I
Изобретение относится к механической обработке, главным образом металлов, и может найти применение при строгании, фрезеровании, шлифойании и других процессах резания, а также для контроля обработанных изделий.
Известен способ перемещения рабочего органа станка за счет кинетической энергии, накопленной им в процессе, когда он подключен к приводу, и ведения обработки при разомкнутой кинематической цепи СОНедостатком указанного способа является ограничение возможности перемещения рабочего органа.
Цель изобретения - расширение возможности перемещения рабочего органа и упрощение, привода.
Поставленная цель достигается тем, что в начале рабочего хода ползун толкают приводом, отсоединяющимся от ползуна за счет ограничения Хода привода, а в конце рабочего хода ползун тормозят, преобразуя его кинетическую
энергию в потенциальную и используя ее для хода ползуна в обратном направлении, причем запас кинетической энергии ползуна пополняют за время рабочего процесса за счет энергии привода вращающегося инструмента, поддерживая рабочую скорость перемещения ползуя путем управления режимами рабочего процесса.
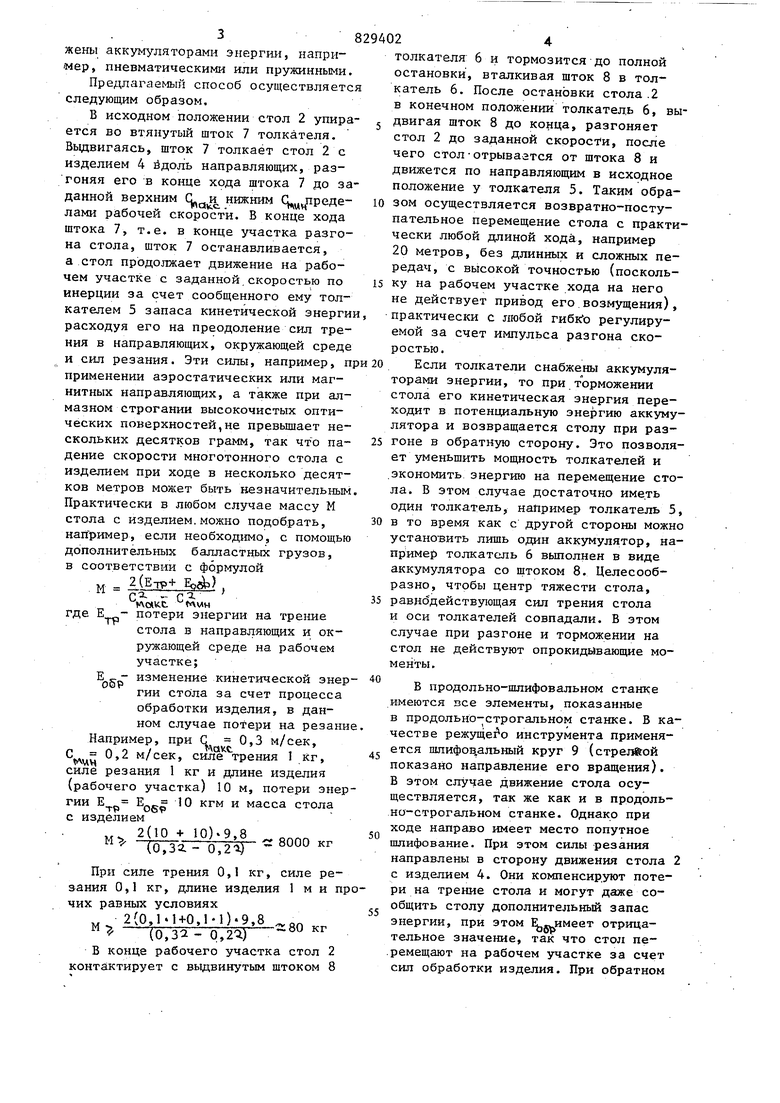
На . показана схема привода стола прецизионного продольно-строгального станка; на фиг. 2 - схема привода стола продольно-шлифовального станка.
