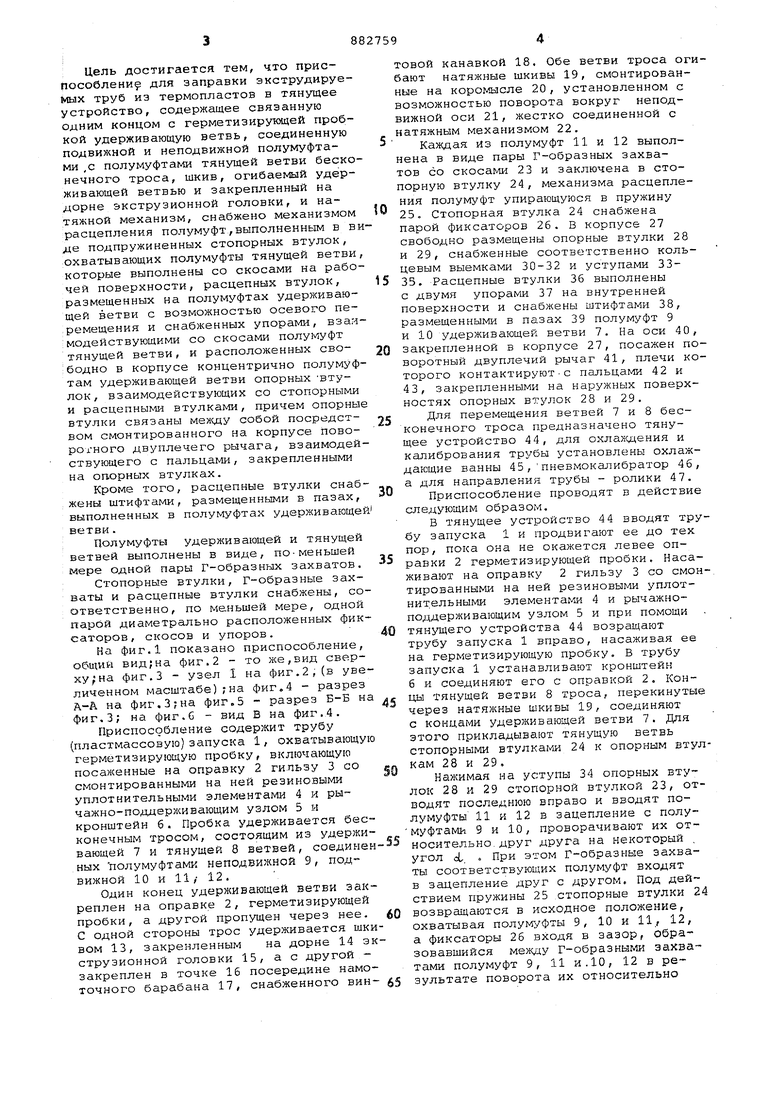
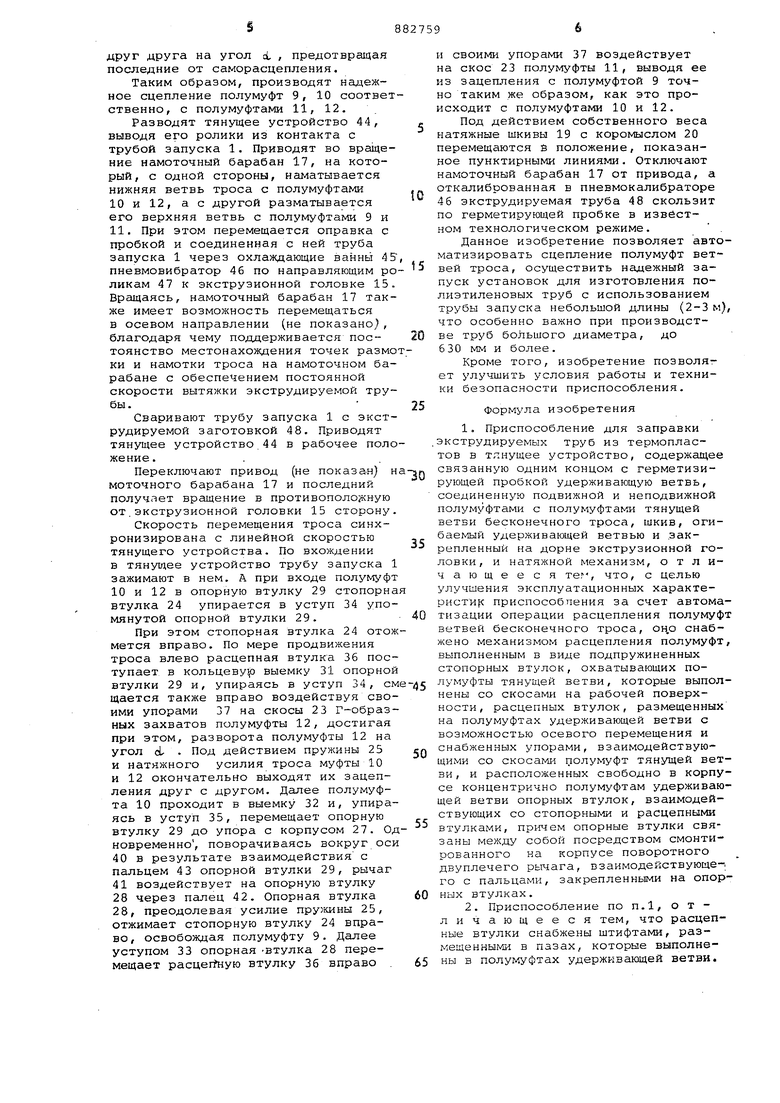
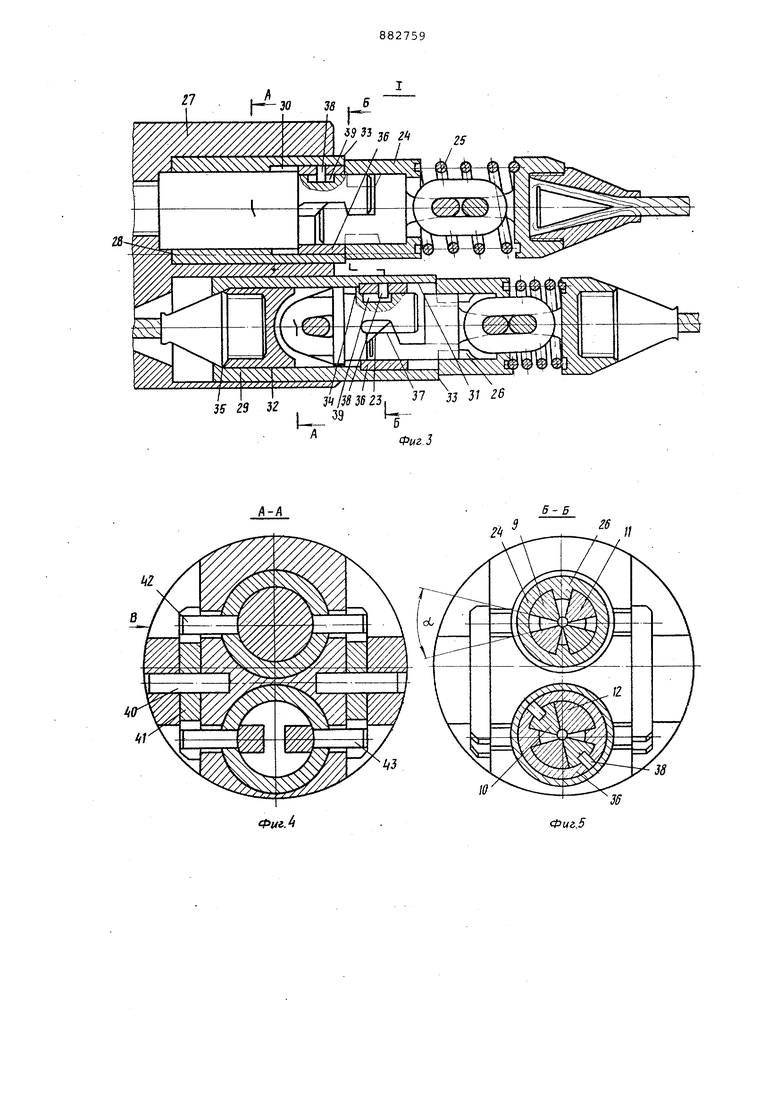
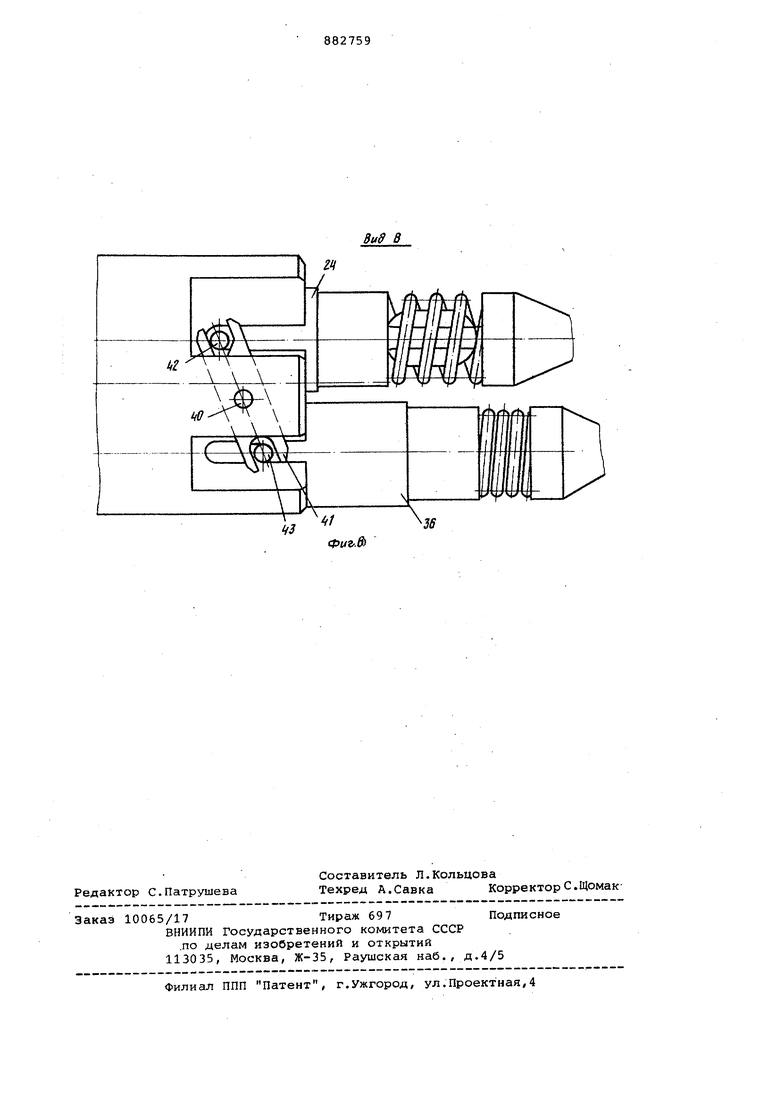
(54) ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАПРАВКИ ЭКСТРУДИРУЕМЫХ ТРУБ ИЗ ТЕРМОПЛАСТОВ В ТЯНУЩЕЕ УСТРОЙСТВО Изобретение относится к переработке пластмасс и может быть использовано для заправки экструдируемых тру.б из термопластов в тянущее устройство Известно приспособление для заправ ки экструдируемых труб из термопластов в тянущее устройство, содержащее трубу запуска, рычажно-шарнирный механизм и герметизирующую пробку, причем концы рычагов, контактирующие с экструдируемой трубой, выполнены в виде охватывающих герметизирукацую пробку пластин, например цилиндрических, снабженных зубчатыми выступами Г1 . Недостатками приспособления являются : а) наличие трубы запуска, большой длины при изготовлении труб большого диаметра затрудняет включение в рабо ту установки; б)длинный гибкий трос, соединяющи герметизирующую про.бку с дорном невозможно поддерживать на весу и пото му он будет перемещаться по еще не ,отвержденной трубе, повреждая ее вну реннюю поверхность-, в; трудоемкая операция по удалению приспособления после заправки. Наиболее близким по технической сущности и достигаемому результату к изобретению является приспособление для заправки зкструдируемых труб из термопластов в тянущее устройство, содержащее связанную одним концом с герметизирующей пробкой удерживающую ветвь, соединенную подвижной и неподвижной полумуфтами тянущей ветви бесконечного троса, шкив, огибаемый удерживающей ветвью и закрепленный на дорне экструзионной головки, и натяжной механизм 2 . Недостатком данного приспособления является то, что конструктивное исполнение полумуфт предусматривает ручное отцепление тянущей ветви от удерживающей, для чего необходимо ослабить натяжение троса. Это усложняет эксплуатацию приспособления, повышает трудоемкость при его обслуживании, не отвечает требованиям техники безопасности, ухудшает эксплуатационые характеристики. Цель изобретения - улучшение эксплуатационных характеристик приспособления за счет автоматизации операции расцепления полумуфт ветвей бесконечного