Изобретение ОТНОСИТСЯ к переработке пластмасс и может быть использовано в изготовлении термопластичных труб экструдированием. Известно приспособление для заправ ки экcтpyдиpye иk термопластичных тру в тянущее устройство,.содержащее трубу запуска, трос, рычажно-шарнирный механизм и герметизирующую пробку, причем концы рычагов выполнены в виде контактирующих с экструдируемой трубой и охватывакнцих герметизирую-. щую пробку пластин с зубчатыми выступами Щ,. Недостатками указаного приспособления являются наличие трубы запуска большой длины, повреждение гибким тросом внутренней поверхности трубы при его провисании я трудоемкость операции удаления приспособления пос ле заправки экструдируемой трубы. Наиболее близким по технической сущности к предлагаемому является приспособление для заправки экструдируемых термопластичных труб в тяэу щее устройство, содержащее трос, одн ветвь которого жестко соединена с ге метизирующей пробкой, а другая свободно пропущена через выполненное в ней отверстие, шкив, огибаедай тросом и установленный на дорне экструзионной. головки, . размещенный на коромысле с противовесами натяжной шкив с механизмом регулирования его положения, смонтированным на . Недостатки известного приспособления заключаются в проскальзывании троса на натяжном шкиве, приводящем к неравномерной скорости вшгяжки трубы или к ее обрыву, при этом в связи с необходимостью поддержания значительного усилия натяга троса требуется отклонять натяжной шкив на боль-г шой угол, вследствие чего нижняя ветвь трос макет касаться внутренней поверхности заправочного конца трубы, что щэепятствует нормальной работе. Кроме того, затруднена замена герметизирующей пробки для разных диаметров экструдируемых труб, так как уплотняющие резиновые элементы выполнены заодно с оправкой. Проскальзывание троса на натяжном шкиве можно предотвратить либо созданием значительного натяга троса, что небезопасно в работе, либо установкой натяжного шкива с увеличенным диаметром, что обеспечивает достаточ.ную силу трения между тросом и упо-.
мянутым шкивом, однако в этом случав конструкция приспособления становитс громоздкой (натяжной шкив увеличен ного диаметра не вписывается в конту ры всей установки). Если же через натяжной шкив пропустить два и более витка (с целью увеличения площади соприкосновения троса со шкивом и, следовательно, силы трения мезвду ними), то возможно набегание витков друг на дру1-а, что вызывает непостояную скорость вытяжки экструдируемой трубы (поддержание скорости вытяжки постоянной в данном случае очень важно, так как в противном случае не обеспечивается требуемое качество экструдируемых труб).
Цель изобретения - повышение качества труб за счет обеспечения постоянной скорости.их вытяжки.
Указанная цель достигается тем, что приспособление для заправки экструдируемых термопластичных труб в тянущее устройств, содержащее, трос, одна ветвь которого жестко соединена с герметизирукядей пробкой, а другая - свободно пропущена через выполненное в ней отверстие шкив, огибаемый тросом и установленный на дорне экструзионной головки, и размещенный на коромысле с противовесами натяжной шкив с механизмом регулирования его положения, смонтированным на раме/ снабжено расположенным перпендикулярно оси экструзионной головки барабаном с винтовой канавкой по наружной поверхности для Намотки-размотки ветвей троса, соединенного с барабаном в средней его части, причем барабан смонтирован с возможностью вращения и перемещения в осевом направлении с шагом, равным шагу винтовой канавки, посредством винтовой пары, размещенной на одном конце оси барабана и соединения на другом конце.оси, а обе ветви троса смонтированы с возможностью огибания ими натяжного шкива.
Кроме того, герметизирующая пробка снабжена расположенной по ее продольной оси оправкой, с которой соединен трос.
Механизм регулирования положения натяжного шкива выполнен в виде установленного на раме винта, взаимодействующего с гайкой, кинематически связанной со штурвалом и размещенной на смонтированной на направляющих каретке, на которой свободно посажено на оси коромысло с противовесами для удержания натяжного шкива.
