Износ резца по задней поверхности при этом в среднем уменьшается -на 26%, а по сравнению со смазкой, представляющей собой смесь четыреххлористого углерода с минеральным маслом, износ резца по задней поверхности в среднем уменьшается на 31%.
Наилучшие результаты при обработке монокристалла вольфрама получают, используя предлагаемый смазочный состав пр.и следующем соотношении компонентов, вес. %:
Дисульфид молибдена Четыреххлористый углеродМинеральное масло
Износ резца по задней поверхности при этом по сравнению с износом резца три применении смазки 2 уменьшается на 4.2%. При крайних значениях компонентов предлагаемого смазочного состава (5% четыреххлористого углерода, 5% дисульфида молибдена, 90% минерального масла и 35% четыреххлористого углерода, 10% дисульфида молибдена, 55% минерального масла) -изнас резца по задней поверхности по сравнению с износом резца при использовании прототипа в качестве смазкн
уменьшается на 5,6 и на 35% соответственно.
Для оценки эффективности предлагаемого смазочного состава проводят испыт- ния по обработке резьбы на монокристалле
вольфрама .резьбовым и резцамИ с пластлнами лз твердого сплава ВК 6-ОМ. Испытывают следующие смазочные составы: Четыреххлористый углерод в смеси с минеральным маслом (табл. 1), смазку 2
(табл. 2) |И предлагаемый смазочный состав (табл. 3)
Пр:И нарезании резьбы на монокристалле вольфрама с применением трех различ;ных смазочных составов соблюдают неизменные режимы резания, а именно скорость резания 10 м/мин, глубина резания 0,017 мм, подача 1 мм/об.
(При испытаниях измеряют износ по задней поверхности резца, который (лри заданном критерии затупления) позволяет судить о .величине стойкости резца.
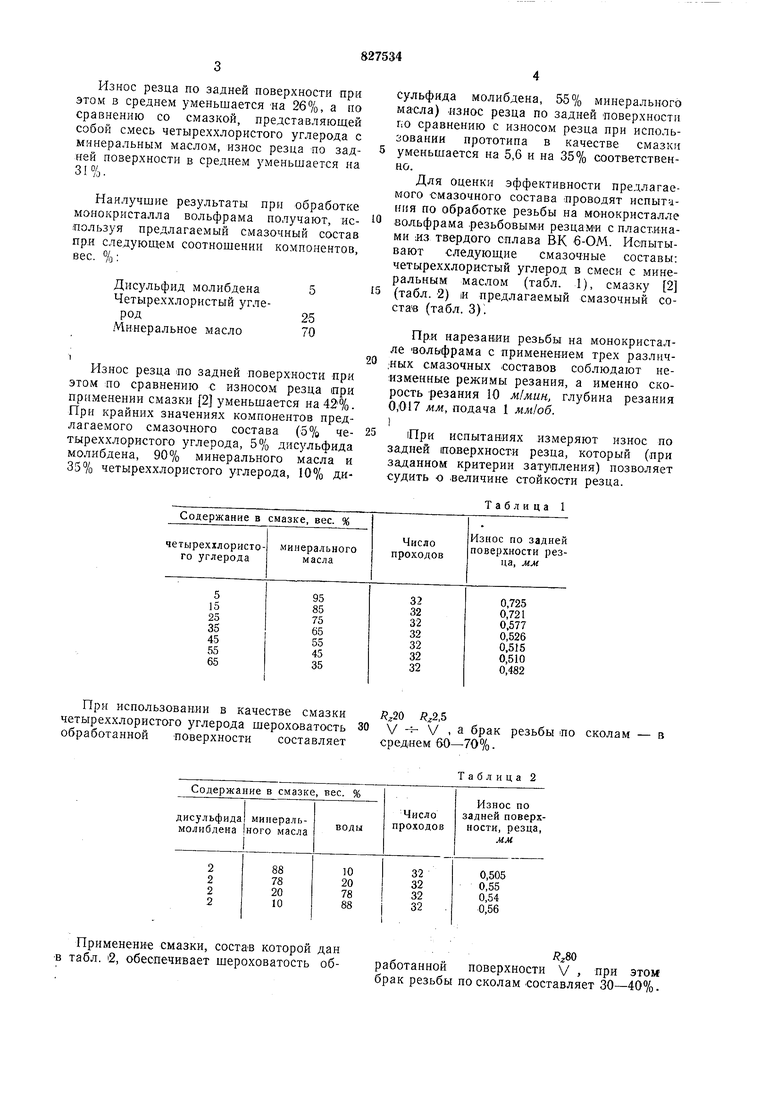
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОЙ ХИМИКО-ТЕРМИЧЕСКОЙ МОДИФИКАЦИИ УЗЛОВ ТРЕНИЯ | 1992 |
|
RU2044104C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2009186C1 |
| Смазка для механической обработки металлов | 1989 |
|
SU1664819A1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ (ВАРИАНТЫ) | 2002 |
|
RU2258859C2 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2017 |
|
RU2650525C1 |
| Способ модификации поверхностного слоя режущих пластин из инструментальной керамики, предназначенной для точения никелевых сплавов | 2020 |
|
RU2751608C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2019 |
|
RU2708084C1 |
| Смазка для абразивной обработки твердых материалов | 1984 |
|
SU1188198A1 |
| Смазка для получения резьб пластическим деформированием | 1978 |
|
SU767186A1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2007 |
|
RU2406003C1 |
При использовании в качестве смазки четыреххлористого углерода шероховатость 30 обработанной -поверхности составляет
Применение смазки, состав которой дан В табл. i2, обеспечивает шероховатость об D
Таблица 2
80
работанной поверхности V , при этом брак резьбы по сколам составляет 30-40%. ,5 V - V , а брак резьбы ло сколам среднем 60-70%.