троса. Цель достигается тем, что приспособлени для заправки экструдируемых труб из термопластов в тянущее устройство, содержащее связанную одним концом с герметизирующей пробкой удерживающую ветвь, соединенную подвижной и неподвижной полумуфтами ,с полумуфтами тянущей ветви беско нечного троса, шкив, огибаемый удерживающей ветвью и закрепленный на дорне экструзионной головки, и натяжной механизм, снабжено механизмом расцепления полумуфт,выполненным в в де подпружиненных стопорных втулок, охватывающих полумуфты тянущей ветви которые выполнены со скосами на рабо чей поверхности, расцепных втулок, размещенных на полумуфтах удерживающей ветви с возможностью осевого перемещения и снабженных упорами/ взаи модействующими со скосами полумуфт тянущей ветви, и расположенных свободно в корпусе концентрично полумуф там удерживающей ветви опорных -втулок, взаимодействующих со стопорными и расцепными втулками, причем опорные втулки связаны между собой посредством смонтированного на корпусе поворогного двуплечего рычага, взаимодей ствующего с пальцами, закрепленными на опорных втулках. Кроме того, расцепные втулки снаб жены штифтами, размещенными в пазах, выполненных в полумуфтах удерживающей ветви. Полумуфты удерживающей и тянущей ветвей выполнены в виде, по-меньшей мере одной пары Г-образных захватов. Стопорные втулки, Г-образные захваты и расцепные втулки снабжены, соответственно, по меньшей мере, одной парой диаметрально расположенных фиксаторов , скосов и упоров. На фиг.1 показано приспособление, общий вид;на фиг.2 - то же,вид сверху;на фиг.З - узел I на фиг.2,(в уве личенном масштабе)}на фиг.4 - разрез А-А на фиг. фиг.З - разрез Б-Б на фиг.З; на фиг.С - вид В на фиг..4. Приспособление содержит трубу (пластмассовую)запуска 1, охватывающую герметизирующую пробку, включающую посаженные на оправку 2 гильзу 3 со смонтированными на ней резиновыми уплотнительными элементами 4 и рычажно-поддерживающим узлом 5 и кронштейн 6. Пробка удерживается бесконечным тросом, состоящим из удерживающей 7 и тянущей 8 ветвей, соединен ных полумуфтами неподвижной 9, подвижной 10 и 11,- 12. Один конец удерхшвающей ветви закреплен на оправке 2, герметизирующей пробки, а