1
Изобретение относится к гальванотехнике, в частности к устройствам для нанесения гальванических покрытий на мелкие детали, и может быть использовано в приборостроительной и машиностроительной областях промышленности.
Известно аналогичное устройство, содержаш,ее ванну для электролита, перфорированный барабан, выполненный в виде усеченной многогранной пирамиды, привод его враш,ения и запираюш,ии элемент, выполненный в виде двух параллельных дисков с соосно расположенными отверстиями, противоположные стороны которых соединены перегородками Ij. Это устройство является наиболее близким к изобретению по технической сущности и достигаемому результату.
Однако известное устройство требует дополнительных механизмов для погружения и извлечения перфорированного барабана из ванны, кроме того, наблюдается низкая надежность механизма привода враш,ения перфорированного барабана и электрических контактов из-за нахождения их в зоне воздействия агрессивных испарений электролита.
Цель изобретения - повышение надежности и упрош,ение эксплуатации устройства.
Поставленная цель достигается тем, что предлагаемое устройство снабжено полыми опорами, на которых стационарно установлен барабан, и захватным лотком, закрепленным на внутренней стенке барабана. При этом боковая грань захватного лотка перфорирована, а ее нижняя кромка смешена относительно края отверстия полой опоры.
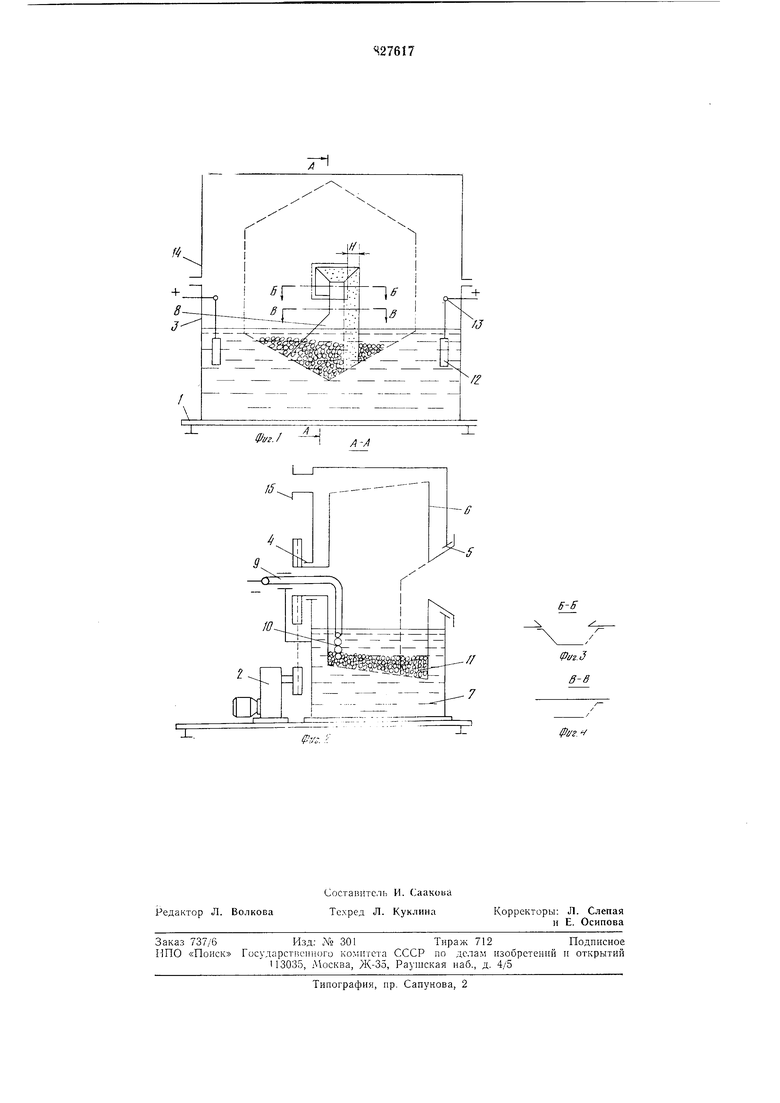
На фиг. 1 представлен обший вид устройства для нанесения гальванических покрытий на мелкие детали; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - сечение Б-Б фиг. 1; на фиг. 4 - сечение В-В фиг. 1.
На основании 1 устройства размещены привод 2 и ванна 3, в которой с помощью полых опор 4 и 5, установлен перфорированный барабан Ь, нижней частью погруженный в электролит 7. В перфорированном барабане 6 смонтирован захватный лоток 8. Катод 9 с помощью контактной цепочки 10, контактирующей с обрабатываемыми деталями 11, введен перфорированный барабап 6 через полую опору 4. Аноды 12 подвешиваются на штанги 13 с обоих сторон перфорированного барабана 6. Ванна 3 и помещенный в ней перфорированный барабан 6 сверху постоянно закрыты кожухом 14 с патрубком 15 для подсоединения к системе локальной вытяжной вентиляции.
Технологический процесс гальванопокрытия дета.тей в предлагаемом устройстве осуществляется в следующем порядке.
