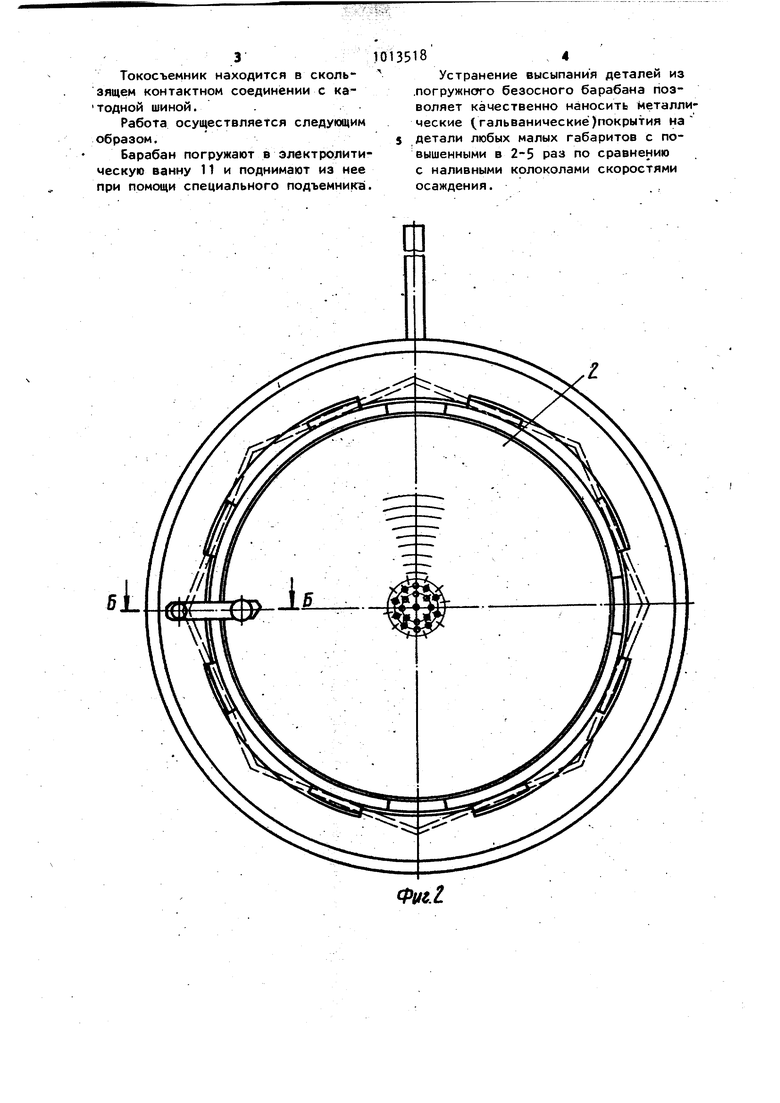
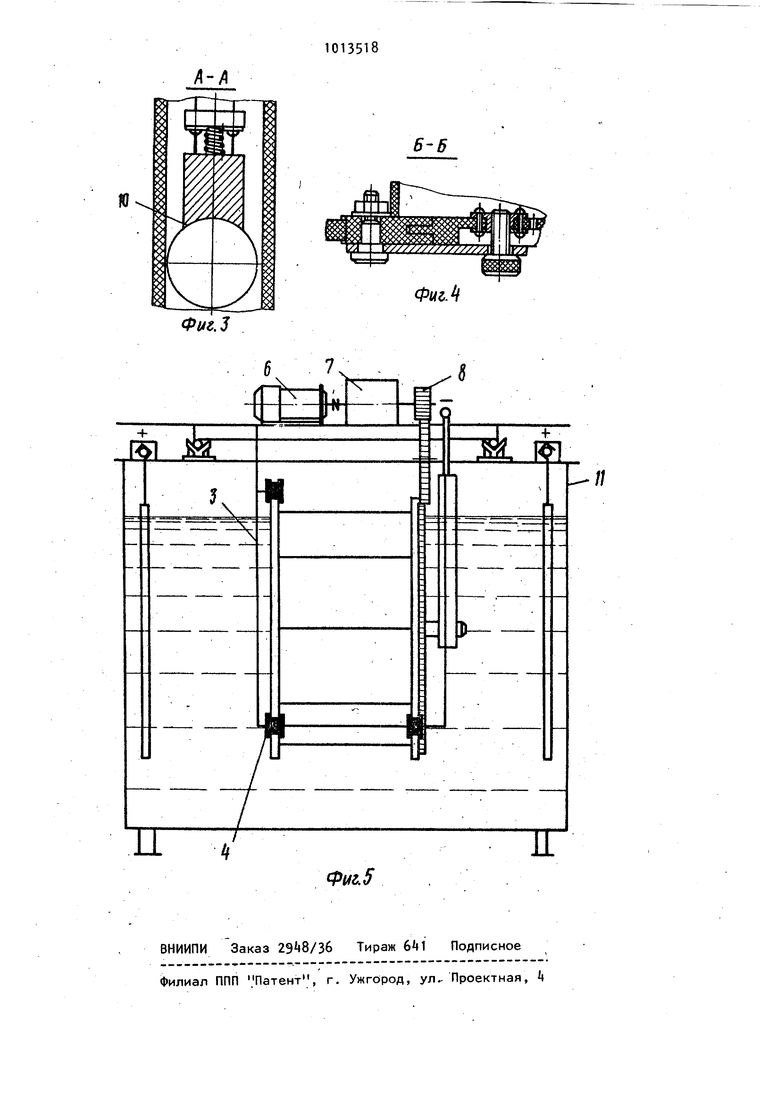
1 Изобретение относится к нанесени гальванических покрытий для защиты от коррозии и старения, а более конкретно к устрой.ству погружных безосных барабановi предназначенных для нанесения гальванических покрытий на детали любых малых габаритов Известен барабан для обработки мелких деталей, выполненный в виде беличьей клетки из металла, обтяну той стеклотканью Однако это устройство не позволя ет качественно наносить покрытия на все детали малых габаритов, например на иглы швейные, так как они прокалывая стеклоткань, высыпаются из камеры. Кроме этого, стеклоткань создает значительное электрическое сопротив ление при прохождении -через капилля ры заполненные электролитом постоян ного тока, что значительно ограни-, чивает максимальную плотность тока при гальванопокрытии деталей. Наиболееблизким к изобретению является безосный барабан для гальванической обработки мелких издеЛИИ, выполненный в виде многогранНОИ призмы с катодно-контактным устройством, причем барабан выполне с перфорацией, расположенной на торцевых и боковых стенках 2. Погружные барабаны такого типа не позволяют наносить гальванически покрытия на детали малых габаритов, размеры которых менее размеров отверстий перфорации, например на игл швейные, так как детали высыпаются из камеры. Практически не делают отверстия перфорации диаметром менее 3 мм, та как отверстия малого диаметра создают значительное электрическое сопротивление при прохождении через столбик электролита постоянного тока, вследствие чего снижается ско рость осаждения металла, что отрица тельно сказывается На производительности процесса и качестве обработки. Цель изобретения - повышение качества покрытия и производительности за счет увеличения скорости осаждения металла. Поставленная цел достигается тем, что в безосном барабане для нанесения гальванических покрытий, содержащем рабочую камеру, выполнен ную в виде перфорированного много18гранника и катодно-контактного устройства, перфорация расположена на центральной части торцевых стенок рабочей камеры. Диаметр отверстий перфорации принят значительно больше габарит- ных размеров обрабатываемых деталей (диаметр выполняется практически более 8 м}, вследствие чего обеспечивается интенсивный обмен электролитом в барабане, малое переходное электрическое сопротивление при прохождении через столбик электролита постоянного тока и в итоге повышение скорости осаждения металла . Для стока электролита при подъеме барабана из ванны на боковых стенках предусмотрены лабиринтные отверстия. Таким образом, указанная конструкция объединяет в себе положительные свойства колоколов наливного типа (возможность нанесения металлических покрытий на детали любых малых габаритов/ с положительными свойствами погружных барабанов 1, возможность проведения технологического процесса с повышенной скоростью осаждения металла. На