(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ГРУППОЙ МАНИПУЛЯТОРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для копирования линииСВАРНОгО СОЕдиНЕНия | 1978 |
|
SU795798A1 |
| Устройство для автоматической сварки иНАплАВКи СлОжНыХ пОВЕРХНОСТЕй | 1979 |
|
SU804278A1 |
| Устройство для автоматического наведения оси сварочного инструмента на линию стыка при сварке пространственных швов | 1979 |
|
SU863227A1 |
| Устройство для программного управленияпРОМышлЕННыМ РОбОТОМ КОНТАКТНОйТОчЕчНОй СВАРКи | 1979 |
|
SU797855A1 |
| Устройство для регулирования температуры | 1979 |
|
SU840837A1 |
| БОРТОВАЯ АППАРАТУРА СИСТЕМ УПРАВЛЕНИЯ БЕСПИЛОТНЫМ ЛЕТАТЕЛЬНЫМ АППАРАТОМ | 2002 |
|
RU2207613C1 |
| Система автоматического копирования линии сварного соединения | 1981 |
|
SU994174A1 |
| Устройство для программного управления позиционированием | 1985 |
|
SU1267360A1 |
| Устройство для программирования промышленного робота | 1985 |
|
SU1277068A1 |
| Устройство для программного управления | 1984 |
|
SU1215089A1 |
1
Изобретение относится к автоматизации производственных процессов и может быть использовано при управлении группой манипуляторов, одноврекюнно осуществляющих, например, дуговую сварку изделия.
Известно- устройство, содержащее :для калодого манипулятора исполнительный орган, блок управления, приводы и датчики регулируемых координат f. Однако данное устройство не обеспечивает измерение положения изделия и последукйцую коррекцию положения исполнительного органа в зависимости от реального положения изделия.
Наиболее близким техническим решением к данному изобретению является устройство, содержащее для каждого манипулятора блок управления, первые выходы и первые входы которого через последовательно включенные привод и датчик положения каждой координаты манипулятора, и измерительный орган, выход которого соединен со вторым входом блока управления 2
Недостатком известного устройства является его сложность, выражающс1яся в наличии блока адаптации. Кроме того, при измерении положения издеЛия путем поочередного перемещения измерительного органа в направлении поверхностей изделия и фиксации положения осей координат в момент его касания с очередной поверхностью данНое устройство требует значительного времени на .коррекцию положения рабочего органа по всем осям координат. Это объясняется тем, что измерение по осям координат манипулятора осуществляют поочередно.
Цель изобретения - упрощение и улучшение эксплуатационных характеристик устройства.
Поставленная цель достигается тем, что устройство содержит элемент И и для каждого манипулятора блок сравнения, первый вход которого соединен со вторым выходом блока управления, второй вход - со вторым выходом датчика, положения соответствугацёй координаты манипулятора, первый выход - со вторыми входами приводов соответствующих одноименных координат кеокдого манипулятора, а второй выход - с соответствующим входом элемента И, выход которого подключен к третьему входу каждого блока управления.
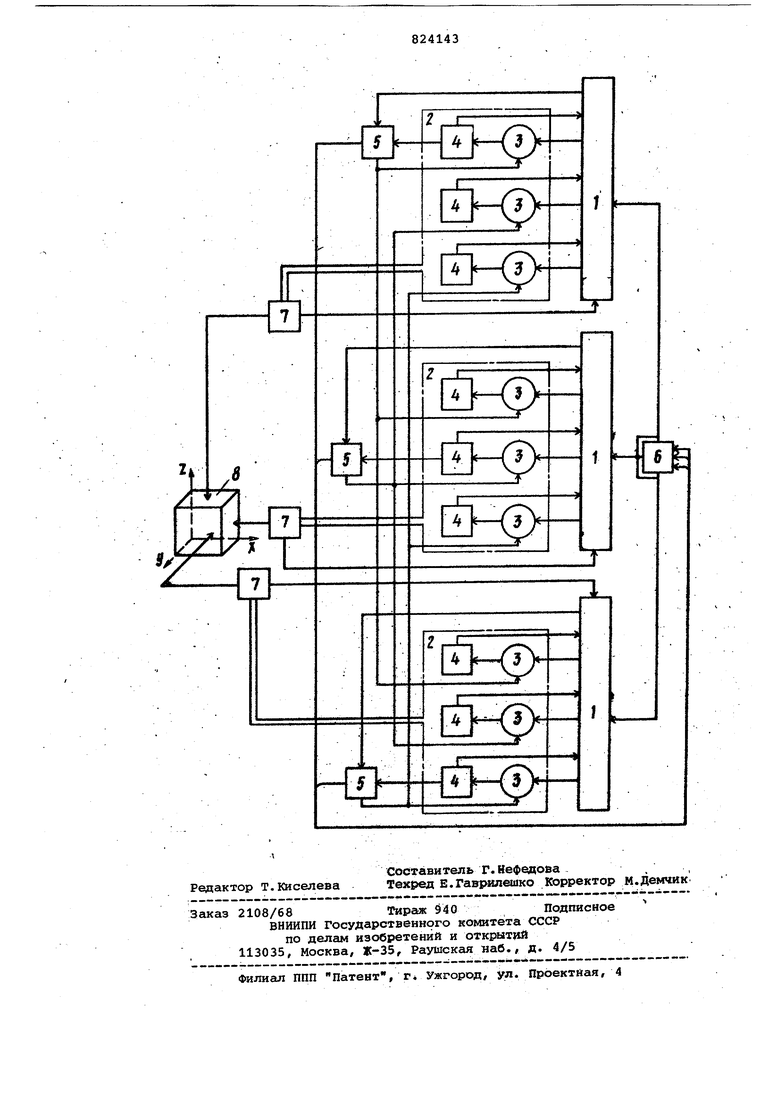
На чертеже представлена функциональная схема устройства.
Устройство содержит блоки 1 управения, манипуляторы 2, приводы 3 маипуляторов , датчики 4 положения с1ждой координаты манипуляторов, бло-v и 5 сравнения, элемент6 И, измериельные органы 7, изделие 8.
Устройство для управления группой анипуляторов работает следующим .
Каждым манипулятором измеряют положение одной из плоскостей изделия 8. В режиме измерения по команде с блока 1 управления манипуляторами 2 перемещают.по одной из осей координат, разноименным для группы манипуляторов 2, измерительные органы 7 в направлении поверхностей изделия -.8, установленного в рабочую позицию. Сигналы о перемещении по осям координат манипуляторов 2 заносятся также в блоки 5 сравнения. После получения от измерительного органа 7 сигнала о достижении поверхности изделия 8, соответствующий блок 1 управления выдает команду на прекращение перемещения по данной оси координат. По этой же команде в блоке 5 сравнения данного манипулятора 2 формируется разностный сигнал между положением изделия 8 по данной оси координат, заложенным в предварительно составленную программу обработки изделия 8, и его действительным положением, полученным в режиме измерения.
Одновременно с выхода измерительного органа 7 в блок 1 управления по.ступает сигнал об окончании процесса измерения. По этому сигналу блоки 1 управления осуществляют перемещение манипуляторов 2 в начальное положение обработки. При этом разностный сигнал, сформированный в каждом из блоков 5 сравнения, поступает на приводы 3 одноименных осей координат всех манипуляторов 2 и производит одновременно по всем осям координат коррекцию положения манипуляторов 2 в соответствии с действительным положением изделия 8. Окончание процесса коррекции регистрируется элементом 6 И, выдающим сигнал в блоки 1 управления после отработки приводами 3 разностного сигнала блоков 5 сравнения. В последних разностный сигнал после отработки принимает значение, равное нулю, за счет сигналов датчиков 4 положения.
Коррекция начала программы обработки может быть также произведена по команде на воспроизведение указанной программы. В этом случае вначале производится отработка полученного разностнрго сигнала, а затем отработка заранее записанной программы.
Применение предлагаемого изобретения позволяет при групповой обработке одного изделия оперативно осуществлять измерение положения его поверхностей одновременно по всем базовым осям координат и результат- измерения использовать для коррекции положения одноименных осей координат манипуляторов в соответствии с действительным положением изделия.
Формула изобретения
Устройство для управления группой манипуляторов, содержащее для каждо- . го манипулятора блок управления, первые выходы и первые входы которого соединены через последовательно
включенные привод и датчик положения каждой координаты манипулятора, и измерительный орган, выход которого соединен со вторым входом блока управления, отличающееся
тем, что, с целью упрощения устройст ва, оно содержит элемент И и для каждого манипулятора блок сравнений, первый вход которого соединен со вторым выходом блока управления, второй
вход - со вторым выходом датчика положения соответствующей координаты манипулятора, первый выход -.со вторыми входами приводов соответствующих одноименных координат каждого манипулятора, а второй выход - с 0 соответствуклцим входом элемента И, выход которого подключен к третьему входу каждого блоки управления.
Источники информации, 5 принятые во внимание при экспертизе