Перфорированный барабан 6 устанавливается в исходное положение, при котором захватный лоток 8 занимает вертикальное положение. Подлежащие обработке детали 11 засыпаются в полость перфорированного барабана 6 через полую опору 5, при этом количество деталей И должно быть таким, чтобы в дальнейшем при вращении перфорированного барабана 6 они постоянно контактировали с контактной цепочкой 10 катода 9 и были постоянно погружены в электролит 7, уровень которого устанавливается несколько ниже полых опор 4 и 5. Затем с помощью привода 2 перфорироваппому барабану 6 придается медленное вращение в направлении против часовой стрелки, при этом обрабатываемые детали, пересыпаясь в нижней части перфорированного барабана 6, все время контактируют с цепочкой 10 неподвижно установленного катода 9, и в то же время огибают наружный контур проходящего через них захватного лотка 8. На катод 9 и аноды 12 подается необходимое напряжение, и устройство работает в течение времени, установленного технологическим процессом. После заверщения процесса гальванопокрытия путем перемены фаз электродвигателя привода 2 направление вращения перфорированного барабана 6 меняется на нротивоположное.
При вращении перфорированного барабана 6 по часовой стрелке часть деталей И попадает в полость захватного лотка 8 и вместе с ним приподнимаются из электролита 7. Осиовиая часть электролита 7, захваченного вместе с деталями 11, стекает обратно в ванну 3 через мелкие отверстия в наклонной грани захватного лотка 8. По достижении захватным лотком 8 достаточно больщого угла наклона находящиеся в нем детали 11 через полую опору 5 высыпаются из перфорпроваипого барабана 6. Благодаря конусности периферийных стенок перфорированного барабана 6 все детали И постепенно перемещаются вправо под захватный лоток 8 и за несколько оборотов иерфорированного барабана 6 полностью высыпаются из устройства. С целью обесиечения более полного стекаиия электролита 7, захваченного лотком 8 вместе с деталями 11, боковая наклонная перфорированная грань лотка 8 смещена относительно отверстия полой опоры 5 на величину Я. Вредные испарения электролита 7 удаляются из-под кожуха 14 через патрубок 15, подсоединенный к локальной вы5 тяжной вентиляции, при это.м механизм привода 2, а также контакты наружного подключения электропроводки размещены вне зоны действия агрессивной среды. Предлагаемое устройство компактно, гп0 гиеничио с точки зрения требования техники безопасности и удобно в эксплуатации. Кроме того, оно дает возможность оперативного отбора образцов обрабатываемых деталей для контроля качества и толщины
5 слоя гальванопокрытия в процессе прохождения техиологического цикла. Необходимость такого контроля часто диктуется тем, что точное время технологического цикла, необходимого для получения качественного
0 слоя гальванопокрытия, установить трудно, ввиду многочисленности факторов, влияющих на ход технологического процесса (температура и концентрация электролита, изменяющиеся с течением времени, геомст5 рия, количество обрабатываемых дeтavIeй и др.).
Устройство особенно ценно при гальваиопокрытии мелких партий деталей, так как перфорированньп барабан, выполиеп0 ный в форме узкой усеченной пирамиды, создает условия дли юстоянного контакта пепочки катода с обрабатываемыми деталями.
Формула изобретения
1.Устройство для наиесепия гальванических иокрытий на мелкие детали, содержащее ванну д;1я электролита, перфорированный барабан, вьишлиспны в виде усечсп0 пой многограииой пирамиды, и привод его вращения, отличающееся тс.м, что, с 11,сл1)Ю повышения падежностн и у11рощс П1я эксп;1уатацин устройства, опо снабжено полыми опорами, па которых cTciniiOriapno
5 установлен барабан, и захват1))1.1 ;IOTKOM, закреплеппым па В11утрсп11сй степке барабаиа.
2.Устройство по и. 1, отличающееся тем, что боковая грань захватного .чотка
0 перфорирована, а ее нижняя кро.мка смещена относительно края отверстия полой опоры.
Псточники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 594215, кл. С 25D 17/20, 1976.
1
Фаг./ -
ff
(риг.З В-в
/Рг/г.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая барабанная установка | 1979 |
|
SU935545A1 |
| Устройство для химико-гальванической обработки деталей | 1979 |
|
SU939600A1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 1991 |
|
RU2015210C1 |
| Колокольная ванна | 1978 |
|
SU775191A1 |
| Безосный барабан для нанесения гальванических покрытий | 1981 |
|
SU1013518A1 |
| Установка для гальванической и химической обработки изделий | 1989 |
|
SU1794114A3 |
| Колокольная ванна для нанесения гальванических покрытий на детали. | 2023 |
|
RU2815692C1 |
| Устройство для гальванообработки мелких деталей | 1980 |
|
SU931819A1 |
| Устройство для нанесения гальванических покрытий на мелкие детали | 1985 |
|
SU1305201A2 |
| Устройство для локального гальванопокрытия | 1988 |
|
SU1507876A2 |