другой пропущен через нее. С одной стороны трос удерживается шки вом 13, закрепленным на дорне 14 эк струзионной головки 15, а с другой закреплен в точке 16 посередине намоточного барабана 17, снабженного винтовой канавкой 18. Обе ветви троса огибают натяжные шкивы 19, смонтированные на коромысле 20, установленном с возможностью поворота вокруг неподвижной оси 21, жестко соединенной с натяжным механизмом 22. Каждая из полумуфт 11 и 12 выполнена в виде пары Г-образных захватов со скосами 23 и заключена в стопорную втулку 24, механизма расцепления полумуфт упирающуюся в пружину 25. Стопорная втулка 24 снабжена парой фиксаторов 26. В корпусе 27 свободно размещены опорные втулки 28 и 29, снабженные соответственно кольцевым выемками 30-32 и уступами 3335. Расцепные втулки 36 выполнены с двумя упорами 37 на внутренней поверхности и снабжены штифтами 38, размещенными в пазах 39 полумуфт 9 и 10 удерживающей ветви 7. На оси 40, закрепленной в корпусе 27, посажен поворо ный двуплечий рычаг 41, плечи которого контактируютс пальцами 42 и 43, закрепленными на наружных поверхностях опорных втулок 28 и 29. Для перемещения ветвей 7 и 8 бесконечного троса предназначено тянущее устройство 44, для охлаждения и калибрования трубы установлены охлаждающие ванны 45,пневмокалибратор 46, а для направления трубы - ролики 47. Приспособление проводят в действие следующим образом. В тянущее устройство 44 вводят трубу запуска 1 и продвигают ее до тех пор, пока она не окажется левее оправки 2 герметизирующей пробки. Насаживают на оправку 2 гильзу 3 со смонтированными на ней резиновыми уплотнит.ельными элементами 4 и рычажноподдерживающим узлом 5 и при помощи тянущего устройства 44 возращают трубу запуска 1 вправо, насаживая ее на герметизирующую пробку. в трубу запуска 1 устанавливают кронштейн 6 и соединяют его с оправкой 2. Концы тянущей ветви 8 троса, перекинутые через натяжные шкивы 19, соединяют с концами удерживающей ветви 7. Для этого прикладывают тянущую ветвь стопорными втулками 24 к опорным втулкам 28 и 29. Нажимая на уступы 34 опорных вту- . лок 2В vi 29 стопорной втулкой 23, отводят последнюю вправо и вводят полумуфты 11 и 12 в зацепление с полумуфтами 9 и 10, проворачивают их относительно, друг друга на некоторый . угол oL. . При этом Г-образные захваты соответствующих полумуфт входят в зацепление друг с другом. Под действием пружины 25 .