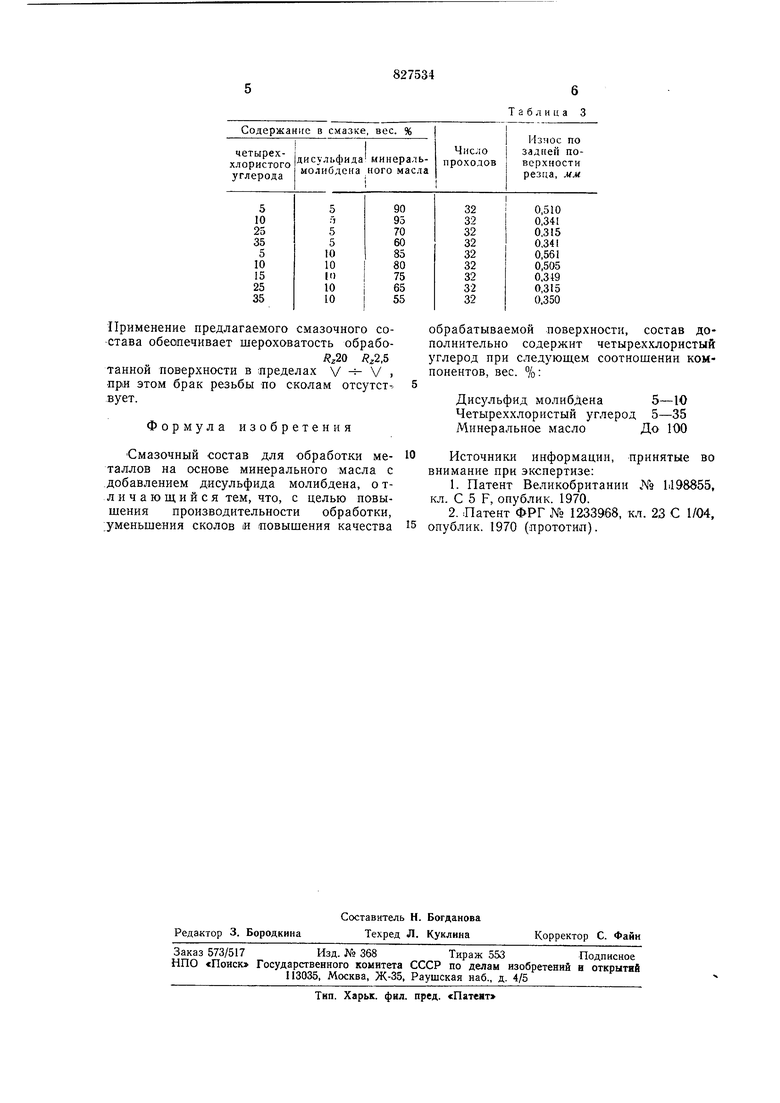
Применение предлагаемого смазочного состава обеопечивает шероховатость обрабо/ 20 ,5
тайной поверхности в лределах V V , при этом брак резьбы по сколам отсутст-вует.
Формула изобретения
Смазочный состав для обработки металлов на основе минерального масла с добавлением дисульфида молибдена, о тличающийся тем, что, с целью повышения производительности обработки, уменьшения сколов и повышения качества
Таблица 3
обрабатываемой поверхности, состав дополнительно содержит четыреххлористый углерод при следуюш,ем соотношении компонентов, вес. %:
Дисульфид молибдена5-10
Четыреххлористый углерод 5-35 Минеральное маслоДо 100
Источники ннформацин, принятые во внимание при экспертизе:
