Д, Ji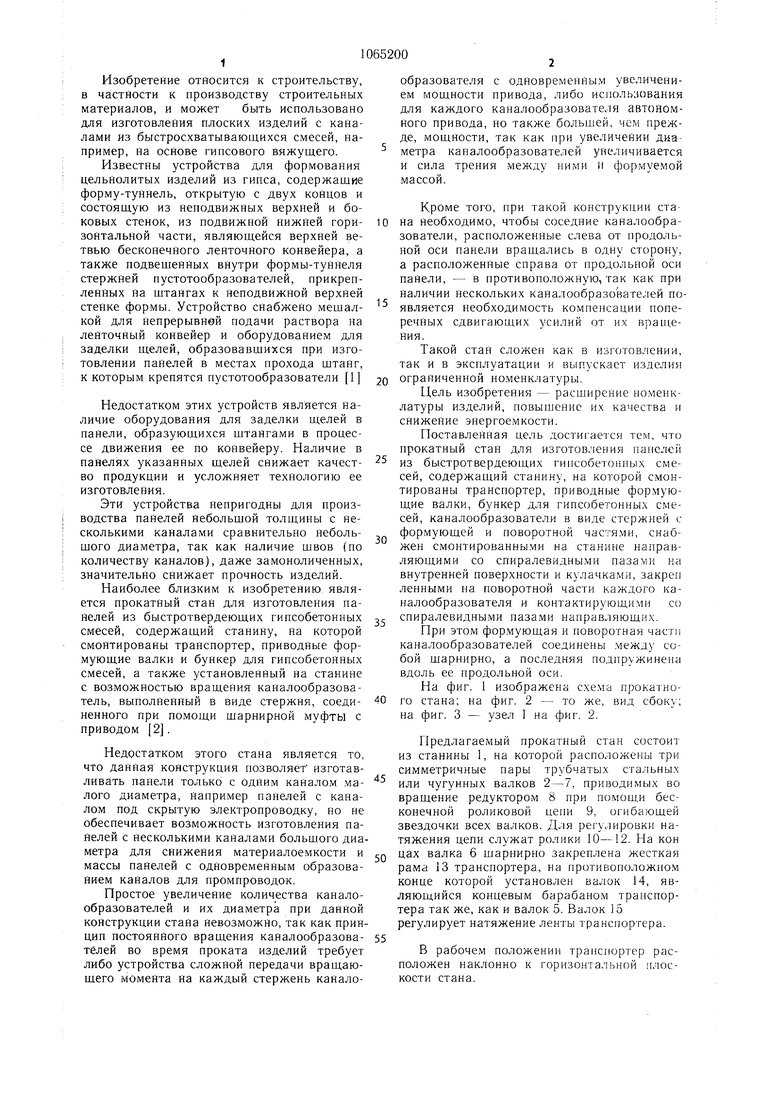

| название | год | авторы | номер документа |
|---|---|---|---|
| «ВНИИПРОЕКТЭЛЕКТРОМОНТАЖ» | 1973 |
|
SU375186A1 |
| Поточно-конвейерная линия для производства строительных изделий | 1991 |
|
SU1763201A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРЕГОРОДОЧНЫХ И ТОМУ ПОДОБНЫХ ПАНЕЛЕЙ | 1952 |
|
SU94799A1 |
| Способ непрерывного формования гипсовых изделий | 1979 |
|
SU944929A1 |
| Способ изготовления гипсобетонных панелей с проемами | 1988 |
|
SU1661324A1 |
| Прессопрокатный стан для изготовления гипсобетонных и железобетонных изделий | 1955 |
|
SU135807A1 |
| Установка для изготовления вибропрокатных строительных панелей | 1972 |
|
SU448954A1 |
| Гипсопрокатный стан | 1974 |
|
SU541668A1 |
| ПРОФИЛЕОБРАЗУЮЩАЯ ВАЛКОВАЯ МАШИНА | 2008 |
|
RU2371269C1 |
| Установка для изготовления строительных изделий | 1977 |
|
SU745685A1 |
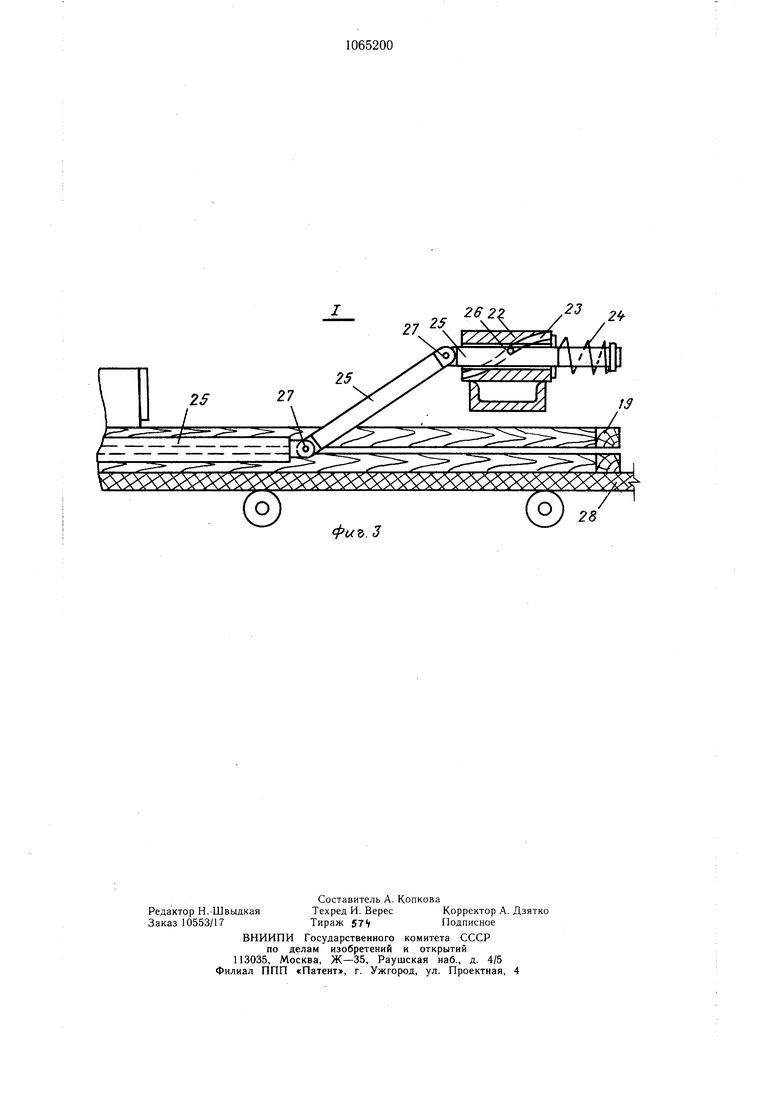
1. ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ ИЗ БЫСТРОТВЕРДЕЮЩИХ ГИПСОБЕТОННЫХ СМЕСЕЙ, содержащий станину, на которой смонтированы транспортер, приводные формующие валки, бункер для гипсобетонных смесей, каналообразователи в виде стержней с формующей и поворотной частями, отличающийся тем, что, с целью расщирения номенклатуры изделий, повыщения их качества и снижения энергоемкости, он снабжен смонтированными на станине направляющими со спиралевидными пазами на внутренней поверхности и кулачками, закрепленными на поворотной части каждого каналообразователя и контактирующими со спиралевидными пазами направляющих. 2. Прокатный стан по п. 1, отличающийся тем, что формующая и поворотная части каналообразователей соединены между собой шарнирно, а последняя подпружинена вдоль ее продольной оси. % (Л
т
тт
21
Фиг.. 1
О5 ОТ
ю
Л
2 3 Изобретение отйосится к строительству, в частности к производству строительных материалов, и может быть использовано для изготовления плоских изделий с каналами из быстросхватывающихся смесей, например, на основе гипсового вяжущего. Известны устройства для формования цельнолитых изделий из гипса, содержащие форму-туннель, открытую с двух концов и состоящую из неподвижных верхней и боковых стенок, из подвижной нижней горизонтальной части, являющейся верхней ветвью бесконечного ленточного конвейера, а также подвещенных внутри формы-туннеля стержней пустотообразователей, прикрепленных на штангах к неподвижной верхней стенке формы. Устройство снабжено мещалкой для непрерывней подачи раствора на ленточный конвейер и оборудованием для заделки щелей, образовавщихся при изготовлении панелей в местах прохода щтанг, к которым крепятся пустотообразователи 1 Недостатком этих устройств является наличие оборудования для заделки щелей в панели, образующихся щтангами в процессе движения ее по конвейеру. Наличие в панелях указанных щелей снижает качество продукции и усложняет технологию ее изготовления. Эти устройства непригодны для производства панелей небольщой толщины с несколькими каналами сравнительно небольщого диаметра, так как наличие щвов (по количеству каналов), даже замоноличенных, значительно снижает прочность изделий. Наиболее близким к изобретению является прокатный стан для изготовления панелей