стопорные втулки 24 возвращаются в исходное положение, охватывая полумуфты 9, 10 и 11, 12, а фиксаторы 26 входя в зазор, образовавшийся между Г-образными захватами полумуфт 9, 11 и.10, 12 в результате поворота их относительно «руг друга на угол i , предотвращая последние от саморасцепления. Таким образом, производят надежное сцепление полумуфт 9, 10 соответ ственно, с полумуфтами 11, 12. Разводят тянущее устройство 44, выводя его ролики из контакта с трубой запуска 1. Приводят во вращение намоточный барабан 17, на который, с одной стороны, наматывается нижняя ветвь троса с полумуфтами 10 и 12, ас другой разматывается его верхняя ветвь с полумуфтами 9 и 11. При этом перемещается оправка с пробкой и соединенная с ней труба запуска 1 через охлаждающие ванны 45 пневмовибратор 46 по направляющим ро ликам 47 к экструзионной головке 15 Вращаясь, намоточный барабан 17 также имеет возможность перемещаться в осевом направлении (не показано), благодаря чему поддерживается постоянство местонахождения точек размо ки и намотки троса на намоточном барабане с обеспечением постоянной скорости вытяжки экструдируемой трубы. Сваривают трубу запуска 1 е экст рудируемой заготовкой 48. Приводят тянущее устройство 44 в рабочее поло жение. Переключают привод (не показан) н моточного барабана 17 и последний получает вращение в противоположную от.экструзионной головки 15 сторону Скорость перемещения троса синхронизирована с линейной скоростью тянущего устройства. По вxoж дeнии в тяну1г;ее устройство трубу запуска зажимают в нем. А при входе полумуфт 10 и 12 в опорную втулку 29 стопорн втулка 24 упирается в уступ 34 упо мянутой опорной втулки 29. При этом стопорная втулка 24 отож мется вправо. По мере продвижения троса влево расцепная втулка 36 пос тупает в кольцевур выемку 31 опорной втулки 29 и, упираясь в уступ 34, с щается также вправо воздействуя сво ими упорами 37 на скосы 23 Г-образ ных захватов полумуфты 12, достигая при этом, разворота полумуфты 12 на угол cL . Под действием