Изобретение относится к области холодной обработки металлов давлением, в частности .к холодной штамповке, преимущественно выдавливанием, деталей из конструкционных углеродистых и легирова.нных старей.
Известно применение в холодной объемной штамповке комбинированных смазок, включаюш.их последовательно расположенные от поверхности заготовки слои: фосфаты «л.и оксалаты, соответственно, для низколегированных углеродистых и высоколегированных конструкционных сталей; мыла, химически связаиные со слоем фосфатов или оксалатов; жидкие смазки на основе минеральных или растительных масел 1.
Известные смазки недостаточно эффективны с точ-ки зрення снижения усилий при выдавливании, что приводит к снижению стойкости штамновой оснастки, ограничению сферы применения процесса холодного выдавливания и введению дополнительных операций - предварительной смягчающей термической обработки заготОБОк перед выдавливанием.
Некоторые смазки обуславливают абразивное воздействие вследствие сравнительно высокой твердости (1,5-5 единиц по
шкале Мооса) минеральных составляющих 1 аиболее часто применяемых фосфатных покрытий.
Высокая себестоимость изготовления деталей выдавливанием обусловлена наличием операций .подготовки поверхности, нанесения и последующего удаления комбинированных смазок с поверхности готовых деталей.
При выдавливании из-за загрязнения атмосферы продуктами сгорания минеральных и растительных масел смазка не обеспечивает нормальных условий труда.
Широкое применение имеет известный самосмазывающийся материал, состоящий из металлов, сплавов, псевдосплавов, карбидов, боридов, силикатов, окислов металлов или комбинаций указанных соединений
в качестве металлического базового материала; синтетического масла .или жира, термопластичного или термореактивного синтетического материала или металлического мыла в качестве базового материала
и а отдельных случаях из: дисульф.ида молибдена, дисульфида вольфрама, графита, металлического порошка или стекловолокон в качестве твердых смазок 2. Известный материал обладает недостаточной эффективностью с точки зрения сни3
женИя усилий при выдавливании, обусловленной тем, что роль омазки при этом сводится к экранированию контактных-поверхностей и сн,иж;ени)о коэффи1циента трения в процессе выда вливания, высокой себестоимостью изготовления деталей выдавливанием из-за значительной стоимости смазки, трудоемкости операций подготовки заготовок, нанесения смазок и -последующего их удаления с поверхности изготовляемых деталей.
Целью изобретения является разработка смазки, обладающей повыщениой эффективностью с точки зрбния снижения усилий и трудоемкости изготовления при холодной щтампО:Вке, преимущественно выдавливанием, деталей крепежа из конструкциоЕных сталей.
Указанная цель достигается .применением сплава 26-27 вес. % цияка и 73- 74 вес. % ладммя s кач.естве смазки для холодной штамловк,и Металлов. Сплав 26- 27 ,вес. % цевка и 73 -74 вес. % .кадмия Щ|Ироко применяют в качестве «оррозиоиностойК|Их защитных покрытий .стальных изделий, в частности ответственных .крепежных деталей .в авто ст1рое,н.и,н 3.
Эффективность действия предлагаемой смазки с точки зрения снижения усилий при выдавлива.ни.и ло сравнению с известными смазками обеспечивается за счет активного действия смазки на поверхностные
1
слои деформируемого материала, низких значений коэффициента трения вследствие малого сопротивления деформации сплава (1,0-1;2 кгс/мм), а также за счет экранирования контактных поверхностей при больщих степенях деформации при выдавливании благодаря высОКой пластичности сплава.
Обеспечивая существенный эффект по снижению усилий, предлагаемая смазка полностью удовлетворяет основным требованиям, предъявляемым к смазкам при холодной щтамповке.
Для испытаний выбраны исходные ооразцы диаметром Ii8,5 лгм и длиной 18,2мм. Размеры исходной заготовки выбраны в соответствии с технологией изготовления одной из распространенных деталей крепеж-а - гайки, обжатой по эллипсу, размерами Mli6x4,5. Испытания осуществляли на наиболее теплоиагружвнном переходе, включающем холодную щтамповку, с выдавливанием цилиндрического тояска. Размеры конечной заготовки приведены в таблице. В качестве материалов заготовок использовали конструкционную сталь 16ХСН, имеющую в исходном состоянии предел прочности УЬ равный, соответственно 50, 55, 60 кгс/мм и конструкциоеную сталь ЗОХГСА с (ИСХОДНЫМ пределом текучести Ой равным 65 .м. Перед выдавли1ванием осуществлялась подготовка поверхности исходных заготовок в соответствии со следующими вариантными.
