Известны голов1хи для шлифошгпия и iio,iii{)oiiaiiir}i uiLiiiu;ipii40iKiix отверстий абразивными брусками, которым ,is процессе обработки сообщают вращательное п возвратно-поступательное дв 1/кенпе относительно обрабатываемой новерхностп. Иредлагаемая толовка позволяет соошцнть абразнвным брускам дополннтельно колебательное движение вдоль осн обрабатываемого нзделня, что ускоряет процесс пглифовашиг н полированпя.
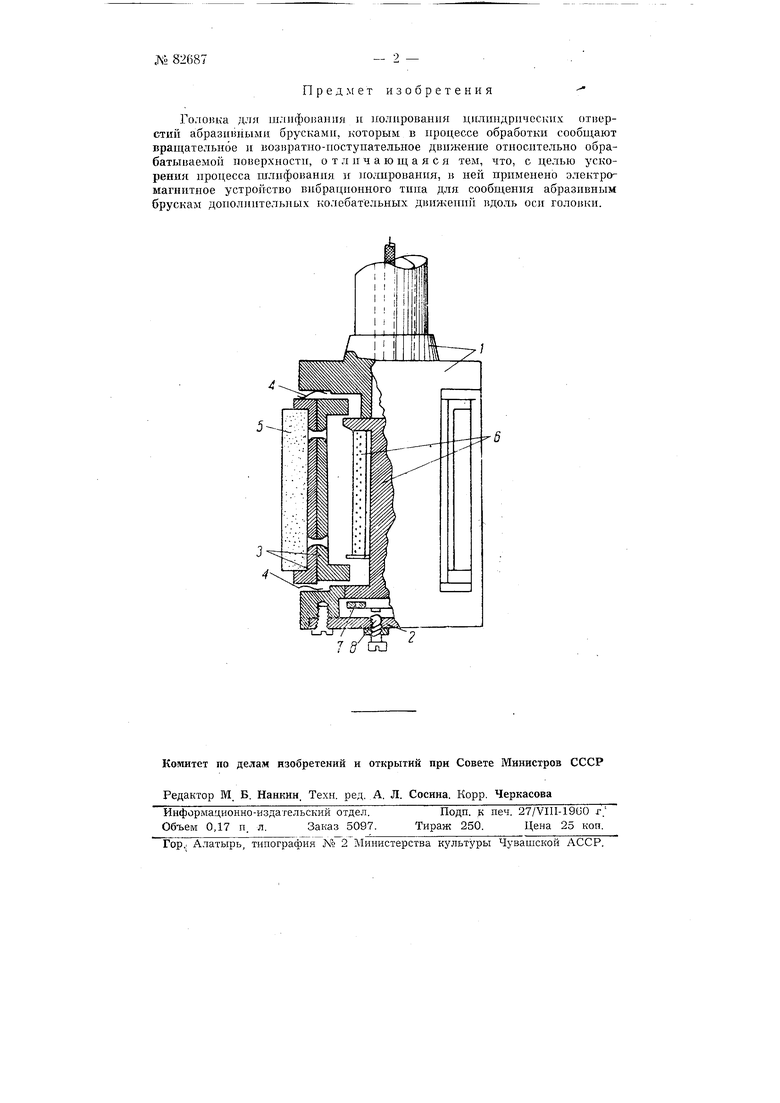
На чертеже схоматпческн изображена голопка с частичным jiaspeзом. Корпус 1 головкн представляет собой цилиндрическое полое тело с продольнымн окнами п дном 2. В продольные окна 1лОрнуса 1 вставляются пружнны 4 н секторы 3, в которые вмонтпровапы абразшшые бруски 5. Секторы 3, абразпвпые брускн 5 it иружпньт 4 составляют впбрнрующую снстему. В центре корнуса 1. в его внутренней полостп, расноложен электромагнит 6. Занлечнкп секторов 3 с зазором заданно велпчнны расноложены между фланца: т якоря электромагнита G.
К торцу якоря электромагнита 6, обрап;ен ЮМу к дну 2 корпуса 1 ГОЛОВК1Г, нрнкренлен прерыватель 7 тока. Дно 2 изолирует тип 8 лрерывателя от якоря электромагнита 6.
Головка cooбп aeт абразивным брускам 5 } ратцательное н возвратнопоступательное двнженне относптельно обрабатываемо ). Электромагппт 6, к которому ток подводится через 8 п прерыватель 7, нрн нрохожденпя тока подтягивает, 4, секторы 3; одповременно якорь электромагпнта 6 разъед П1яет 111еры ател1 7 с винтом 8. Подача тока прекращается, н нружн ы 4 ) се торы 3 в псходпое положение. Такнм образом, создается П1бра и онное двняченне абразпвпых брусков относптельно осн корпуса .1, ггозволяюп,ее зпачнтельно ускорнть процесс шлнфовання н полнрованпя.
Предмет изобретения
Голо)ка для шлифошния и полирования цилиндрических отиерстий абразивными брусками, которым в нроцессе обработки сообщают вращательное и возвратно-ностунательное движение относительно обрабатываемой HouepXHOCTU, отличающаяся тем, что, с целью ускорения нроцесса шлифования и полирования, в ней примеиено электромагнитное устройство вибрационного тниа для сообщения абразивным брускам донолнительных колебательных движений вдоль оси головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1950 |
|
SU92642A2 |
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |
| ГОЛОВКА ДЛЯ СУПЕРФИНИШИРОВАНИЯ | 1965 |
|
SU171756A1 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
| Устройство для отделочной обработки плоских поверхностей | 1981 |
|
SU1004082A1 |
| Устройство для суперфиниширования беговых дорожек шарикоподшипников | 1977 |
|
SU738845A1 |
| Механическая терка для шлифования и полирования каменных профильных изделий | 1950 |
|
SU93621A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351456C1 |
| Устройство для отделочной обработки плоских поверхностей | 1980 |
|
SU942963A1 |