эо
X)
ф
90
11
Изобретение относится к твердым смазкам, используемым при абразивной обработке материалов, например при алмазном шлифовании синтетических сверхтвердых материалов на основе нитрида бора.
Целью изобретения является повышение качества обработанной поверхности, которая достигается за счет комплексного воздействия компонен- тов смазки на обрабатываемую поверхнос|.ь.-.
В Момент врезания, когда .температура обрабатываемой поверхности невь ка, смазывающее действие оказы- ваёт только стеарин, температура плавления которого составляет 6070 G. Расплавляясь в контактной зоне, стеарин образует экранирующую пленку, препятствующую схватыванию инструмента с поверхностью обрабатываемого изделия. При повьшении температуры до (температура плавления олова) порошок олова расплавляется и образующийся расплав смачивает обрабатываемую поверхность и также образует пленку, обладающую антиадгезионным действием. Дисульфид молибдена, имеющий низкую адгезию к обрабатываемому материалу (кубичес кому н итриду бора) , хорошо смачивается металлами. Поэтому образующийся расплав олова смачивает также и дисульфид молибдена, что обеспечивает дополнительное улучшение антифрикционных свойств пленки, образующейся в контактной зоне. Таким образом, образующаяся пленка обеспечивает снижение сил трения и улучшение вследствие этого качества обработан.ной поверхности.
Введение в состав твердой смазки малеинового ангидрида, распадающегося в зоне резания с образованием .защитной антиокислительной атмосферы углекислого газа, способствует увеличению термической устойчивости дисульфид а молибдена и сохранению его высоких смазьшающих свойств.
Смазки согласно изобретению готовят следующим образом.
В тигле плавят стеарин (ГОСТ 648464) и доводят его до 70-75°С. Затем небольшими порциями вносят при постоянном перемешивании заданное количестно порошков дисульфида молибдена (ТУ 48-19-133-75), олова (ГОСТ 9723-73) и малеинового ангидрида
98 ,2
(ГОСТ 5854-68). Полученную смесь тщательно перемешивают и вьшивают в. цилиндрическую стальную форму. После застывания полученную твердую смазку в виде цилиндра вынимают наформы.
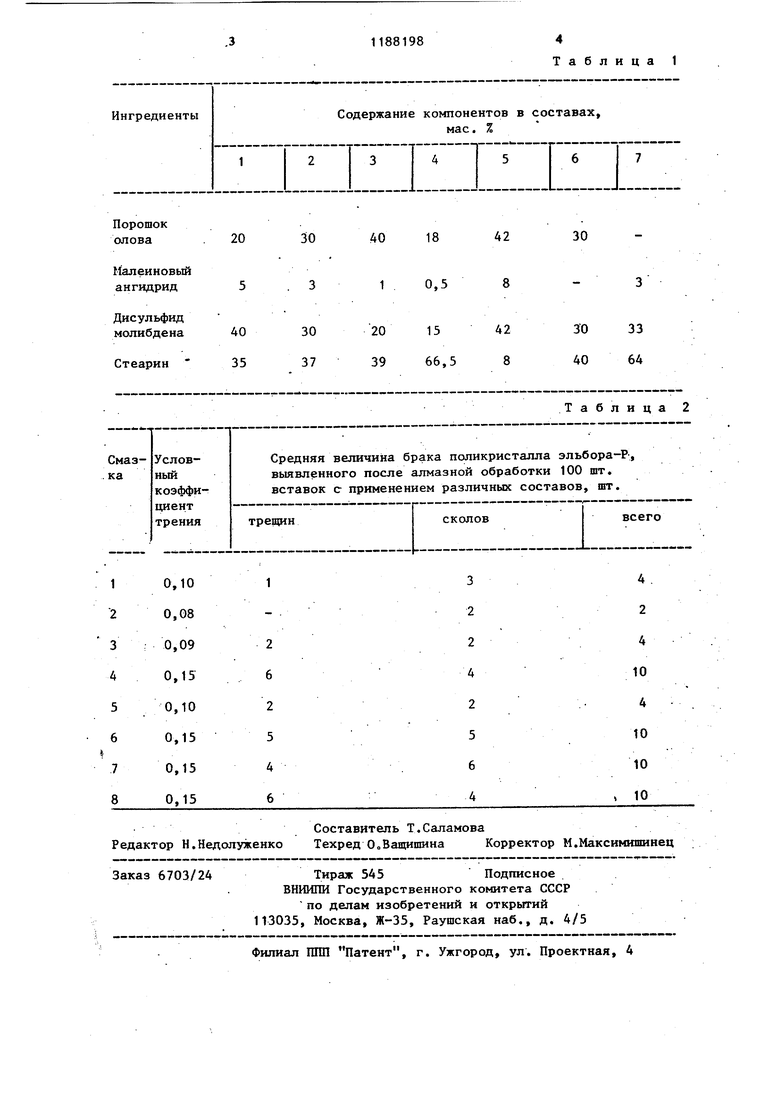
Были приготовлены смазки, которые даны в табл. 1.