из быстротвердеющих гипсобетонных смесей, содержащий станину, на которой смонтированы транспортер, приводные формующие валки и бункер для гипсобетонных смесей, а также установленный на станине с возможностью вращения каналообразователь, выполненный в виде стержня, соединенного при помощи щарнирной муфты с приводом 2. Недостатком этого стана является то, что данная конструкция позволяет изготавливать панели толькб с одним каналом малого диаметра, например панелей с каналом под скрытую электропроводку, но не обеспечивает возможность изготовления панелей с несколькими каналами больщого диаметра для снижения материалоемкости и массы панелей с одновременным образованием каналов для промпроводок. Простое увеличение количества каналообразователей и их диаметра при данной конструкции стана невозможно, так как принцип постоянного вращения каналообразоватблей во время проката изделий требует либо устройства сложной передачи вращающего момента на каждый стержень каналообразователя с одновременным увеличением мощности привода, либо исполь; ования для каждого каналообразователя автономного привода. Но также большей, чем прежде, мощности, так как при увеличении диаметра каналообразователей увеличивается и сила трения между ними и формуемой массой. Кроме того, при такой конструкции стана необходимо, чтобы соседние каналообразователи, расположенные слева от продольной оси панели вращались в одну сторону, а расположенные справа от продольной оси панели, - в противоположную, так как при Наличии Нескольких каналообразовате; ей появляется необходимость компе1 сации поперечных сдвигающих усилии от их врап1,еНия. Такой стан сложен как в изготовлении, так и в эксплуатации и выпускает изделия ограниченной номенклатуры. Цель изобретения - расширение номенклатуры изделий, повышение их качества и снижение энергоемкости. Поставленная цель достигается тем, что прокатный стан для изготов.,чения панелей из быстротвердеющих гипсобетонных смесей, содержащий станину, на которой смонтированы транспортер, приводные формующие валки, бункер для rHnco6eTOHiibix с.месей, каналообразователи в виде стержней с формующей и поворотной частями, снабжен смонтированными на станине направляющими со спиралевидны.ми пазами на внутренней поверхности и кулачками, закреп ленными на поворотной части каждого каналообразователя и контактирующими со спиралевидными паза.ми направляющих. При этом формующая и поворотная части каналообразователей соединены между собой щарнирно, а последняя по.дпружинена вдоль ее продольной оси. На фиг. 1 изображена схема прокатного стана; на фиг. 2 - то же, вид сбоку; на фиг. 3 - узел I на фиг. 2. Предлагаемый прокатный стан состой из станины 1, на которой расположены три симметричные пары трубчатых стальных или чугунных валков 2-7, приводимых во врапдение редуктором 8 при помощи бесконечной роликовой цепи 9, огибающей звездочки всех валков. Для регулировки натяжения цепи служат ролики 10-12. На кон цах валка 6 шарнирно закреплена жесткая рама 13 транспортера, на противоположно.