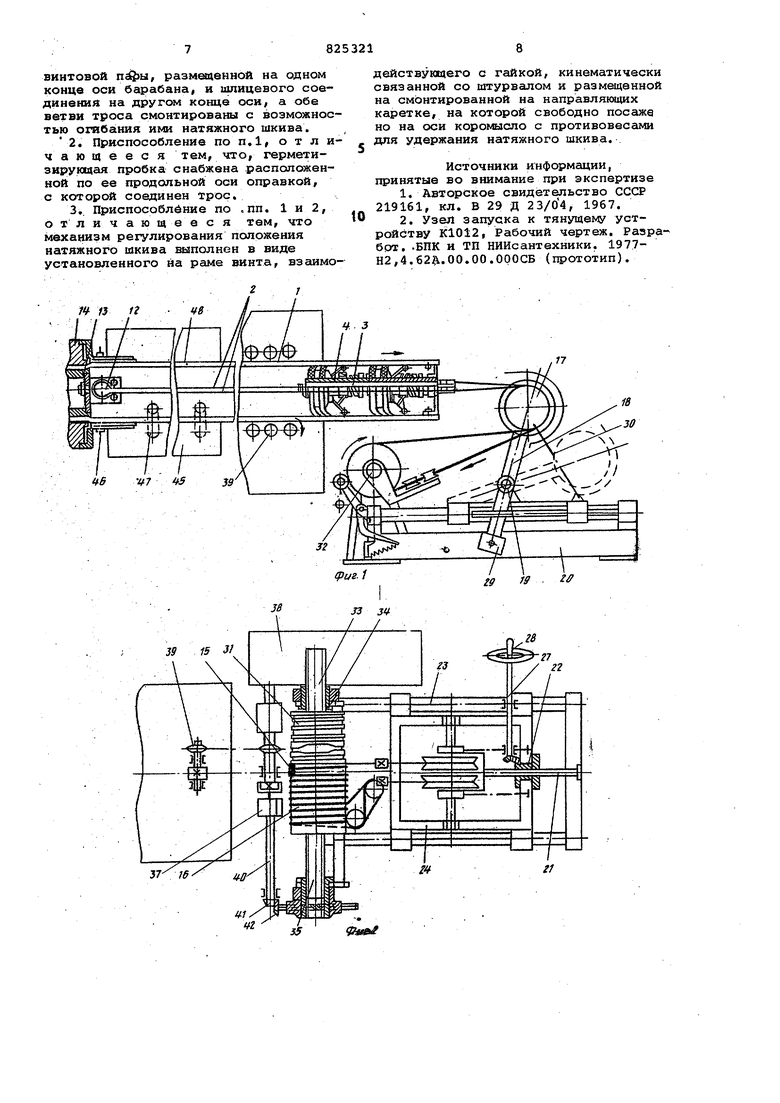
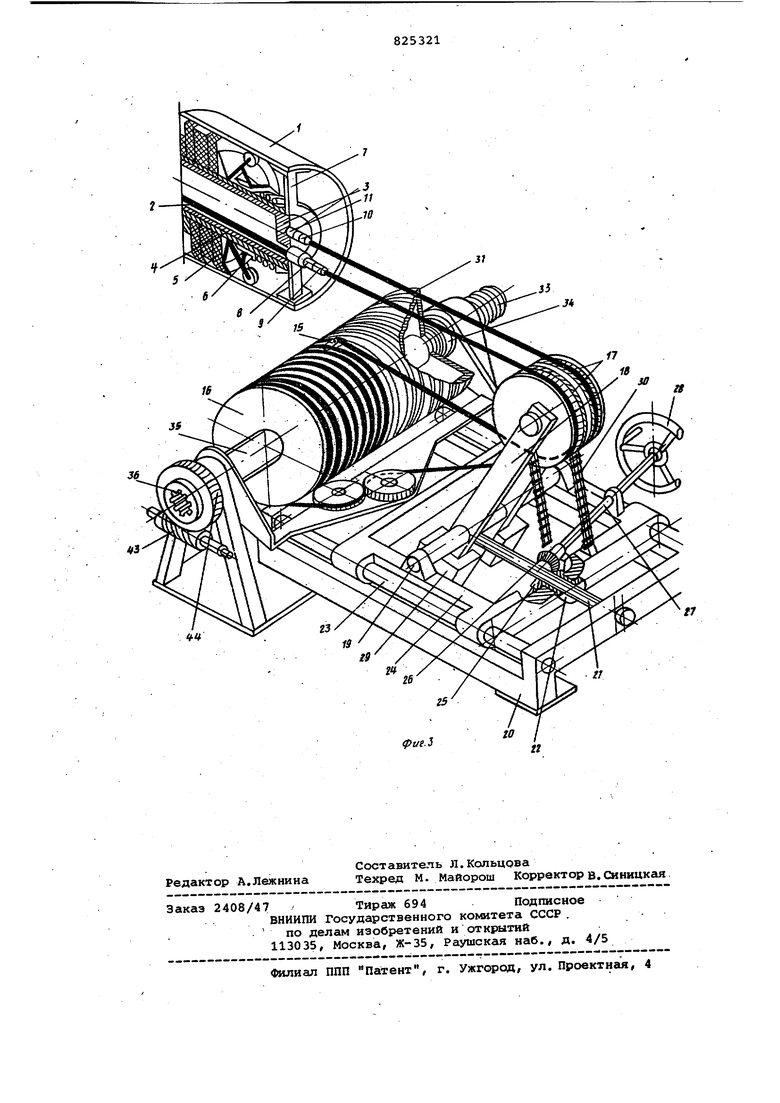
На фиг. 1 показано предлагаемое приспособление,, общий вид} на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид в аксонометрии.
