Изобретение относится к области электроискровой обработки и может быть использовано для нанесения износостойких и коррозионно-стойких покрытий на изделия из токопроводящих материалов различной формы.
Для осуществления устойчивого процесса электроискрового легирования широкое распространение получил способ периодического контактирования рабочего электрода с деталью при помощи электромагнитных вибровозбудителей. Для повышения производительности нанесения покрытия в зависимости от мощности и природы материалов электродов обеспечивает необходимое соотношение между длительностью контакта электрода с обрабатываемой поверхностью и паузы между контактами (Авт. св. СССР N 629036. Кл. B 23 P 1/18, 1978).
Однако в этом способе нанесение покрытия осуществляется при наличии значительной паузы между контактами, что снижает производительность нанесения покрытия.
Для повышения производительности процесса легирования и увеличения класса чистоты нанесенного слоя покрытия известен способ с применением двухкоординатных колебаний рабочего электрода.
Нормальное к поверхности детали колебание служит для периодического контактирования электрода с деталью, тангенциальное - для перемещения зоны разряда наносимого покрытия вдоль поверхности детали и создания скользящего режима удара электрода (Добында И.В. и др. Электроискровое легирование двухкоординатным вибратором, "Электронная обработка материалов", 1976 N 6, c. 26-29).
Способ также не обеспечивает высокой производительности процесса обработки, так как при колебаниях электрода под действием описанных электромагнитных вибровозбудителей большая часть траектории движения электрода происходит вхолостую, а разряды осуществляются на малом временном интервале в моменты сближения электродов, что ограничивает применение разрядов значительной энергии и длительности для получения толстослойных покрытий.
Известен также способ электроискрового нанесения покрытий, когда процесс проводят устройствами с вращающимися многоэлектродными головками, создавая эффект "размазывания" переносимого материала на поверхности детали для увеличения сплошности слоя (Морозенко В.Н., Андреев Р.И. Технологические возможности вращающихся многоэлектродных инструментов с упруговязкими элементами "Электронная обработка материалов", 1975, N 4, c. 76-78).
Однако из-за нерегулярности длительности контактов при движении упруго закрепленных электродов по шероховатой поверхности возникают значительные пульсации рабочего напряжения, нарушающих стабильность по интенсивности искровых разрядов.
При больших скоростях вращения электродов, кроме того, снижается интенсивность искровых разрядов из-за незавершенности процессов их развития. Все это снижает производительность нанесения покрытий, его толщину и сплошность.
Задачей, решаемой описываемым изобретением, является повышение производительности процесса нанесения покрытия, увеличение его толщины и сплошности.
Для решения поставленной задачи при реализации способа электроискрового нанесения покрытий, рабочему электроду сообщают вращательное движение по обрабатываемой поверхности, составленное из дискретных перемещений, частоту следования которых синхронизируют с частотой возбуждения искровых разрядов осуществляемых в паузах между перемещениями электрода.
Электроискровое нанесение покрытий по предложенному способу выполняют устройством, содержащим легирующие электроды, подключенные через щеточные контакты к источнику импульсов электрического тока и закрепленное упруго на одном из концов оси, связанной другим концом с введенным в устройство шаговым двигателем, предназначенным для синхронизации дискретных поворотов электродов с частотой следования импульсов электрического тока.
Легирующие электроды крепятся посредством упругих элементов к втулке шлицевого соединения, выполненного на конце оси. Втулка подпружинена в направлении обрабатываемого изделия.
Дискретные скачкообразные перемещения электродов по окружности достигаются за счет поворотов ротора шагового двигателя на равные шаги, выполняемые при каждом переключении постоянного тока в обмотках статора при подаче управляющего сигнала с блока управления. Синхронные шаговые двигатели с пассивным (реактивным) ротором позволяют получать достаточно мелкие шаги (до 1o). Их использование обеспечивает нанесение равномерных покрытий с высокой сплошностью, а осуществление искровых разрядов в продолжительных паузах между перемещениями электродов делает возможным применение разрядов с высокой энергией и длительностью для нанесения толстослойных покрытий при сохранении их стабильности по интенсивности.
Электроды прижимают к обрабатываемой поверхности упруго с небольшим усилием в пределах 1-3 кгс, обеспечивая образование за счет шероховатости и сил инерции динамического зазора для осуществления искровых разрядов.