пружины 25 и натяжного усилия троса муфты 10 и 12 окончательно выходят их зацепления друг с другом. Далее полумуфта 10 проходит в выемку 32 и, упира ясь в уступ 35, перемещает опорную втулку 29 до упора с корпусом 27. Од новременно, поворачиваясь вокруг ос 40в результате взаимодействия с пальцем 43 опорной втулки 29, рычаг 41воздействует на опорную втулку 28 через палец 42. Опорная втулка 28, преодолевая усилие пружины 25, отжимает стопорную втулку 24 вправо , освобождая полумуфту 9. Далее уступом 33 опорная -втулка 28 перемещает расцег ную втулку 36 вправо . и своими упорами 37 воздействует на скос 23 полумуфты 11, выводя ее из зацепления с полумуфтой 9 точно таким же образом, как это происходит с полумуфтами 10 и 12. Под действием собственного веса натяжные шкивы 19 с коромыслом 20 перемещаются в положение, показанное пунктирными линиями. Отключают намоточный барабан 17 от привода, а откалиброванная в пневмокалибраторе 46 экструдируемая труба 48 скользит по герметирующей пробке в известном технологическом режиме. Данное изобретение позволяет автоматизировать сцепление полумуфт ветвей троса, осуществить надежный запуск установок для изготовления полиэтиленовых труб с использованием трубы запуска небольшой длины (2-3 м), что особенно важно при производстве труб большого диаметра, до 630 мм и более. Кроме того, изобретение позволят ет улучшить условия работы и техники безопасности приспособления. Формула изобретения 1.Приспособление для заправки экструдируемых труб из термопластов в тянущее устройство, содержащее связанную одним концом с герметизирующей пробкой удерживающую ветвь, соединенную подвижной и неподвижной полумуфтами с полумуфтами тянущей ветви бесконечного троса, шкив, огибаемый удерживающей ветвью и .закрепленный на дорне экструзионной головки, и натяжной механизм, отличающееся тег, что, с целью улучшения эксплуатационных характеристи| приспособления за счет автоматизации операции расцепления полумуфт ветвей бесконечного троса, оцо снабжено механизмом расцепления полумуфт, выполненным в виде подпружиненных стопорных втулок, охватывающих полумуфты тянущей ветви, которые выполнены со скосами на рабочей поверхности , расцепных