разделения, отличающийся тем, что, с целью повышения качества изделий путем предотвращения смятия торцов бурта в осевом направлении, ножи окончательного разделения выполнены с лезвиями, обра- зующими треугольный профиль поперечного сечения, вершины которых расположены по плоскости симметрии инструмента, и имеющими ширину лезвия в основании, превышающую ширину элемента для предварительной раскатки перемычки с прямоугольным профилем поперечного сечения , на рабочих поверхностях плит вдоль боковых сторон элементов для предварительной раскатки перемычки в зоне формообразующих клиньев и ножей окончательного разделения выполнены пазы для размещения в них буртов, при этом ширина пазов, выполненных вдоль элементов для предварительной раскатки перемычки, меньше ширины пазов, выполненных вдоль ножей окончательного разделения, элементы для предварительной раскатки перемычки размещены перед формообразующими клиньями и выполнены с высотой, не меньшей высоты упомянутых клиньев.
А-А
фиг. 2
6-5
фиг.З
Г-Г
Фиг. 5.
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU863106A1 |
