Изобретение относится к абразивной обработке и может быть использовано при отделочной .обрб1ботке плос.кнх поверхностей деталей к т.очностн изготовления и долговечности которых предъявляются повшоеяные требования.
Известно устройство для отделочной обработки плоских поверхностей, содержащее механизм прижима абразивного бруска, включающий упругие элементы, установленный на направляющих основа ния вибропривод, якорь которого установлен с возможностью колебательного движения, шарнирно связанную с якорем штангу, на конце которой установлен держатель а.бразивного бруска l{.
Недостатком известного устройства является то, что в процессе обработки возникает дополнительное колебательное движенце штанги с держателем абразивного бруска в плоскости,перпендикулярной обрабатываемой поверхности, что приводит к образованию на обрабатываемой поверхности волнистости и ухудшению шероховатости поверхности.
Цель изобретения - повышение качества обработки.
Поставленная цель достигается тем, что механизм прижима расположен в плоскости оси держателя абразивного
бруска и снабжен центральным стержнем вилкой, осью и двумя парами серег, причем центральный стержень одним концом соединен с вилкой, шарнирно связанной осью со штангой, а другой конец центрального стержня связан с помощью одной пары серег с равнонатянутыми упругими элементами, расположенными под углом к центральному
10 стержню и связанными посредством втр,рой пары серег с основанием,на ко тором установлены направляющие вибропровода.
15
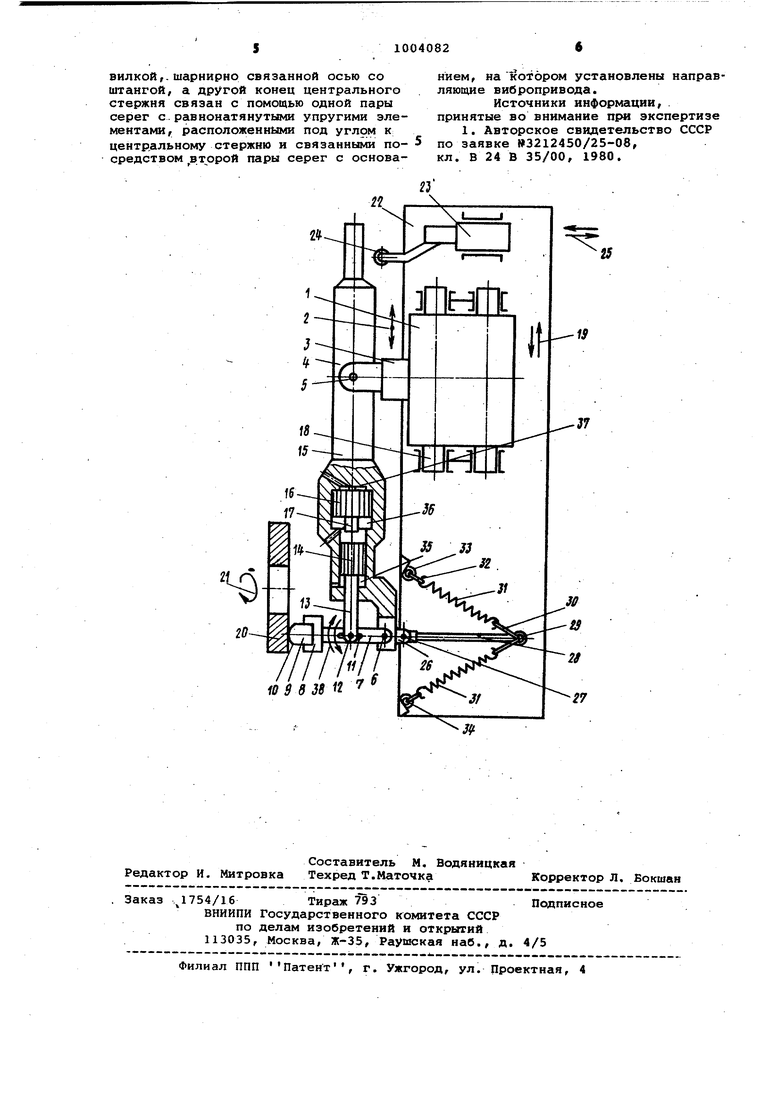
На чертеже показано предложенное устройство для отделочной обработки плоских поверхностей.
Устройство для отделочной обработки плоских поверхностей включает
20 -вибропривод 1 с колеблющимся вдоль ;стрелки 2 якорем 3,штангу 4,шарнирно ; связанную с якорем 3 осью 5.На одном конце штанги 4 припомощи оси 6 шарнирно укреплен держатель 7, на конце 8 которого укреплен абразивный брусок 9 с криволинейной рабочей поверхность10 10. Держатель 7 имеет паз 11, в котором расположен палец 12 штока 13 поршня 14,установленного с возможностью
30 возвратно-поступательного пepe «Ieщeния
вдоль оси 15 штанги 4. Вдоль оси штанги 4 расположен плунжер 16, Шток
17плунжера 16 взаимодействует с поршнем 14 в среднем и крайнем правом положениях абразивного бруска 9. Вибропривод установлен на направляющих 5
18с возможностью возвратно-поступательного перемещения по стрелкам l9 вдоль плоскости обработки 20, сонар- шающей вращательное движение по стрелке 21.10
На основании 22 вибропривода, по одну сторону от последнего укреплена ползушка 23 с роликом 24, имеющая возможность перемещаться в направлении стрелок 25. По другую, сторону 5 вибропривода 1 на штанге 4 укреплена вилка 26, с которой шарнирно при помощи оси 27 соединенцентральный стержень 28, в отверстие 29 которого продеты серьги 30 упругих элементов п 31, расположенных под углом к центральному .стержню 28, Серьги 32, расположенные на других концах упругих элементов 31 соединены с кронштейнами 33 и 34, укрепленными на осно- « вании 22 вибропровода 1.