втулок, размещенных на полумуфтах удерживающей ветви с возможностью осевого перемещения и снабженных упорами, взаимодействующими со скосами полумуфт тянущей ветви , и расположенных свободно в корпусе концентрично полумуфтам удерживающей ветви опорных втулок, взаимодействующих со стопорными и расцепными втулками, причем опорные втулки связаны между собой посредством смонтированного на корпусе поворотного двуплечего рычага, взаимодействующего с пальцами, закрепленными на опорных втулках. 2.Приспособление по п.1, о т личающееся тем, что расцепные втулки снабжены штифтами, размещенными в пазах, которые выполнены в полумуфтах удерживающей ветви.
3.Приспособление по пп.1,2, о тл и ч а ю щ е е с я тем, что полумуфты удерживающей и тянущей ветвей выполнены в виде пары Г-образных захватов.
4.Приспособление по п,3, от личающееся тем, что стопорные втулки, Г-образные захваты и расцепные втулки снабжены соответственно, по меньшей мере, одной парой диаметрально расположенных фиксаторов, скосов и упоров.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 219161, кл. В 29 JD 23/04, 1967.
2.Авторское свидетельство СССР по заявке № 2762989/23-05,
кл. В 29 D 23/04, 1979 (прототип; .
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАПР'АВКИ ЭКСТРУДИРУЕМЫХ ТЕРМОПЛАСТИЧНЫХ ТРУБ В ТЯНУЩЕЕ УСТРОЙСТВО | 1979 |
|
SU825321A1 |
| Установка для изготовления гофрированных труб из термопластов | 1976 |
|
SU596469A1 |
| Приспособление для заправки экструдируемой заготовки в тянущее устройство | 1978 |
|
SU716846A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАПРАВКИ ЭКСТРУДИРУЕМЫХ ТРУБ ИЗ ТЕРМОПЛАСТОВ В ТЯНУЩЕЕ УСТРОЙСТВО | 1968 |
|
SU219161A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИПЛАСТМАССОВЫХ ТРУБ | 1965 |
|
SU216241A1 |
| ВСЕСОЮЗНАЯ IOATEfl'^HO-TEXHPg^fiA^IБИБЛИОТЕКА | 1971 |
|
SU306019A1 |
| Формующая головка к экструдеру для изготовления армированных труб из термопластов | 1968 |
|
SU317271A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2077424C1 |
| ФОРМУЮЩАЯ ГОЛОВКА ЭКСТРУДЕРА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1968 |
|
SU218775A1 |
| ПАКЕР ГИДРАВЛИЧЕСКИЙ ДВУСТОРОННЕГО ДЕЙСТВИЯ | 1998 |
|
RU2160356C2 |
Фиг. 4
Фиг.5
