Известны головки для суперфиниширования внутренней цилиндрической поверхности, выполненные в виде несущей абразивный брусок оправки, получающей возвратно-поступательное движение вдоль образующей вращающегося изделия.
Предлагаемая головка аналогичного назначения сообщает абразивному бруску в процессе его возвратно-поступательного движения колебательное движение вокруг его центральной оси, перпендикулярной образующей обрабатываемой цилиндрической поверхности. Для этого применена установленная неподвижно в полости оправки зубчатая рейка, сцепленная с шестерней державки абразивного бруска.
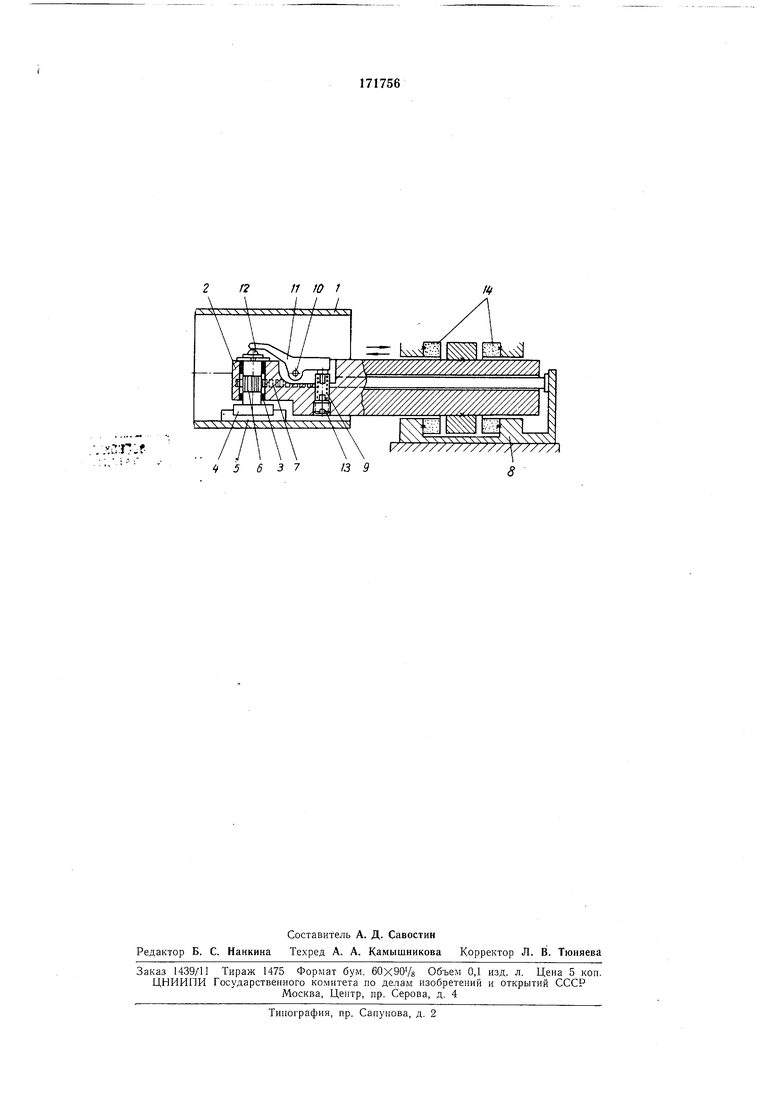
На чертеже изображена описываемая головка в разрезе.
Головка для суперфиниширования внутренней поверхности изделия / выполнена в виде оправки 2, в которой на двух втулках 3 смонтирована державка 4 абразивного бруска 5. Шестерня 6 державки 4 зацепляется с зубчатой рейкой 7, проходящей внутри оправки и неподвижно закрепленной в корпусе 8 головки. Прижатие бруска 5 к изделию осуществляется пружиной 9, усилие которой через качающийся вокруг оси 10 рычаг // и подпятник 12 передается державке 4. Регулировка этого усилия производится гайкой 13.
ке 2 придается электромагнитами 14 путем попеременного их включения. При колебании оправки вдоль оси рейка 7, оставаясь на месте, поворачивает на соответствующий угол державку 3 с абразивным бруском 5. Таким образом, абразивный брусок получает колебательное движение вдоль образующей обрабатываемого изделия и одновременно - качательное движение вокруг оси, перпендикулярной образующей изделия. Частота колебаний бруска регулируется частотой подачи импульсов тока в обмотки электромагнитов 14.
Головка может крепиться в резцедержателе токарного станка или другого специального
станка, предназначенного для суперфинишной обработки внутренних поверхностей.
Предмет изобретения
Головка для суперфиниширования внутренней цилиндрической поверхности в виде несущей абразивный брусок оправки, получающей возвратно-поступательное двнжение вдоль образующей вращающегося цилиндрического изделия, отличающаяся тем, что, с целью сообщенпя абразивному бруску в процессе его возвратно-поступательного двилсения колебательного движения вокруг его центральной оси, перпепдикулярной образующей обрабатываемой цилиндрической поверхности, применена установленная неподвижно в полости оправки зубчатая рейка, сцепленная с шестерней державки абразивного бруска.
«.,. ,,.i.i.j,-h
/3 5
4 5 5 3 7
tif
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ СУПЕРФИНИШИРОВАНИЯ | 1968 |
|
SU231329A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1992 |
|
RU2036773C1 |
| Устройство для обработки дорожек качения колец подшипников | 1985 |
|
SU1284795A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1998 |
|
RU2137582C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2008 |
|
RU2373043C1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
| Электромагнитная головка для суперфиниширования цилиндрических изделий | 1960 |
|
SU147934A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2012 |
|
RU2501638C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1992 |
|
RU2024385C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ВРАЩЕНИЯ | 1998 |
|
RU2146595C1 |