Штанга 4 имеет штоковую полость 35 поршня 14, штоковую полость 36 плунжера 16 и внештоковую полость 37 плунжера 16,
Устройство работает следующим образом.
Колебательное движение по стрелке 2 якоря 3 через ось 5 сообщается штанге- 4, а следовательно держателю 7 с укрепленным на нем абразивным брус-35 ком 9 с зарание выполненой на нем криволинейной рабочей поверхностью 10, Помимо этого виброприводу 1, а следовательно и абразивному бруску 9 сообщается возвратно-поступательное пе-40 ремещение по стрелкам 19 вдоль обрабатываемой поверхности 20, При подаче попеременно сжатого воздуха или масла под давлением в полости 35 и 3 происходит возвратно-поступательное пе- 45 ремещение поршня 14, которое преобразуется в качательное движение держателя 7 , а следовательно абразивного бруска 9 вокруг оси 27 пальца по стрелкам 38,tn
Таким образом, абразивному бруску 9, прижатому к обрабатываемой поверхности 20, усилием упругих элементов 31 сообщаются независимые друг от друга качательные движения по стрелкам 38, возвратно-поступательные по стрелкам S9 и колебательное по стрелке 2, При этом происходит непрерывное затачивание рабочей поверхности 10 абразивного бруска 9, а следовательно обеспечивается процесс резания, улуч-60 шение плоскостной и уменьшение вели чины волнистости и шероховатости поверхности ,
Для-прекращения процесса непрерЕшного резания в завершающей стадии об-45
работки подают давление масла или воздуха в полости 37 и 35, В связи с .тем, что диаметр плунжера 16 выбираь:Т ся большим, чем диаметр поршня 14, то плунжер 16 перемещается влево до упора, переместив при этом в среднее положение поршень 14, а следовательно и держатель 7 абразивного бруска 9, Затачивание рабочей прверхности 10 абразивного бруска 9 прекращается,а шероховатость обраЬатываемой поверхности снижается.
Отвод абразивного бруска 9 от обрабатываемой, поверхности осуществляется полз5 шкой 23 путем подвода ролика 24 к штанге 4,
Подвод абразивного бруска 9 к обрабатываемой поверхности осуществляет при отводе от штанги 4 ползушки 23, При этом под действием упругих элементов 31 к обрабатываемой поверхности 20 подводится абразивный брусок 9, При дальнейшем перемещении ползушкн23 ролик 24 отходит от штанги 4 и происходит нагружение бруска усилием упругих элементов 31,
Применение предложенного механизма нагружения абразивного бруска 9 позволяет повысить качество обработанной поверхности. Это связано с наличием двух равнонагруженных упругих элементов 31, воздействующих через стержень 28 и шарнир на штангу 4, Учитывая, что другой конец центрального стержня 28 связан с основанием 22 вибропривода 1 лишь через упругие элементы, исключается возможность образования составляющей колебательного движения, направленной перпендикулярно обрабатываемой поверхности. Отсутствие указанной составляющей исключает возмож/ность образования на обрабатываемой . поверхности волнистости, а также ма- кроотклонений от идеальной плоскости, Кроме 3Torpf создаются предпосылки для повышения класса чистоты в завершяющей стадии процесса,
Формула изобретения
Устройство для отделочной обработки плоских поверхностей,содержащее механизм прижима абразивного .бруска, включаю111ий упругие элементы, установленный на направляющих основания вибропривод, якорь которого с возможностью колебательного движения, шарнирно связанную с якорем штангу, на конце которой установлен, держатель абразивного бруска, о т л и ч а ю щ е е с я тем, что, с целью повышени качества обработки, механизм прижима расположен в плоскости оси держателя абразивного бруска и снабжен центральным стержнем, вилкой, осью и двумя парами серег, причем центральный стержень одним концом соединен с
ВИЛКОЙ,-шарнирно связанной осью со штангой, а другой конец центрального стержня связан с помощью одной пары серег с.равненатянутыми упругими элементами, расположенными под углом к центральному стержню и связанными посредством втррой пары серег с основа2
10 S 838 П 7
нием, на котором установлены направляющие вибропривода.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке №3212450/25-08, кл. В 24 В 35/00, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделочной обработки плоских поверхностей | 1982 |
|
SU1058761A1 |
| Устройство для отделочной обработки плоских поверхностей | 1980 |
|
SU942963A1 |
| Головка для отделочной обработки плоских поверхностей | 1976 |
|
SU588104A1 |
| Способ суперфиниширования дорожек качения колец шариковых подшипников | 1985 |
|
SU1346402A1 |
| Устройство для комбинированной обработки отверстий | 1982 |
|
SU1057196A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2128571C1 |
| ГОЛОВКА ДЛЯ СУПЕРФИНИШИРОВАНИЯ | 1968 |
|
SU231329A1 |
| Головка для одновременной финишной обработки шейки и галтелей | 1976 |
|
SU616117A1 |
| Устройство для вибрационной обработки | 1979 |
|
SU1090540A1 |
| Устройство для доводки желобчатых поверхностей колец шариковых подшипников | 1983 |
|
SU1103999A2 |