Составы 1-7 сравнивали по технологическим свойствам с твердой смазкой, содержащей дисульфид молибдена 35 мае. % и стеарин 65 мае. % (сое-: тав 8) . .
Составы 1-8 испытьгоали при шлифовании вставок резцов с эльбором-Р диаметром 8 мм. Корпус резца - спеченньй материал ЖД5Н5. Испытания проводили на станке мод. ЗЕ624, работающем по упругой схеме. Характеристика инструмента: 12А2-45 150 х х10х5 АС4-80/63 А2Б1 100. Сила Р поддерживалась постоянной 250 н. Скорость вращения круга 25 м/с, подача продольная 1 м/мин, В ходе обработки вставки резцов с эльбором-Р шпифовали до получения угла в плане Cf 45 и заднего угла ot 12° (углы и 10, (, 15 , pd, 12° бьши предварительно обработанны). Смазку наносили на алмазный круг периодически - после обработки партий из 5 шт. резцов. С каждым составом смазки обрабатывали по 100 шт. вставок резцов. В ходе испытаний оценивали влияние технологических сред на дефектность обрабатываемой поверхности поликристалла эльбора-Р по сколам и трещинам, а также на условный коэффициент трения.
Результаты испытаний представлены в табл. 2.
Как видно из представленных данных, использование предлагаемой твердой смазки обеспечивает.получение наименьших значений условного коэффициента трения. При использовании смазки оптимального состава (состав 2) по сравнению с известной смазкой, выбранной в качестве прототипа, коэффициент трения снижается на 47-55%. Вследствие уменьшения трения происходит улучшение качества обработанной поверхности. Если при шлифовании вставок из эльбора-Р с известной твердой смазкой брак достигает 10 шт,, то подача предлагаемой смазки в оптимальной концентрации обеспечивает снижение брака до 2 шт.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента | 1986 |
|
SU1400868A1 |
| АНТИПРИЖОГОВАЯ ДОБАВКА К СМАЗКАМ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ И ТВЕРДЫЕ СМАЗКИ, СОДЕРЖАЩИЕ ЕЕ (ВАРИАНТЫ) | 1996 |
|
RU2118651C1 |
| Смазка для абразивной обработки металлов | 1988 |
|
SU1594202A1 |
| Твердая смазка для пары трения гребень колеса - рельс | 1990 |
|
SU1752188A3 |
| Масса для изготовления алмазного инструмента для обработки твердых материалов | 2020 |
|
RU2752061C1 |
| ТВЕРДЫЙ СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2013 |
|
RU2531587C1 |
| Смазочно-охлаждающее технологическое средство для шлифования твердых сплавов и быстрорежущих сталей | 1985 |
|
SU1293204A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2009 |
|
RU2424889C1 |
| Состав для пропитки абразивного инструмента | 1981 |
|
SU1000255A1 |
| Способ финишной обработки гильз цилиндров двигателей | 1985 |
|
SU1313654A1 |
СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ, содержащая дисульфид молибдена и стеарин, отличающаяся тем, что, с целью повышения качества обработанной поверхности, смазка дополнительно содержит порошок олова и малеиновый ангидрид при следующем соотношении компонентов, мае. %: Порошок 20-40 олова Малеиновый 1-5 ангидрид Дисульфид 20-40 молибдена Остальное Стеарин