Приспособление содержит трубу (пластмассовую) запуска, охватывающую удерживаемую с помощью троса
2 герметизирующую пробку, включающую посаженные на оправку 3 гильзу 4 со смонтированными на ней резиновыми у плотнит ельными элемент с1ми 5 и рычажно-подцерживающим узлом 6, и кронштейн 7.
Трос 2 состоит из удерживающей части, расположенной левее соединительных полумуфт 8-11 сцепления, и тянущей части, расположенной правее упомянутых полумуфт. Одна из ветвей удерживающей части троса 2 закреплена на оправке 3, а вторая свободно пропущена через отверстие в ней и соединена с одной из ветвей тянущей части троса 2 при помощи соединительных полумуфт 8 и 9. Вторая ветвь тянущей части троса 2 полумуфтой 10 соединена с полут фтой 11, закрепленной на оправке 3. С одной стороны трос 2 удерживается шкивом 12, закрепленным на дорне 13 экструзионной головки 14, ас другой закреплен в точке 15 посередине барабана 16. Обе ветви троса 2 огибают натяжной шкив 17 (выполненный в данном случае из двух частей), смонтированный на коромысле 18, установленном с возможностью поворота вокруг неподвижной оси 19 механизма регулирования положения натяжного шкива 17, Последний механизм представляет собой смонтированный на раме 20 винт 21, взаимодействующий с гайкой 22, размгценной на смонтированной на направляющих 23,каретке 24 и жестко соединенной с коническим зубчатым колесом 25, взаимодействующим с зубчатой шестерней 26, установленной на оси 27 штурвала 28, причем ось 19. жестко закреплена на каретке 24, а коромысло 18 несет противовесы 29 и связано с кареткой 24 гибкой тягой 30
Барабан 16 снабжен винтовой канавкой 31 для намотки-размотки ветвей троса 2 и посажен на ось 32, на одном конце которой имеется резьба 33, образующая с втулкой 34 винтовую пару с шагом, равным шагу упомянутой винтовой канавки 31, а на втором конце оси - шлицевой профиль 35, сопрягающийся со шлицевым профилем втулки 36. У барабана 16, расположенного перпендикулярно оси экстр узионной головки 14, смонтирована электромагнитная муфта 37, соединенная с приводом 38 тянущего устройства 39 и с валом 40, на который посажена коническгл зубчатая шестерня 41, контактирукхцая с зубчатым колесом 42, на одной .оси с которым посажен червяк 43, взаимодействующий с червячным колесом 44 закрепленным на втулке 36.
Для охлаждения и калибрования экст РУДИруемой тру&л установлены ванна 45 и пневмокалибратор 46 с направ мщими роликакги 47.
Приспособление приводят в действие следуюоиш образом. В тянущее устройство 39 вводят тр бу 1 запуска и продвигают до тех пор пока она не окажется левее оправки 3 герметизирующей пробки. Насажи вают на оправку 3 гяпьзу 4 со смонтированными на ней резиновыми уплот нит ел ьными элементами 5 и рычажно поддерживающим узлом 6 и при помощи тянущего устройства 39 возвращают трубу 1 запуска вправо, насаживая ее на герметизирующую пробку, В трубу 1 запуска устанавливают кронштей 7 и соединяют его с оправкой 3, Кон цы тянущей части троса 2, перекину тые через натяжной шкив 17, соединяют при помощи соединительных полумуфт 8-г11 с оправкой 3 и с концом удерживающей части троса 2, свободно проходящего через оправку 3, Разводят тянущее устройство 39, выводя его из контакта с трубой 1 запуска. Натяжение троса 2 осуществляют путем вращения штурвала 28, через зубчатое колесо 25, шестерню 26, гайку 22 приводят в движение каретку 24 и соединенную с ней ось 19 с коромыслом 18 и натяжным шкивом 1 и натягивают обе ветви троса 2. При этом нижняя ветвь троса 2 не касается внутренней поверхности трубы 1 запуска. Включают электромагнитную муфту 37 и от привода 38 тянущего устройства 39 через зубчатые шестерню 41 и колесо 42, червяк 43 и червячное колесо 44 приводя во вращение барабан 16, на который с одной стороны наматывается нижняя ветвь вместе с соединительными полумуфтами 8 и 9 троса 2, ас другой стороны разматывается его верхняя ветвь. При этом труба 1 запуска перемещается через охлаждающую ванну 45, пневмокалибратор 46 по направляющим роликам 47 и экструзионной головке 14. Щ ащаясь, барабан 16 также пе ремещается в осевом направлении вследствие наличия винтовой пары 32 и 34, благодаря чему .поддерживается постоянство местонахождения точек размотки и нрмотки.троса на ба рабане 16 с обеспечением при этом постоянной скорости вытяжки экструди руемой трубы 48. Трубу 1 запуска сваривают с экст рудируемой трубой 48. Приводят тяну щее устройство 39 в рабочее положение.. Переключают привод 38, и намоточ1{Ый барабан 16 получает вращение в противоположную от экструзионной головки 14 сторону. Скорость переме щения троса 2 синхронизирована с линейной скоростью тянущего устройства 39. При вхождении трубы 1 запу ка в тянущее устройство 39 ее зажимают в нем, ослабляют натяжение тро са 2 путем вращения штурвала 28 в обратную сторону. Разъединяют трубу запуска с оправкой 3. Отсоединяют тянущую часть троса 2 от удерживающей в местах их соединения полумуфтами 8-11. В конечном положении соединительная полумуфта 8 упирается в оправку 3. Корокисло 18 с натяжным шкивом под действием собственного веса перемещается в положение, показанное пунктирными линиями. Отключают барабан 16 от привода 38, и откалиброванная в пневмоксшибраторе 46 экструдируемая труба 48 скольэит по герметизирующей пробке в известном . технологическом режиме. Таким образом, протягивание обеих ветвей бесконечного троса по натяжному шкиву и закрепление троса в точке, посередине намоточного барабана, на одном конце оси которого имеется резьба, образунщая с втулкой винтовую пару с шагом, равным шагу винтовой канавки барабана, а на втором конце оси - шлицевой профиль, сопрягающийся со шлицевым профилем втулки, смонтированной с возможностью осуществления вращательного движения, позволяет исключить проскальзывание троса и обеспечивает, постоянную скорость вытяжки экструдируем Л трубы. Внедрение предлагаемого приспособлеш1Я позволяет осуществить надежный запуск установок для изготовления полиэтиленовых труб с использованием трубы запуска небольшой длины (2-3 мм), что особенно важно при производстве труб большого диаметра, до 630 мм и более. 1фоме того, улучшаются условия работы и техники безопасности. Формула изобретения 1. Приспособление дЛя заправки экструдируемлх. термопластичных труб в тянущее устройство, содержащее трос, одна ветвь которого жестко соединена с герметизирующей пробкой, а другая свободно пропущена через выполненное в ней отверстие, шкив, огибаемый тросом и установленшлй на дорне экструэионной головки, и размещенный на корок«:1сле с противовесами натяжной шкив с механизмом регулирования его положения, смонтированным на раме, отли ч ающеес я тем, что, с целью повышения качества труб за счет обеспечения постоянной скорости их вытяжки, оно снабжено расположенным перпендикулярно оси экструзионной головки барабаном с винтовой канавкой по наружной поверхности для намотки-размотки ветвей.троса, совциненного с барабаном в средней его части, причем барабан смонтирован с возможностью вращения и перемещения в осевом направлении с шагом, реъвным агу винтовой канавки, посредством
винтовой , размещенной на одном конце оси барабанаI и шлицевого соединения на другом конце оси, а обе ветви троса смонтированы с возможностью ошбания ими натяжного шкива.
2. Приспособление по п.1, отличающееся тем, что, герметизиругацая пробка снабжена расположенной по ее продольной оси оправкой, с которой соединен трос.
3.. Приспособление по .пп. 1 и 2, от л и ч ающее с я тем, что механизм регулирования положения натяжного шкива выполнен в виде установленного на раме винта, взаимодействующего с гайкой, кинематически связанной со штурвалом и размещенной на смонтированной на направляющих каретке, на которой свободно посаже но на оси коромысло с противовесами для удержания натяжного шкива.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 219161, кл. В 29 fl 23/04, 1967.
2.Узел запуска к тянущему устройству К1012, Рабочий чертеж. Разрабрт. .ВПК и ТП НИИсантехники. 1977Н2,4.621.00.00.ОрОСБ (прототип).