м конце которой установлен валок 14, являющийся концевым барабаном транспортера так же, как и валок 5. Валок 15 регулирует натяжение ленты транспортера. В рабочем положении транспортер расположен наклонно к горизонтальной плоскости стана. Угол наклона регулируется винтами, поддерживающими правую часть рамы 16 с двух сторон. Сверху над транспортером установлена гипсорастворомешалка с загрузочным бункером 17 и прикрепленным к нему вибратором 18. Для подачи деревянных каркасов 19 к станине 1 примыкает рольганг 20, а для съема готовых панелей с другой стороны станины - опрокидной рольганг 21. На станине 1 установлены каналообразователи, состоящие из направляющих 22 со спиралевидными пазами 23, пружин 24, стержней 25 с кулачками 26. Стержни каналообразователей выполнены из трех частей и соединены между собой шарнирными муфтами 27. Прокатный стан работает следующим образом. Деревянный каркас 19 панели по рольгангу 20 подают в приемную секцию стана, где он захватывается валками 2 и 3 и передвигается на ленте нижнего транспортера через заливочную секцию стана в формующую секцию между валками 4 и 5, т.е. между лентами нижнего и верхнего транспортеров. В заливочной секции каркас 19 панели заполняется гипсобетонной массой, поступающей на ленту нижнего транспортера из бункера 17. При этом гипсобетон, проваливаясь через рещетчатый каркас панели заполняет пространство, ограниченное обвязочными брусками каркаса, лентами нижнего и верхнего транспортеров. Стержни 25 каналообразователей установлены в зоне формовки на 1.8-2,2 и заходят в зону твердения гипсобетона для образования в нем каналов. Если в процессе перемещения панели происходит прилипание формуемой массы к стержню каналообразователя, увегг / х /
Фиг. 2 личивается продольное усилие на стержень 25, и он начинает двигаться вместе с панелью, сжимая пружину 24, при этом кулачки 26 перемеихаются по спиралевидным пазам 23, за счет чего стержень поворачиБается вокруг своей оси. Экспериментально установлено, что для ликвидации прилипания формуемой массы к стержню достаточно повернуть его на угол 120-180°, что обеспечивается направляющими со спиралевидными пазами. Стержни каналообразователей 25 имеют возможность перемещ-аться в продольном направлении на расстояние, определяемое щагом спиралевидных пазов. После устранения прилипания осевое усилие на стержень уменьшается, и он пружиной 24 возвращается в исходное положение. Применение данного прокатного стана более простой конструкции, чем известный, позволяет исключить электромоторы для вращения стержней 25, тем самым снизить энергоемкость и обеспечить возможность изготовления панелей с несколькими продольными каналами большего диаметра, т.е. расширить номенклатуру изделий. Переоборудование прокатного стана применительно к различным типам панелей в зависимости от количества каналов, их диаметров и взаимного расположения осуществляется быстро и без изменения конструкции статна, что практически невозможно при применении известного прокатного стана, где в таких случаях требуются дополнительные двигатели приспособления для их установки. Кроме того, из-за отсутствия двигателей снижается уровень производственного щума, что улучщает условия труда обслуживающего персонала. 16
®
фиъ. 3
®
2В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| «ВНИИПРОЕКТЭЛЕКТРОМОНТАЖ» | 0 |
|
SU375186A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