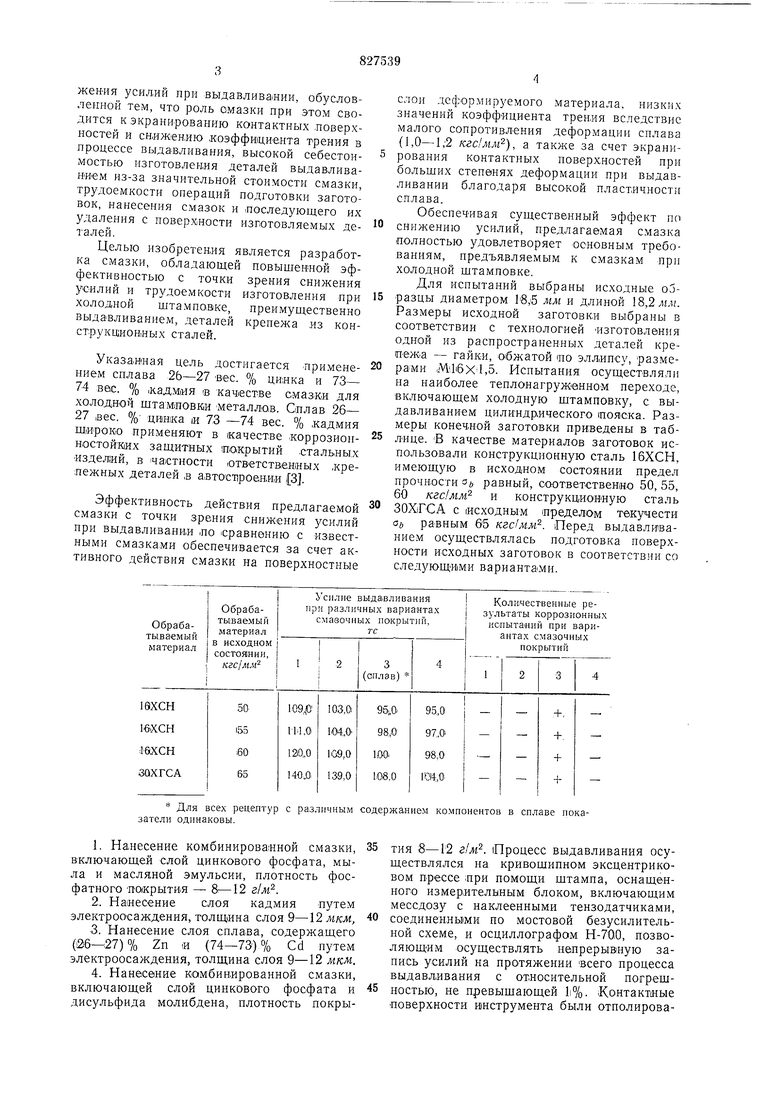
Для всех рецептур с различным содержанием компонентов в сплаве показатели одинаковы. 1.Нанесение комбинированной смазки, 35 включающей слой цинкового фосфата, мыла и масляной эмульсии, плотность фосфатного п-01Крытия - 8:-12 г1м. 2.Нанесение слоя кадмия путем электроосаждения, толщина слоя 9-12 мкм, 40 3.Нанесение слоя сплава, содержащего (26-27)% Zn и (74-73)% Cd путем электроосаждения, толщина слоя 9-12 мкм. 4.Нанесение комбинированной смазки, включающей слой цинкового фосфата и дисульфида молибдена, плотность покрытия 8-12 г/м. Процесс выдавливания осуществлялся на кривощипном эксцентриковом прессе при помощи щтампа, оснащенного измерительным блоком, включающим мессдозу с наклеенными тензодатчиками, соединенными по мостовой безусилительной схеме, и осциллографом H-70iO, позволяющим осуществлять непрерывную запись усилий на протяжении всего процесса выдавл.ивания с относительной погрещностью, не превыщающей li%. Контактные поверхности и)нструмента были отполированы и промывались ацетоном перед выдавливанием каждого образца. В таблице приведены среднестатистические значения усилий выдавливания (вычисленные по результатам десяти измерений) по различным вариантам подготовки поверхности в зависимости от предела прочности обрабатываемого материала. После выдавливания образцы испытывали на коррозионную стойкость. Коррозионную стой-кость оценивали .методом ускоренных коррозионных испытаний в камере солевого тумана при времени экспозиции 144 ч. Образцы, на поверхности которых не обнарул ено следов ржавчины после экспозищни, считаются уапешло прошедшим/и коррозионные испытания. В таблице такие образцы отмечаются знаком плюс. Появление ржавчкны говорит о неудовлетворительной стойкостш - злак минус. Сравнение усилий выдавливания при приведенных выше вариантах смазок показывает, что предложенная омазка обеспечивает минимальные значения усилий по сравнению с вариантами 1, 2, уступая лишь смазке с дисульфидом молибдена (вариант 4). Однако только пр:едлол{енная смазка обеспечивает после деформации антикоррозионную защиту поверхности изготовленных деталей вследстене сохранения .сплошности иокрытия .в процессе выдавливания. Формула изобретення Применение сплава 26-27 вес. % циНка и 7, вес. % кадмия в качестве смазки для холодной штамповки металлов. Источники информации, принятые во внимание при экспертизе: 1.ГоловиН В. А. и др. Технология холодной штамповки выдавливанием. М., «Машиностроение, 1970, с. 56-70. 2.Заявка ФРГ № 2127Э59, кл. С 10 М 7/20, опублик. 1975. 3.Информационный листок «Экономичные покрытия крепежных деталей, № 30179, БашЦНТИ.
