(54) УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ УКЛАДКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации и загрузки деталей в гнезда кассеты | 1987 |
|
SU1436158A1 |
| Устройство для ориентированной укладкиСТЕРжНЕОбРАзНыХ дЕТАлЕйС гОлОВКОй | 1979 |
|
SU839870A1 |
| Устройство для групповой запрессовки контактов в колодки разъемов | 1977 |
|
SU750620A1 |
| Устройство для сборки и контактной сварки деталей | 1978 |
|
SU770696A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Устройство для ориентированнойзАгРузКи дЕТАлЕй | 1979 |
|
SU806358A1 |
| Устройство для групповой сборки деталей | 1978 |
|
SU751564A1 |
| Устройство группового ориентирования деталей | 1977 |
|
SU765907A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Агрегат для составления комплектов рельсовых подкладок с костылями для звеньев железнодорожного пути | 1955 |
|
SU115958A1 |
Изобретение относится к автоматизации технологических процессов ма шиностроении и приборостроении. Известно устройство для ориентации цилиндрических деталей с торцовой проточкой, содержащее транспорте и нож для ориентации фиксации деталей D В данном устройстве ориентация де талей осуществляется поочередно, что существенно снижает производительность. Известно устройство для ориентированной укладки в кассеты цилиндрических деталей со шлицем на торце, содержащее вибростол, на котором ус тановлена кассета с гнездами и много канальный лоток с ориентирующими эле ментами Недостатком устройства является. TO что ориентирование деталей, осуществляемое путем их вращения за счет вибрации затруднительно, так как сте ки лотков препятствуют этому вращению и вызывают торможение деталей, что снижает интенсификацию ориентирования, т.е. производительность. Цель изобретения - повышение производительности. Дпя достижения поставленной цели . рибростол выполнен в виде многоканальной кассеты, составленной из двух секций, каждая из которых имеет ряд жестко закрепленньрс параллельных планок и пластин, на которых установлены ориентирующие элементы в гнездах, при этом последние составлены из двух половин, одна из которых выполнена в цланке одной секции, а вторая - в другой секции, причем каждое гнездо выполнено со cKocaiMH в плоскости, поперечной направлению движения деталей. Планки секций выполнены из материалов с различным коэффициентом трения . При этом каждая секция имеет инди-. видуальный вибратор, присоединенный к источнику энергии со сдвигом по Лазе.
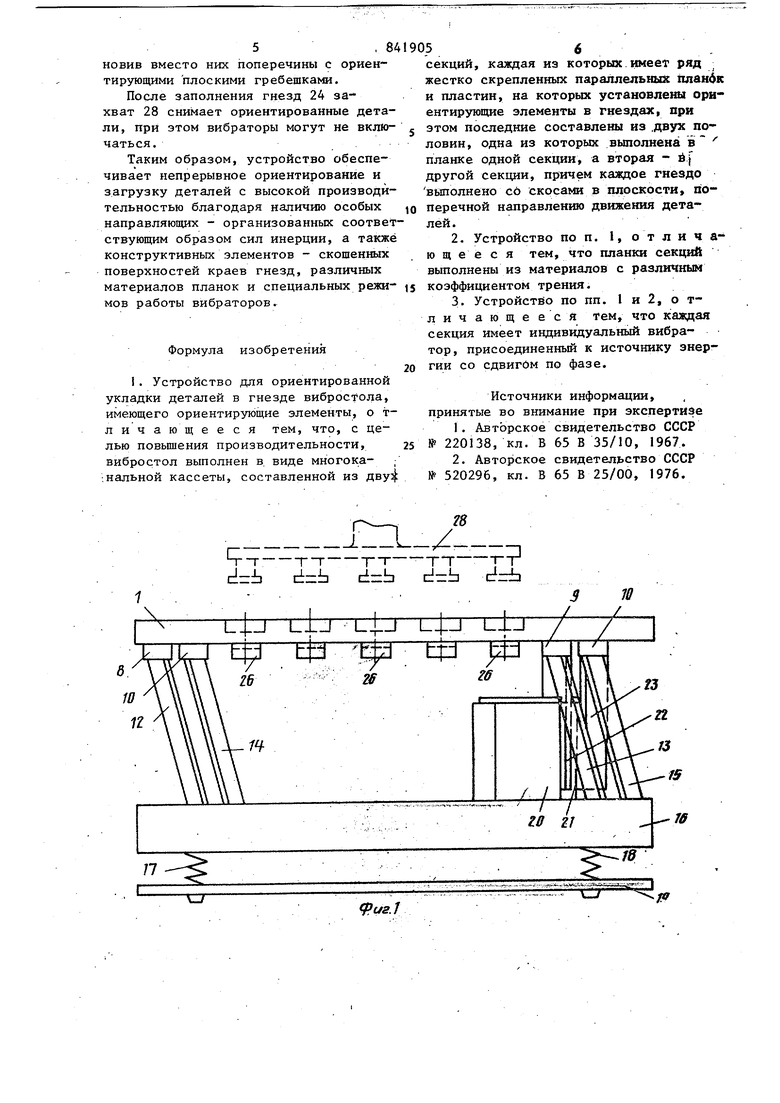
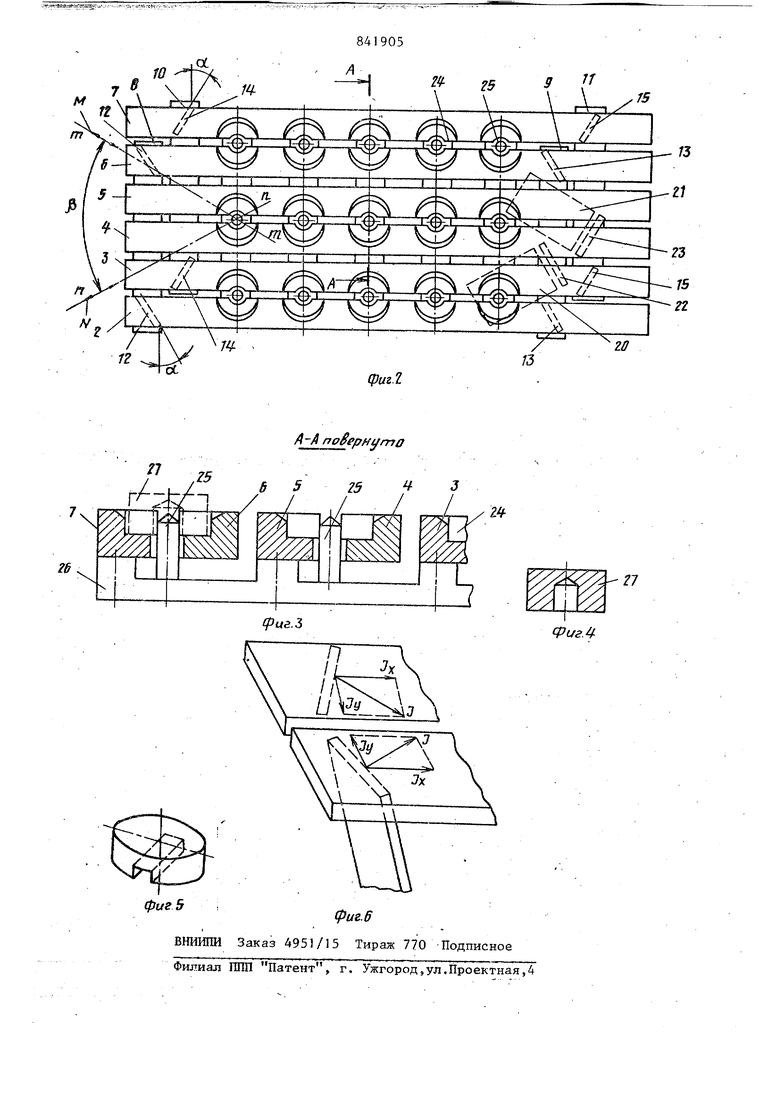
