.08:39-2940-37|43 -Зз|37-31| 44-40
Мрамор
№ 82870- 2 -
-f Химический состав наплавленного металла при применении предлагаемый ббмазок следующий:
i С 0,1+0,13; Мп б,5-7; Ni 12-13; ,5-20; ,1+следы, P4Q;028; 5 0,02.
Механические свойства наплавленного металла: ;Временное сопротивление разрыву...56-62 кгс/мм ;
Относительное удлинение... 30-ь52%; Ударная вязкость 15-ь19 кгсм/см.
Предмет изобретения
1.Обмазка для электродов из аустенитной стали, растворенная на жидком стекле и содержащая плавиковый щпат, поташ, мрамор и ферросплавы, отличающаяся тем, что она содержит 31-44 вес ч мрамора, 23-31 вес ч плавикового щпата, 6-10 вес ч ферротитана, 5 вес ч поташа, а также металлический марганец или ферромарганец и по мере необходимости никель.
2.Обмазка по п. 1, для электродов из сталей Х18Н9Т, Х25Н15, Х25Н20 и ЭИ464, отличающаяся тем, что содержание в ней металлического марганца или ферромарганца устанавливают в пределах 18-28 вес ч.
3.Обмазка по п. 1 для электродов из сталей ЭИ459 и ЭИ483, отличающаяся тем, что содержание марганца или ферромарганца в ней составляет 4-6 вес ч, а никеля 8-10 вес ч.
4.Обмазка по пп. 1 и 2 для электродов из стали марки Х18Н9Т, отличающаяся тем, что она содержит 5--8 вес. ч. никеля.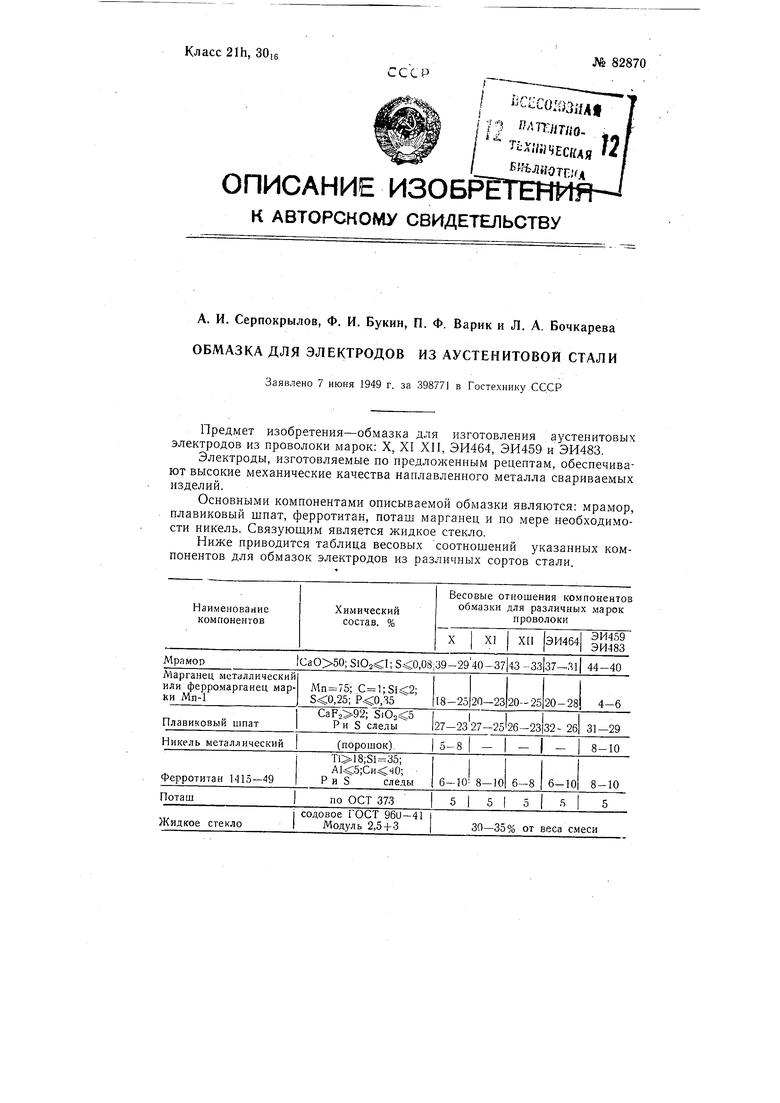
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения сплава большой твердости и высоких режущих свойств | 1949 |
|
SU78948A1 |
| Состав электродного покрытия | 1981 |
|
SU996049A1 |
| Обмазка для сварочных электродов | 1940 |
|
SU65424A1 |
| Электрод для сварки | 1988 |
|
SU1586886A1 |
| СОСТАВ ПОКРЫТИЯ ЭЛЕКТРОДОВ | 1999 |
|
RU2155656C1 |
| Электрод для сварки никеля | 1958 |
|
SU118923A1 |
| Электрод для сварки коррозионно-стойких сталей | 1989 |
|
SU1633662A1 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2069136C1 |
| Электрод для сварки | 1990 |
|
SU1731551A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ДУПЛЕКСНЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2010 |
|
RU2428290C1 |
