В основном авт. св. № 71121 описан многоэлектродный инструмент для обработки поверхности электроискровым способом, выполненный в виде кольца, составленного из отдельных электродов, которому сообщают движение относительно обрабатываемой поверхности в плоскости, перпендикулярной его оси. При этом полное использование разрядов многоэлектродной схемы может быть осуш,ествлено только в случае одновременного взаимодействия с поверхностью изделия всех электродов инструмента.
Настоящее изобретение является дальнейшим развитием конструкции инструмента для электроискровой обработки металла по авт ев N° 71121.
Предлагаемый инструмент обеспечивает полное использование разрядов многоконтурной схемы при взаимодействии с изделием только одного или небольшого числа электродов, для чего пластинчатые электроды радиально укреплены на приводимом во вращение диске.
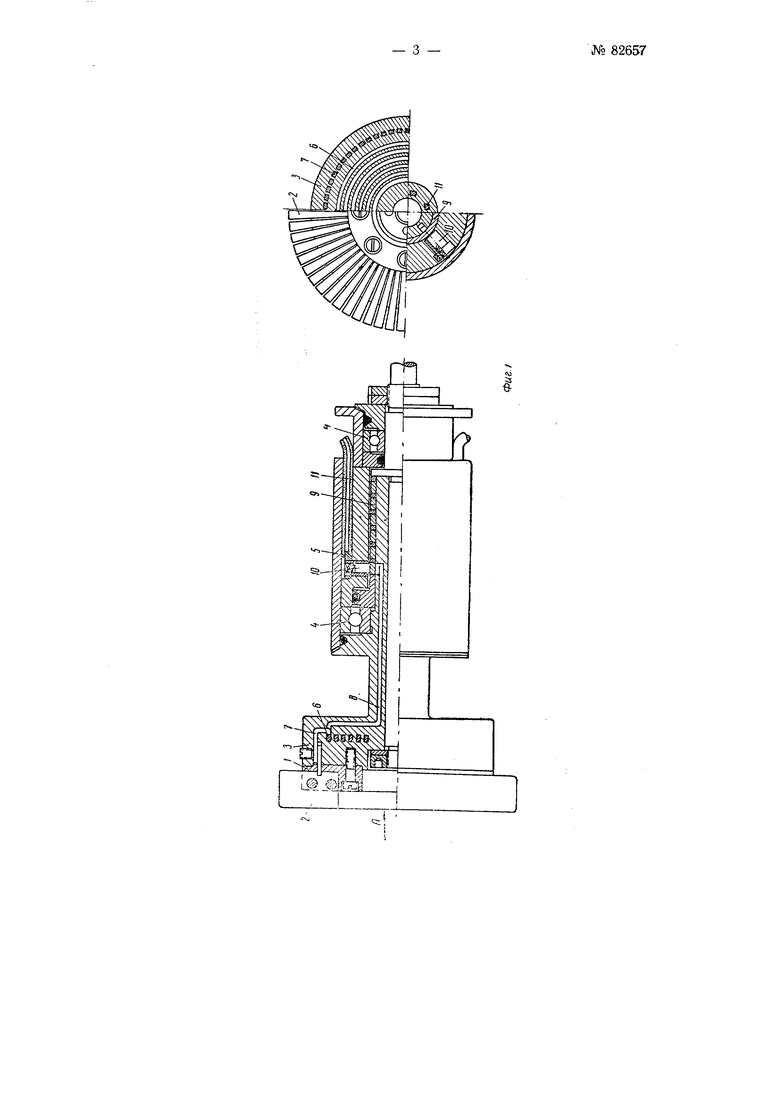
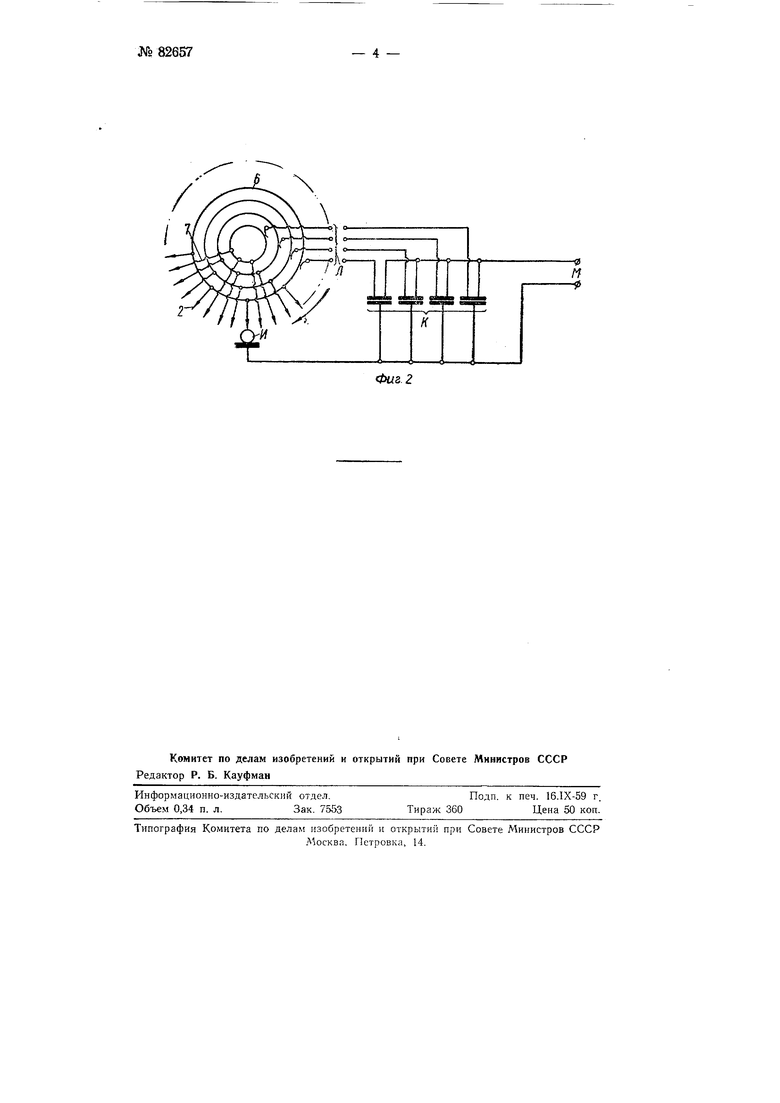
На фиг. 1 изображен многоэлектродный инструмент для электроискровой обработки металлов, вид в разрезе; на фиг. 2 - электрическая схема подключения многоэлектродного инструмента к конденсаторным контурам.
В диске /, выполненном из изоляционного материала, радиально закреплены призматические электроды 2, изолированные друг от друга. Форма рабочих поверхностей электродов может быть различна и определяется формой обрабатываемой поверхности. Диск привернут к торцовой части фланца 3 гильзы рабочего шпинделя, вращающегося в подшипниках 4, установленных в неподвижном корпусе 5. Во фланце 3 помещены кольцевые Проводники 6, к которым с помощью проводников 7 подключено по равному числу электродов. Подключение произведено таким образом, что все соседние электроды соединяются с различными кольцевыми проводниками.
№ 82657
Кольцевые проводники соединяются отводами 8 с коллекторными кольцами 9, надетыми на шпинделе. Коллекторные кольца посредством щеток 10 и проводников 11 соединяются с конденсаторными контурами К, подключенными к источнику тока М и к изделию И.
Работа инструмента происходит следующим образом.
Диску с электродами сообщается вращательное движение со скоростью п об/мин. При этом над обрабатываемой поверхностью Я будет проходить / „ электродов в секунду.
Каждый электрод, проходя над обрабатываемой поверхностью, должен давать импульс. При этом число импульсов, снимаемых с диска в секунду, будет равно:
гfi А .,
fa gQ
тде Л/ 3 - число электродов на диске.
Если рассматривать полученное выражение независимо от электрических параметров, то из него следует, что с увеличением числа оборотов н числа электродов на ди-ске можно бесконечно увеличивать число импульсов, сни.маемых с диска. Но фактически число импульсов, снимаемых с, диска, должно быть равно количеству разрядов, даваемых всеми конденсаторными контурами.
Поэтому
f . Vf
Ja gQ Sv-y/C
где Л - количество конденсаторных контуров,
f к - частота разрядов одного конденсаторного контура. Последнее равенство выражает условие наибольшей эффективности работы инструмента. Это условие соответствует синхронизации разрядов конденсаторных контуров с моментами прохождения электродов над обрабатываемой поверхностью.
Известно, что частота разрядов конденсатора зависит от режима электроискровой обработки. Поэтому, с изменением режима следует изменять частоту прохождения электродов над обрабатываемой поверхностью. Это достигается или изменением числа оборотов щпинделя, или изменением количества работающих конденсаторных контуров, в частности, путем перекрытия подводов к щетка1М на участке Л электросхемы.
Предмет изобретения
1.Многоэлектродный инструмент для обработки металлов по авт. св. N° 71121, отличающийся тем, что пластинчатые электроды радиально укреплены на приводимом во вращение диске.
2.Форма выполнения многоэлектродного инстру.мента по п. 1, отличающаяся тем, что в каждый разрядный контур электрической схемы установки включают по нескольку электродов.
ШШ
п -ф
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ | 1995 |
|
RU2111095C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2115762C1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1978 |
|
SU770718A1 |
| Многоэлектродный инструмент для электроискрового легирования | 1985 |
|
SU1255330A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2126315C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ МЕТАЛЛОВ | 1993 |
|
RU2074068C1 |
| Устройство для стабилизации расстояния от резака до поверхности металлического изделия | 1988 |
|
SU1696200A1 |
| Многоэлектродный инструмент дляэлЕКТРОиСКРОВОгО лЕгиРОВАНия | 1979 |
|
SU806340A1 |
| МНОГОЭЛЕКТРОДНЫЙ ВРАЩАЮЩИЙСЯ ИНСТРУМЕНТ | 1972 |
|
SU428903A1 |