3 На фиг. 1 и 2 схематично изображено устройство; на фиг, 3 - сечение А-А на фиг. 2; на фиг. 4 и 5 - ориентируемые детали; на фиг. б - схема действия сил на каждой из планок многоканального лотка. Устройство содержит многоканальный лоток 1, образованный планками 2-7. Планки 2, 4 и 6 закреплены на брусках 8 и 9, а планки 3, 5 и 7 - на брусках 10 и П. Таким образом планки 2-7 объединены в две секции многоканальной кассеты. Каждая секция уста новлена на пружинах-подвесках J2-I5, (Закрепленных на плите 16, которая в свою очередь расположена на амортиз ционных пружинах 17 и 18 основания 19 Пружинные подвески развернуты относительно плоскости планок каждой секции под углом oi, , а по отношению к подвес кам противоположной секции - навстречу друг другу (фиг. 2, 6). На плите I6 установлены вибраторы 20 и 21 для привода каждой секции, якоря которых, соответственно, 22 . и 23 закреплены на брусках 9 и 11 соответствующих секций (на фиг. 2 вибраторы 20 и 2I с якорями 22 и 23 показаны пунктиром . Каждые две соседние планки образуют каналы многоканальной кассеты, в которых вьтолнены гнезда 24 (в виде. углублений в каждой планке), а между планками в гнездах 24 размещены ориентирующие органы 25, например щтыри, установленные на сменных пластинах 26, присоединенных к планкам толь ко одной секции. Гнезда в планках выполнены со скосом в плоскости, перпендикулярной направлению движения деталей, причем сами планки одной секции выполнены из материала, отличного от материала пла нок другой секции. Вибраторы секций присоединены к источнику энергии так, что возбуждени секций осуществляется со сдвигом по фазе. Для съема ориентированных деталей 27 из гнезд многоканального лотка кассеты предусмотрен, например, групповой пневматический захват 28. Устройство работает следующим обраа.ом. Включают вибраторы 20 и 21, затем подают детали 27, например, из питате ля (не показан непрерывным потоком на площадку слева многоканальной кас841905сеты. Под действием сил инерции детали перемещаются по планкам 2-7 вправо, причем действие сип инерции за счет установки пружинных подвесок 12-15 с разворотом под углом d, и навстречу друг другу обеспечивает направленное перемещение деталей 27 только вдоль щелимежду планками с гнездами 24 и штырями 25. Детали 27 при перемещении на планках 2-7 могут два устойчивых различимых положения - отверстием вниз либо отверстием вверх. Благодаря установке пр5 жинных подвесок 12-15 на секциях противоположно друг другу и с разворотами под углом cL одна секция, образованная планка- ми 2, 4 и 6 колеблется вдоль линии (по стрелкам N), другая секция, образованная планками 3, 5 и 7, колеблется вдоль линии (по стрелкам М). В связи с этим результирующие сил инерции I перемещают детали вдоль каналов (щелей) с гнездами, образованньши между планками 2 и 3, 4 и 5, 6 и 7. . Если детали движутся в положении отверстием вниз (фиг. 3 и 4), то они попадают в гнезда 24 и нанизываются на штыри 25 (фиг.