Известные головки для электродуговой сварки заклепочных швов с применением ползунов и заклинивающих устройств для обратно поступательного движения проволоки имеют несовершенную механическую конструкцию и не обеспечивают двухстороннего движения электрода.
В предлагаемой головке эти недостатки устранены благодаря тому, что ползуны со своими собачками установлены симметрично но длине проволоки таким образом, что при 11сремеш,ении верхнего ползуна проволока подается вниз для замыкания цепи, а при перемещении нижнего вверх для разрыва дуги.
Кроме того, в предлагаемой головке применен электромагнитный привод, обеспечивающий механизацию ее работы.
На фиг. 1 приведен эскиз предлагаемой головки; на фиг. 2 - ее принципиальная электрическая схема.
Основными элементами головки являются ползуны А и .6, установленные симметрично по длине проволоки. Оба ползуна снабжены сЬрикционными собачками / с гладкой или насеченной поверхностью. Фрикционная собачка 1 сидит на оси 2 и пружиной 3 прижимается к электродной проволоке В.
Для того, чтобы устранить взаимное влияние ползунов А и Б, фрикционная собачка / упирается в регулируемый упор 4 который закреплен на несущей части головки - пистолета.
Электрод С перед началом сварки упирается в сваривае.мые детали 7.
Флюс вокруг электрода ограничен кольцом 6. Бункер 8 для флюса и дозировщик Р флюса применяются обычпой конструкции. Пунктиром показано положение дозирующего приспособления в момент подачи флюса к электроду С и свариваемым деталям 7. Стрелками показаны рабочие движения ползунов А и В.
Под действием приводного механизма ползун Л передвигается вниз по стрелке, вследствие чего ось 2, вместе с ползуном, опускается вниз и упор 4 перестает препятствовать пружине 3 поворачивать фрикционную собачку 1. Последняя, поворачиваясь, заклинивает электрод
№ 82872- 2 В и его. вниз до тех пор, пока не будет обеспечен его контакт со свариваемыми деталями 7.
После подачи электрода ползун А возврандается в исходное положение и фрикционная собачка 1 под воздействием упора 4 освобождает электрод.
После этого, под воздействием приводного механизма передвигается дозирующее устройство 9 в положение, показанное пунктиром, и порция флюса подается к месту сварки.
Затем приводится в движение нолзун Б по направлению, указанному стрелкой, и увлекает электрод В вверх, производя отрыв его от изделий и зажигание дуги.
После окончания сварки головка переносится или механически подается на новое место сварки, и процесс повторяется снова.
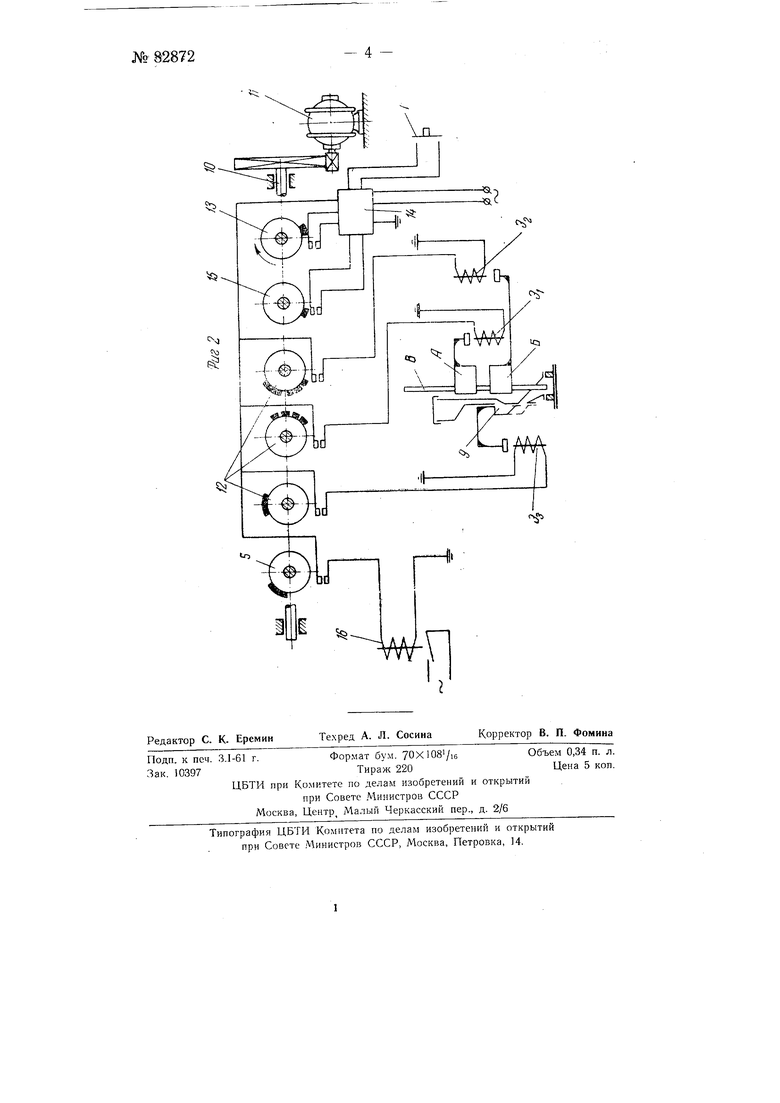
В качестве приводного устройства могут применяться общеизвестные механические устройства или же специальный электромагнитный привод (фиг. 2).
Электромагнитный привод снабжен тремя электромагнитами: Э, Э н Эз. Электромагнит Э, через соответствующую тягу связан с ползуном А подачи электрода вниз, электромагнит 2 связан с ползуном В отрыва электрода и подачи его вверх, электромагнит Эз связан с дозирующим устройством 9.
При подаче соответствующих импульсов тока в цепи электромагнитов можно осуществить все указанные операции процесса электродуговой сварки заклепочных UIBOB.
Импульсы электрического тока подаются с помощью вращающего коммутатора, управляемого кулачковым устройством. Па общий распределительный вал 10 коммутатора, приводимый в движение синхронным электродвигателем //, насажен ряд кулачков.
Кулачки 12, 13, 15 и 5 установлены таким образом, чтобы включение и выключение прерывателей происходило в моменты перехода кривой переменного тока через нуль. Этим достигается уменьшение искрения и обгорания контактов.
Кулачок 13 управляет реле 14 с блокировкой, срабатывающим при нажатии кнопки включения Г. Разблокирование реле в конце процесса происходит от кулачка 15 с соответствующим прерывателем.
Таким образом, после нажатия кнопки, управляющее устройство не срабатывает до тех пор, пока в начале цикла не включится реле 14. После включения реле подается ток на кулачковый коммутатор.
Сварочный ток на дугу включается через контактор 16 посредством кулачка 5.
Предмет изобретения
1.Головка для электродуговой сварки заклепочных швов под слоем флюса с применением ползунов и заклинивающих устройств для обратно поступательного движения проволоки, отличающаяся тем, что нолзуны со своими собачками установлены симметрично по длине проволоки, таким образом, чтобы при перемещении верхнего ползуна проволока подавалась бы вниз для замыкания цепи, а при перемещении нижнего вверх для разрыва дуги.
2.В головке по п. 1 - применение электромагнитного привода.
3.В головке по пп. 1 н 2 - применение вращающегося коммутатора, состоящего из кулачков, насаженных на общий вал, вращаемый синхронным электродвигателем и неподвижных контактов, включающих управляющие электромагниты:
8