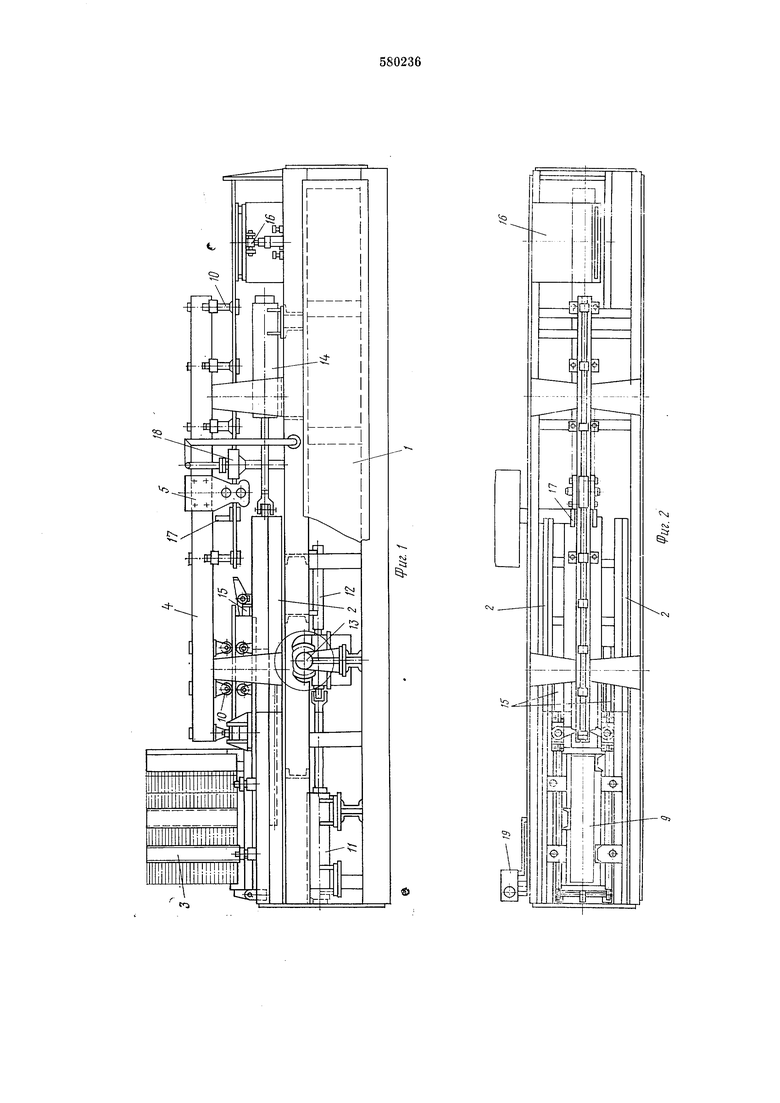
вых штанг 15 перемещают заготовку (нож) 9 из загрузочной кассеты 3 на промежуточную позицию, откуда заготовка перемещается через индуктор 17 в формообразующую головку 5. Подача осуществляется до тех пор, пока торец подаваемой заготовки, пройдя над упором средней щтанги 15, не включит ее исполнительный механизм. Соверщпв быстрый .ход вперед, средняя щтанга перехватывает заготовку и далее с рабочей скоростью продолжает перемещать ее. Проходя через индуктор
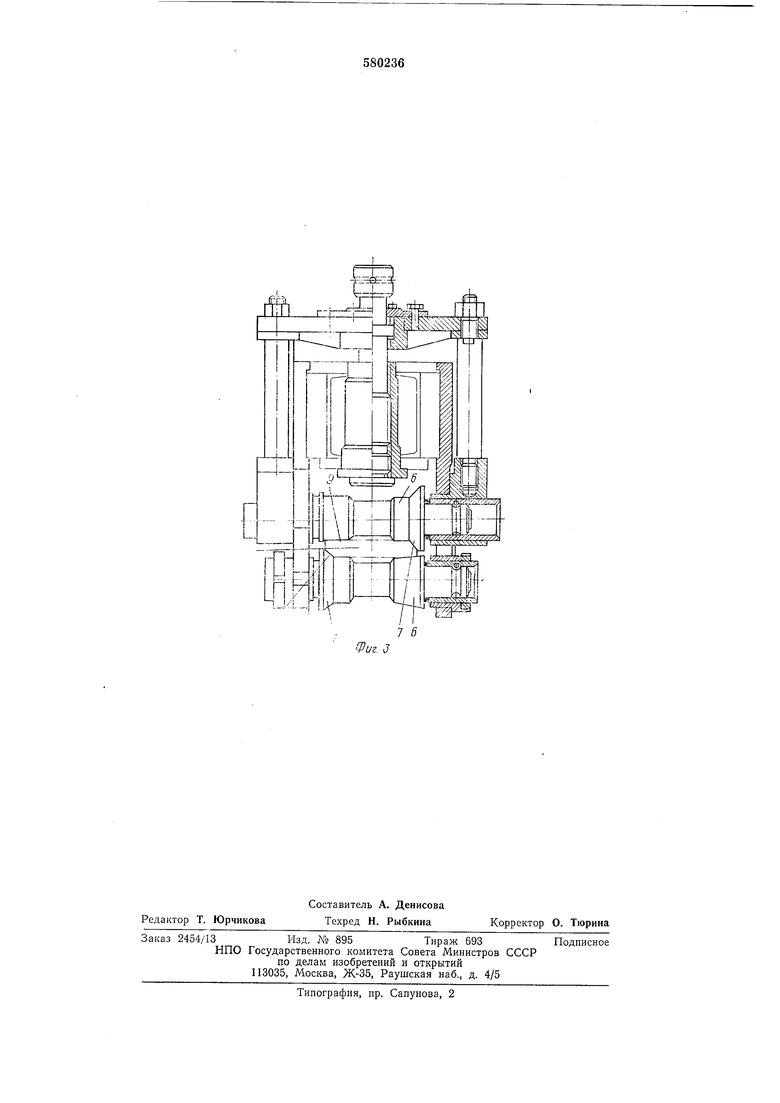
17,кромка 8 заготовки получает последовательно индукционный нагрев, а в формообразующей головке происходит пластическая деформация нагретых кромок с одновременным формообразованием до заданного профиля. Перемещаясь далее в направляющих роликах 10, деталь немедленно охлаждается (закаливается) с помощью спрейерного устройства
18.В то же время боковые щтанги 15, соверщая холостой ход назад, возвращаются в исходное положеине и захватывают очередную заготовку.
Предлагаемое устройство позволит значительно снизить трудоемкость изготовления изделий с режущей кромкой, увеличить их износостойкость. Использование его позволит получить значительный экономический эффект, так как ио и.меющпмся даииым в народиом хозяйстве в настоящее время выпускается около миллиоиа деталей такого типа.
Ф о р м у л а и 3 о б р е т е и и я