На станине 1 прехщзионного продольно-строгального станка в направляющих, например аэростатических, расположен стол 2, несущий обрабатываемое резцом 3 изделие 4. На станине установлены толкатели 5 и 6 стола 2, выполHeHiftie, например, в виде гидро-, пневмоцштиндров или винтовых передач с электроприводом, снабженных щтоками 7 и 8. Толкатели могут быть снабжены аккумуляторами энергии, например, пневматическими или пружинными. Предлагаемый способ осуществляетс следующим образом. В исходном положении стол 2 упира ется во втянутый шток 7 толкателя. Вьщвигаясь, шток 7 толкает стол 2с изделием 4 йдоль направляющих, разгоняя его в конце хода штока 7 до за данной верхним С и НИЖНИМ С ределами рабочей скорости. В конце хода штока 7, т.е. в конце участка разгона стола, шток 7 останавливается, а стол продолжает движение на рабочем участке с заданной.скоростью по инерции за счет сообщенного ему толкателем 5 запаса кинетической энерги расходуя его на преодоление сил трения в направляющих, окружающей сред и сил резания. Эти силы, например, п применении аэростатических или магнитных направляющих, а также при ал мазном строгании высокочистых оптических поверхностей,не превышает не скольких десятков грамм, так что па дение скорости многотонного стола с изделием при ходе в несколько десят ков метров может быть незначительны Практически в любом случае массу М стола с изделием.можно подобрать, нап ример, если необходимо, с помощь дополнительных балластных грузов, в соответствии с формулой М - 2 (Е-грн- ЕЬаЬ) . 1 . ;..; р о; .t MWH где Е - потери энергии на трение стола в направляющих и окружающей среде на рабочем участке; Е - изменение кинетической эне о&Р гии стола за счет процесса обработки изделия, в данном случае потери на резан Например, при С 0,3 м/сек, С 0,2 м/сек, силе трения 1 кг, VVA4. силе резания 1 кг и длине изделия (рабочего участка) 10 м, потери эне 10 кгм и масса стола гии Eog с изделием 10)9,8 М 200 СГ 8000 кг (ОТЗа. - 0,2 При силе трения 0,1 кг, силе резания 0,1 кг, длине изделия 1 м и п чих равных условиях к, 2{OJl+0,l-l)-9,8 оп ,.„ (0,32- 0,2) В конце рабочего участка стол 2 контактирует с вьщвинутым штоком 8 толкателя 6 и тормозится до полной остановки, вталкивая шток 8 в толкатель 6. После остановки стола .2 в конечном положении толкатель 6, выдвигая шток 8 до конца, разгоняет стол 2 до заданной скорости, после чего столотрывается от штока 8 и движется по направляющим в исходное положение у толкателя 5. Таким образом осуществляется возвратно-поступательное перемещение стола с практически любой длиной хода, например 20 метров, без длинных и сложных передач, с высокой точностью (поскольку на рабочем участке хода на него не действует привод его.возмущения), практически с любой гибко регулируемой за счет импульса разгона скоростью. Если толкатели снабжены аккумуляторами энергии, то при торможении стола его кинетическая энергия переходит в потенциальную энергию аккумулятора и возвращается столу при разгоне в обратную сторону. Это позволяет уменьшить мощность толкателей и .экономить энергию на перемещение стола. В этом случае достаточно име.ть один толкатель, например толкатель 5, в то время как с другой стороны можно установить лишь один аккумулятор, например толкатель 6 вьшолнен в виде аккумулятора со щтоком 8. Целесообразно, чтобы центр тяжести стола, равнодействующая сил трения стола и оси толкателей совпадали. В этом случае при разгоне и торможении на стол не действуют опрокидывающие моменты. Б Продольно-шлифовальном станке имеются see элементы, показанные в продольно-строгальном станке. В качестве режущег о инструмента применяется шлифов альный круг 9 (стрелйой показано направление его вращения). В этом случае движение стола осуществляется, так же как и в продольно-строгальном станке. Однако при ходе направо имеет место попутное шлифование. При этом силы резания направлены в сторону движения стола 2 с изделием 4. Они компенсир.уют потери на трение стола и могут даже сообщить столу дополнительный запас энергии, при этом имеет отрицательное значение, так что стол пе.ремещают на рабочем участке за счет сил обработки изделия. При обратном 3 ходе стола налево за счет полученно запаса энергии шлифовальный круг отводят. Это расширяет возможности предлагаемого способа, так как позво ляет осуществлять его при значительных силах резания и трения. При обработке несколькими вращающимися инструментами (фрезами или шлифовальными кругами) можно так подобрать направления обработки, ско рости вращения инструментов, другие режимы резания и сопротивления на трение стола и управлять ими так, что на рабочем участке движения стол можно обеспечить любую требуемую ско ррсть его движения за счет сил резания. Способ может быть использован не только для возвратно-поступательного, но и для качательного (возврат но-поворотного) движения столов, ползунов и других рабочих органов металлорежущих станков. Его можно использовать для перемещения в горизонтальном, наклонном и вертикальном направлениях. Например, вертикальный по зун зубошлифовального станка можно перемещать возвратно-поступательно предлагаемым способом с помощью одног расположенного внизу толкателя. Реализуя данный способ, можно резко упростить конструкцию станка и расширить возможности способа (большой ход, высокие скорость и точность и т.д.) , что открывает новые возможности резкого повышения точности стро гания, шлифования, фрезерования и других процессов обработки, необходимого для получения высокоточных, вы 02 сокоочистных, сверхточных и сверхчистых поверхностей изделий. Формула изобретения I. Способ перемещения рабочего органа станка, заключающийся в том, что рабочий орган станка разгоняют, а затем отсоединяют привод и ведут рабочий процесс за счет накопленной рабочим органом кинетической энергии, о т личающийся тем, что, с целью упрощения привода и расширения возможностей перемещения рабочего органа в виде ползуна, в начале рабочего хода ползун толкают приводом, отсоединяющимся от ползуна за счет ограничения хода привода, а в конце рабочего хода ползун тормозят, преобразуя его кинетическую энергию в потеициальную и используя ее для хода ползуна в обратном направлении. 2. Способ по п. 1, отличающийся тем, что, с целью расширения возможностей способа при использовании в рабочем процессе вращающегося инструмента, запас кинетической энергии ползуна пополняют во время рабочего процесса за счет энергии привода вращающегося инструмента, поддерживая .рабочую скорость перемещения ползуна путем управления реяа1мами рабочего процесса, в частности, подбором направления и скорости вращения инструмента. Источники информации, ринятые во внимание при экспертизе 1. Авторское свидетельство СССР 229916, кл. В 23 В 39/00, 1967,

фаг. 1
/и
/
«
9Е