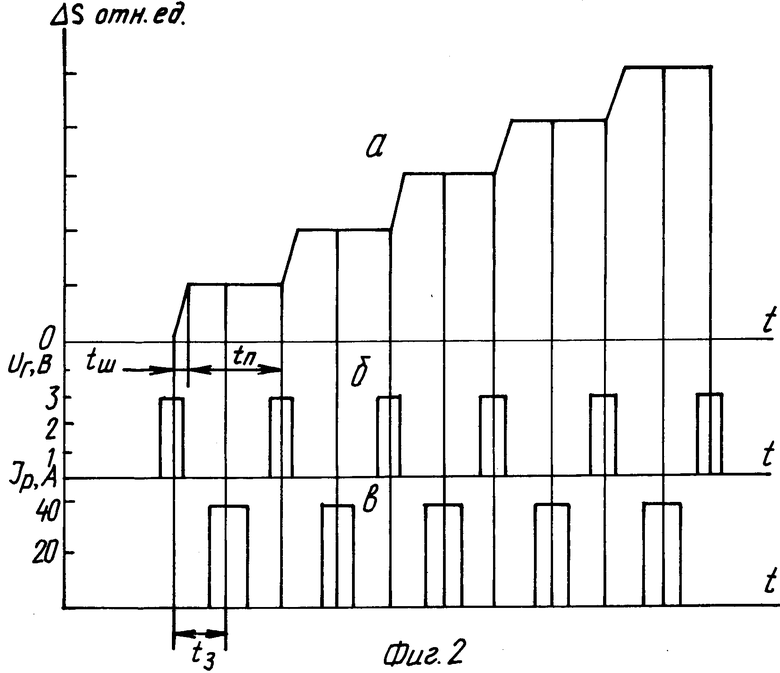
На фиг. 1 представлен чертеж используемого устройства, а на фиг. 2 изображены временные диаграммы процесса (фиг. 2а - движение электрода, фиг. 2б и 2в - положение задающего импульса и импульса разряда соответственно).
Электроискровой промежуток образован обрабатываемой деталью 1 и электроискровыми электродами 2. Электроды крепятся посредством упругих элементов 3 к втулке шлицевого соединения 4. Втулка опирается на пружину 5. Шлицевое соединение выполнено на конце полой оси 6, которая установлена на подшипниках 7.
К оси с помощью опоры 8 крепится щеткодержатель 9 с токосъемным кольцом 10, щеточным контактом 11 и пружиной 12 для подключения к устройству положительного полюса (+ГИ) генератора импульсного тока. Отрицательным полюсом (-ГИ) генератор подключен к обрабатываемому изделию. Привод устройства осуществляют от шагового двигателя 13, связанного с осью вращения с помощью муфты 14. С помощью ходовой передачи 15 совершают вертикальные перемещения инструмента и его плавную подачу к обрабатываемому изделию.
Синхронизацию дискретных перемещений электродов с частотой следования искровых разрядов осуществляли с помощью маломощного задающего генератора 16, прямоугольные импульсы напряжения с которого поступают на блок управления шаговым двигателем 17 и на блок регулируемых задержек 18, где синхроимпульс задерживают и подают на запуск генератора импульсного тока 19 для возбуждения искровых разрядов.
Величина задержки tз должна быть не меньше времени поворота электродов на один шаг tш и ее изменяют в таких пределах, чтобы импульс разрядного тока располагался внутри интервала пауз tп между перемещениями электрода (см. фиг. 2, где ΔS - дискретное перемещение электрода в относительных единицах. Uг - напряжение задающего генератора. Iр - ток разряда).
Вследствие наличия шероховатости детали, упругого закрепления легирующих электродов и сил инерции, при дискретных перемещениях электрода обеспечивается образование в паузах динамического межэлектродного зазора для осуществления искровых разрядов. В зависимости от мощности искровых разрядов, материалов электродов и частоты разрядов изменением времени задержки tз подбирают необходимое положение искрового разряда внутри интервала пауз, обеспечивая стабильность разрядов по интенсивности.
Для осуществления процесса нанесения покрытия инструмент с помощью ходовой передачи подводят к детали 1 и создают необходимое упругое давление электродов 2 на обрабатываемую поверхность.
Устройство включается в сеть, задающий генератор 16 вырабатывает прямоугольные импульсы напряжения, которые, поступая на блок управления шаговым двигателем 17, обеспечивают дискретные перемещения электрода с заданной частотой. Сигналы с задающего генератора подаются также на блок регулируемых задержек 18, где они задерживаются на необходимое время (подбирают экспериментально) и передаются на вход генератора импульсов тока 19. Через место контакта электродов и детали следует импульс разрядного тока, осуществляется процесс электрической эрозии и нанесения покрытия. Изменяя электрические и механические параметры способа, получают покрытия различной толщины от 100 до 1000 мкм с шероховатостью, оцениваемой по параметры среднего арифметического отклонения профиля Ra от 2,5 до 0,32 мкм.
Сплошность покрытия - 90-97%. Производительность способа 15-20 см2/мин.
