1
Изобретение относится к транспортировке деталей и может быть использовано для групповой ориентированной загрузки стержневых деталей, таких, например, как контакты разъемов, имеющих на конце лыску, в технологические пакеты.
При сборке разъемов необходимо загружать контакты непосредственно в технологические пакеты, причем лысками вниз. В этих технологических пакетах происходит дальнейшая сборка разъемов.
Известно устройство для групповой загрузки деталей в кассету, ориентатор которого выполнен в виде штифтового ловителя с ориентируюшими выступами 1.
Недостатком такого ориентатора является вероятностный характер загрузки, т. е. пассивный характер ориентации. Кроме этого, его нельзя использовать для загрузки непосредственно в технологические пакеты.
Известно устройство для ориентации стержневых деталей, содержащее основание с отверстиями для западания стержневых деталей и направляющие {2.
Недостатком известного устройства является то, что детали, у которых смещение центра тяжести не определено (,1), ориентировать этим устройством невозможно. Кроме этого, детали с лыской будут загружаться в кассету гладким концом лыской вверх, так как центр тяжести смещен к гладкому концу. А в технологических пакетах детали должны находиться лыской
вниз. Для того, чтобы перегрузить детали лыской вниз, необходимо затратить дополнительное время, что снижает производительность. Цель изобретения - повышение производительности ориентированной загрузки - достигается тем, что в устройстве для ориентации стрежневых деталей, преимущественно с лыской на конце, содержащем основание с отверстиями для западания
стержневых деталей, и направляющие, каждая из направляющих выполнена в виде планки с фасками на боковых и торцовых поверхностях и расположена на основании между отверстиями для западания стерл невых деталей. Кроме того, отверстие для западания стержневых деталей выполнено по форме стержневой детали.
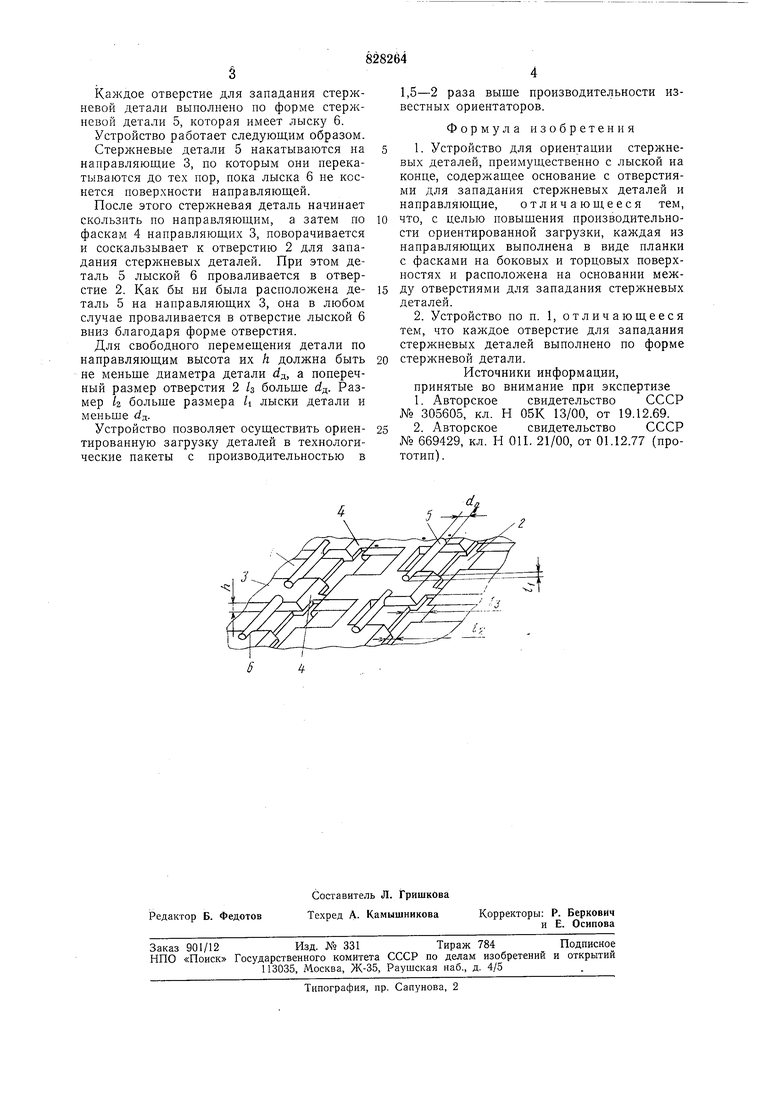
На чертеже изображен общий вид устройства для ориентации стержневых деталей.
В основании 1 выполнены отверстия 2 для западания стержневых деталей. Ня основании расположены направляющие 3 в виде планки с фасками 4 на боковых и
торцовых поверхностях. Каждое отверстие для западания стержневой детали выполнено но форме стержневой детали 5, которая имеет лыску 6. Устройство работает следующим образом. Стержневые детали 5 накатываются на направляющие 3, по которым они перекатываются до тех пор, пока лыска 6 не коснется поверхности направляющей. После этого стержневая деталь начинает скользить по направляющим, а затем по фаскам 4 направляющих 3, поворачивается и соскальзывает к отверстию 2 для западания стержневых деталей. При этом деталь 5 лыской 6 проваливается в отверстие 2. Как бы ни была расположена деталь 5 на направляющих 3, она в любом случае проваливается в отверстие лыской 6 вниз благодаря форме отверстия. Для свободного перемещения детали по направляющим высота их h должна быть не меньще диаметра детали д, а поперечный размер отверстия 2 /з больше йд. Размер /2 больше размера /i лыски детали и меньше d. Устройство позволяет осуществить ориентированную загрузку деталей в технологические пакеты с производительностью в 1,5-2 раза выше производительности известных ориентаторов. Формула изобретения 1. Устройство для ориентации стержневых деталей, преимущественно с лыской на конце, содержащее основание с отверстиями для западания стержневых деталей и направляющие, отличающееся тем, что, с целью повышения производительности ориентированной загрузки, каждая из направляющих выполнена в виде планки с фасками на боковых и торцовых поверхностях и расположена на основании межДУ отверстиями для западания стержневых деталей. 2. Устройство по п. 1, отличающееся тем, что каждое отверстие для западания стержневых деталей выполнено по форме стержневой детали. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 305605, кл. Н 05К 13/00, от 19.12.69. 2. Авторское свидетельство СССР № 669429, кл. Н OIL 21/00, от 01.12.77 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой загрузки стержневых деталей | 1977 |
|
SU669429A1 |
| Устройство для групповой загрузки деталей | 1980 |
|
SU897469A1 |
| Устройство для групповой загрузки деталей | 1978 |
|
SU753595A1 |
| Устройство для групповой загрузки деталей | 1973 |
|
SU450698A2 |
| Устройство для групповой загрузки деталей | 1973 |
|
SU450699A1 |
| Устройство для сборки и контактной сварки деталей | 1978 |
|
SU770696A1 |
| Устройство для загрузки плоскихВыВОдОВ B КАССЕТы | 1978 |
|
SU801142A1 |
| Устройство для ориентации и загрузки контактов в гнезде колодки соединителя | 1978 |
|
SU748601A1 |
| Устройство для ориентированнойуКлАдКи дЕТАлЕй | 1979 |
|
SU841905A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