З). Если детали движутся по планкам в противоположном положении (отверстием вверх), то они в гнезда 24 не западают, так как этому мешают штыри 25, и проходят дальше вправо, скатываясь в приемную тару (не показана). , В гнездах, где уже есть детали, последние выступают над плоскостью гнезда и планок,т.е. над плоскостью кассеты.Движущиеся следом детали спотыкаются о детали,находящиеся в гнездах, и начинают обходить их. Но как только они обходят эти детали, действием сил инерции направляются к щели-каналу и входят в свободные гнезда.. Вследствие различного материала пар планок 2иЗ, 4и5, 6и7, а также работы секций со сдвигом по фазе от вибраторов 20 и 21, различных ко-, эффициентов трения меящу планками и деталями обеспечивается вращение деталей 27 в процессе их поступательного перемещения. Благодаря этому возможно ориентирование другого типа деталей, например деталей со шлицем на торце (фиг 5), для чего нужно изменить ориентирующие органы 25, установив вместо них поперечины с ориентирующими плоскими гребешками. После заполнения гнезд 24 захват 28 снимает ориентированные детали, при этом вибраторы могут не включаться.. Таким образом, устройство обеспечивает непрерывное ориентирование и загрузку деталей с высокой производительностью благодаря наличию особых направляющих - организованных соответ ствующим образом сил инерции, а также конструктивных элементов - скошенных поверхностей краев гнезд, различных материалов планок и специальных режимов работы вибраторов. Формула изобретения 1. Устройство для ориентированной укладки деталей в гнезде вибростода, имеющего ориентирующие элементы, о тличающееся тем, что, с целью повышения производительности, вибростол выполнен в. виде многока- ; Анальной кассеты, составленной из двуз
Г -- - - -- -- LL 1 - . - - .
4-тг т1-I- -гт--I-г
п1-Ь cinb d-b d-Ь dii секций, каждая из которых имеет ряд жестко скрепленных параллельнызс планбк и пластин, на которых установлены ориентирующие элементы в гнездах, при этом последние составлены из .двух половин, одна из которых выполнена з планке одной секции, а вторая - й| другой секции, причем каждое гнездо вьшолнено со скосами в плоскости, поперечной направлению движения дета лей. 2. Устройство по п. I, отличающееся тем, что планки секций выполнены из материалов с различным коэффициентом трения. 3- Устройство по пп. 1 и 2, о тлич ающе еся тем, что каждая секция имеет индивидуальный вибратор, присоединенный к источнику энергии со сдвигом по фазе. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 220138, кл. В 65 В 35/10, 1967. 2.Авторское свидетельство СССР № 520296, кл. В 65 В 25/00, 1976.
X
Titr
/7
W
У
LiJ LiT
/ /
J8
1
us.J