Выполнение предлагаемого способа электроискрового нанесения покрытия с применением описанного устройства проводили с применением генератора импульсного тока с выходным напряжением от 80 до 160 В, энергия искровых разрядов - I дж, частота следования импульсов тока - 200 гц, угол поворота электродов за один шаг - 2o. Покрытие наносили на образцы из стали 30х13, термообработанных до твердости - 50-55 HRCэ. В качестве легирующего электрода применяли сплав феррохром.
При указанных параметрах наносили покрытие толщиной 300-400 мкм с шероховатостью Ra ≈ 1 мкм и сплошностью 95%. Оптимальное время задержки tз≅ 0,4tп . Покрытие обладает высокой износостойкостью и коррозионной стойкостью
Слой покрытия равномерный с большим количеством мелкодисперсных карбидов, интерметаллидов и других кристаллических и аморфных фаз.
Производительность нанесения покрытия - 15 см2/мин.
Использование предлагаемого способа и устройства для его осуществления обеспечивает качественное с высокой производительностью нанесение покрытий, не вызывая отпуск слоя и основы обрабатываемого материала. Применение данного способа и устройства для нанесения покрытий по большим площадям различных деталей машин и аппаратов, эксплуатирующихся в экстремальных условиях, позволяет поднять срок их службы от 3 до 5 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2130368C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1999 |
|
RU2164844C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2126315C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2119414C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2108212C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1995 |
|
RU2093324C1 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ | 1995 |
|
RU2111095C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 1997 |
|
RU2132407C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2074796C1 |
Способ осуществляют в условиях периодического контактирования электродов с возбуждением между ними искровых разрядов. При этом рабочему электроду сообщают вращательное движение состоящее из дискретных перемещений, частоту следования которых синхронизируют с частотой возбуждения искровых разрядов, осуществляемых в паузах между перемещениями электродов. Устройство состоит из легирующих электродов, подключенных через щеточные контакты к источнику импульсов электрического тока и закрепленные упруго на одном из концов оси, связанной другим концом с исполнительным двигателем для сообщения электродам вращательного движения, причем исполнительный двигатель выполнен шаговым для синхронизации дискретных поворотов электродов с частотой следования импульсов электрического тока. Использование изобретения обеспечивает качественное, с высокой производительностью нанесение покрытий, позволяет поднять срок их службы от 3 до 5 раз. 2 с. и 1 з.п. ф-лы, 2 ил.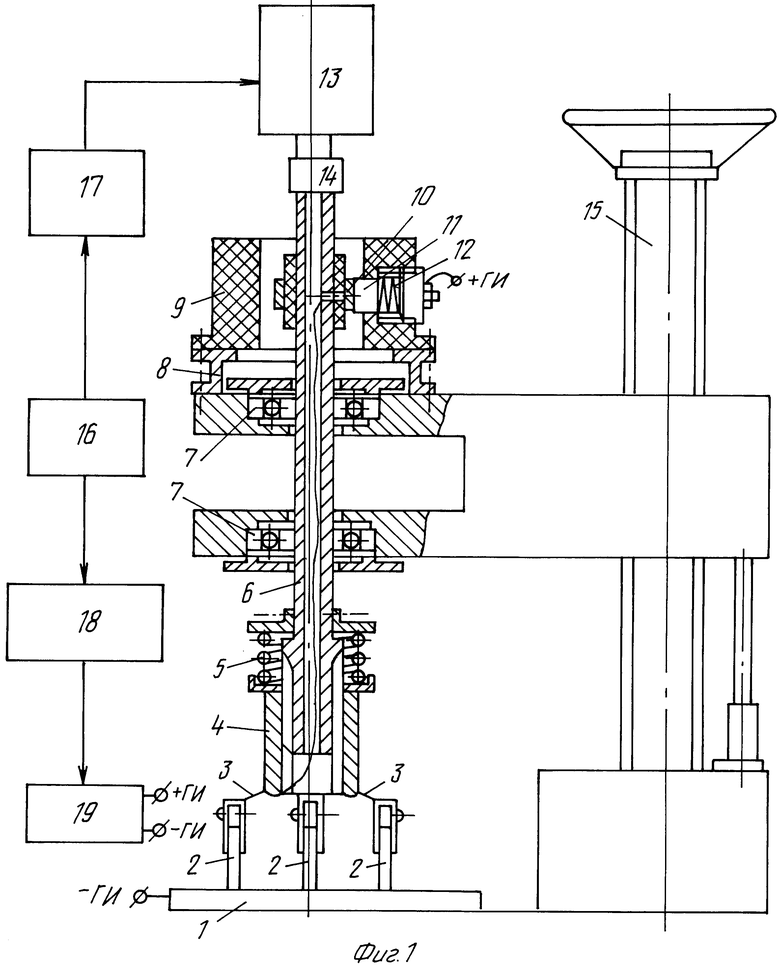
| Электронная обработка металлов, 1975, N 4, c.76 - 78. |