фиг.1 представлен барабан, общий вид; на фиг. 2 - барабан вид сбоку; на фиг. 3 - сечение А-А на фиг.1; на фиг. k - сечение Б-6 на фиг.2; на фиг. 5 - расположение барабана в электролитической ванне. Безосный барабан состоит из корпуса Д с крышкой 2 в торцевой части. Барабан вращается вокруг собственной оси и поддерживается-на раме 3 при помощи двух пар расположенных друг против друга роликов k. На щеки 5 барабана надеты резиновые ободки, которые входят в пазы роликов, что устраняет сползание барабана по оси вращения. Вращение барабана осуществляется приводом расположенным на раме и состоящим из электродвигателя 6, редуктора 7 и шестеренчатой передачи 8. Катодно-koHTaKTHoe устройство 9 состоит из токосъемника 10, жестко соединенного с корпусом, неподвижных i контактных элементов, расположенных на внутренних стенках корпуса и соединенных токоподводящим кабеем с токосъемником.
Токосъемник находится в скользящем контактном соединении с кагодной шиной. . .
Работа осуществляется следующим образом.
Барабан погружают в электролити ческую ванну 11 и поднимают из нее при помощи специального подъемника
V0135184
Устранение высыпания деталей из .погружнсгго безосного барабана позволяет качественно наносить металлические (гальванические)покрытия на $ детали любых малых габаритов с повышенными в 2-5 раз по сравнению с наливными колоколами скоростями осаждения.
Фиг2
ю
5-6
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Барабан для обработки мелких изделий | 1991 |
|
SU1836499A3 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| Барабан для обработки мелких изделий | 1984 |
|
SU1217934A1 |
| Установка для гальванических покрытий порошков магнитных материалов | 1981 |
|
SU1039986A1 |
| ЛИНИЯ НАНЕСЕНИЯ ГАЛЬВАНОХИМИЧЕСКИХ ПОКРЫТИЙ НА МЕЛКИЕ ДЕТАЛИ | 2013 |
|
RU2552806C2 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 1991 |
|
RU2015210C1 |
| Устройство для химико-гальванической обработки деталей | 1979 |
|
SU939600A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА МЕЛКИЕ ДЕТАЛИ | 1990 |
|
RU2016921C1 |
| Устройство для нанесения гальванических покрытий | 1972 |
|
SU537634A3 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2006 |
|
RU2327249C1 |
БЕЗОСНЫЙ БАРАБАН ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ, содержащий рабочую камеру, выполненную в виде перфорированного многогранника и катодно-контактное устройство. отличающийся тем,что, с целью повышения качества покрытия и производительности за смет увеличения скорости осан дения металла, перфорация расположена на центральной части торцевых стенок рабочей камеры. S ОО ел 00 Фаг.1
6 7,
3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для нанесения гальванических покрытий на мелкие детали | 1976 |
|
SU583211A2 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| ,2 | |||
| Авторское свидетельство СССР № , кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Ярове focmiopa | |||