Устройство для термомеханической обработки изделий, содержащее станину, па которой размещены индуктор, узел деформации,
спрейер и механизм перемещения, отличающееся тем, что, с целью получения упрочненной режущей кромки изделий, например ножа, узел деформации выполнен в виде формообразующей головки, состоящей из ступенчатых роликов, расположеиных в плоскости, перпендикулярной оси деформации, рабочая поверхность которых выполиеиа ио ирофилю режуи1,ей кромки ножа.
Источники информации,
прииятые во внимание при экспертизе
1.Каталог нестандартного оборудования. Кззнечно-прессовое, термическое и литейное
оборудоваиие, вып. 4, изд. ЦИИИТЭстроймащ, М., 1976.
2.Авторское си11детельст1ю Л 267()()5, кл С 21D 7/14, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термомеханической обработки изделий | 1978 |
|
SU775150A2 |
| Устройство для термомеханическойОбРАбОТКи издЕлий | 1979 |
|
SU823440A2 |
| Устройство к универсально-гибочному автомату для изготовления пустотелых заклепок | 1986 |
|
SU1366258A1 |
| Устройство для термомеханической обработки изделий | 1977 |
|
SU685706A2 |
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| Установка для отбортовки | 1990 |
|
SU1771849A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Способ отбортовки и устройство для его осуществления | 1989 |
|
SU1745393A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |