В химической промышленности, судостроении, машиностроении и т. д. необходимы в больших количествах решетки (нанример, для плош,адок, ступеней и т. п.), которые целесообразно изготовлять из полосовой стали, поставленной на ребро. Однако соединение их при помоши заклепок или дуговой электросваркой весьма трудоемко, это и вынуждает применять вместо таких решеток другие, более тяжелой и дорогой конструкции.
Описываемое устройство предназначено для осуществления полуавтоматической точечной сварки решеток.
Новым в данном устройстве является конструктивное выполнение механизма подачи и убирания подвижного электрода, обеспечивающее перемещение и последовательнуто подачу решетки для сварки.
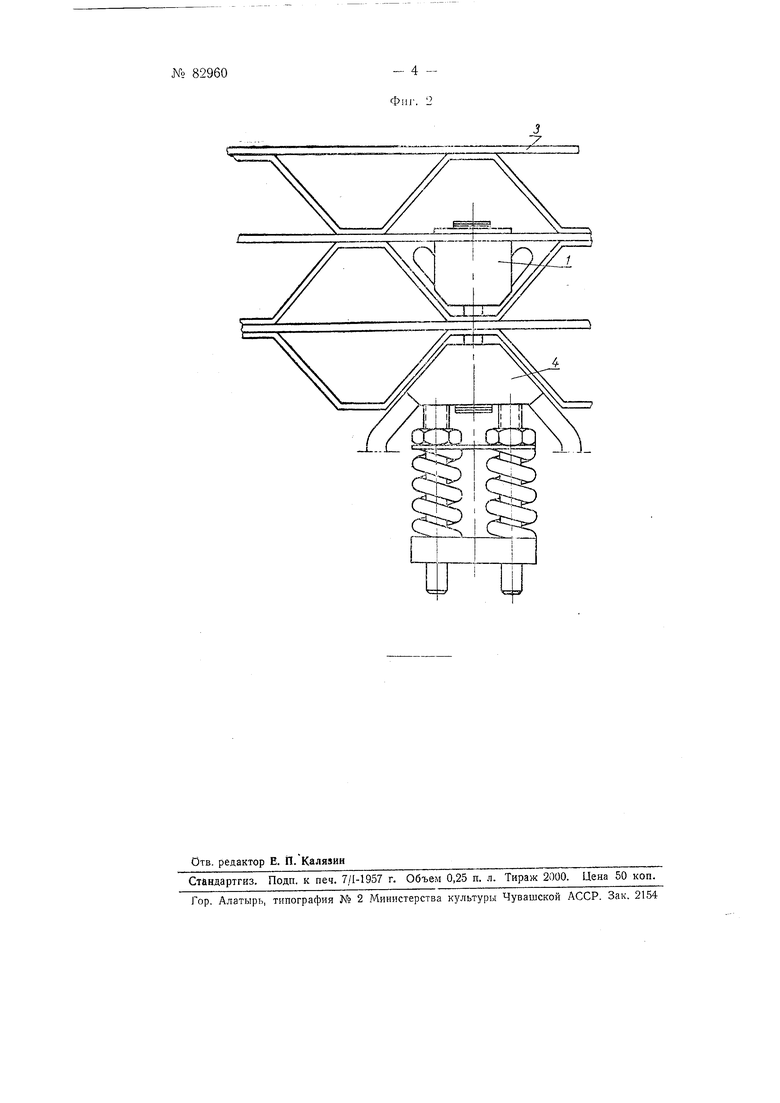
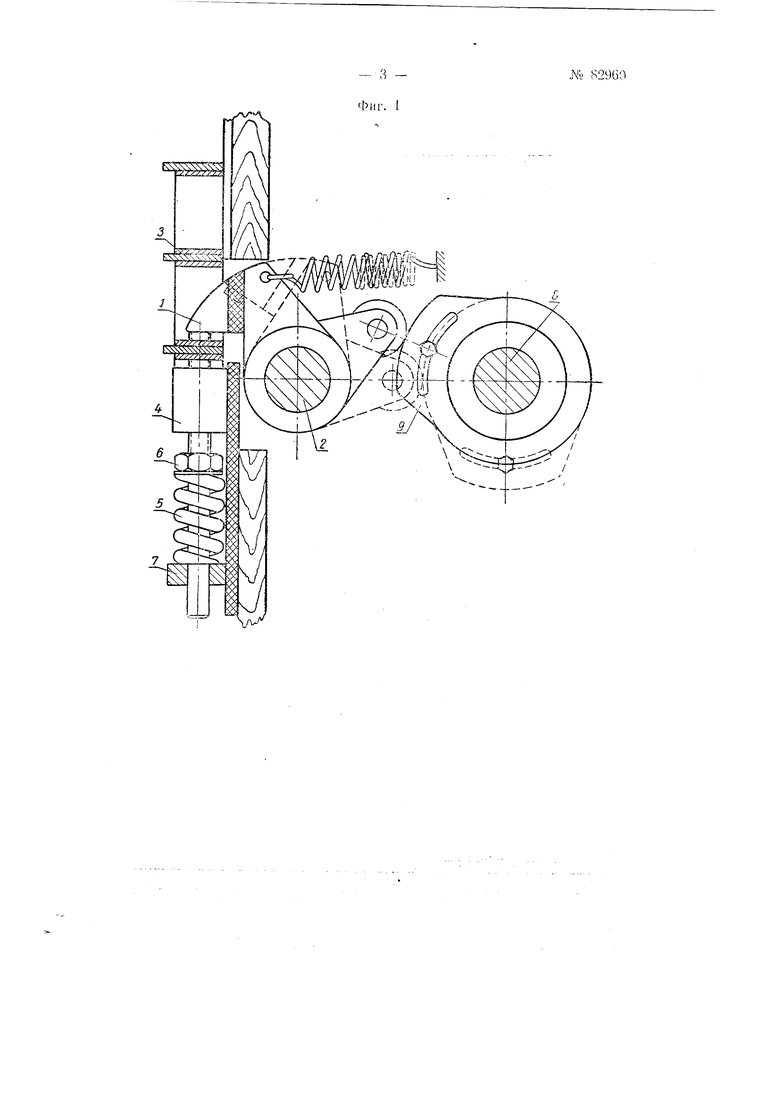
На фиг. 1 и 2 представлено выполнение механизма подачи и убирания подвижного электрода и выполнение неподвижного подпружиненного электрода, позволяющего благодаря своей форме точно устанавливать решетку в нужном месте при сварке ее.
Нодвижной электрод 1 имеет вид сектора; он смонтирован на оси 2, вокруг которой совершает качательное движение на угол 30°.
В полол ении подвижной электрод находится ниже поверхпостн доски устройства и не препятствует перемещению свариваемой решетки 3. В верхнем положении подвижной электрод прижимает к неподвижному электроду свариваемые полосы.
Для регулирования давления при сварке неподвижный электрод 4 через пружины 5 {натяжение которых регулируется гайками 6} упирается в упор 7.
Трансформатор установлен в нижней части устройства. Его вторнчный виток присоединен к обоим электродам гибкими шинами.
Движение подвижного электрода принудительное. Электродвигате.пь вращает распределительный вал 8, ца котором находится веерный кулачок 9, который заставляет подвижной электрод подыматься в рабочее положение и нажимать па
№ 82960
Фиг. 2
Отв. редактор Е. П. Калягин Стандартгиз. Подп. к печ. 7/1-1957 г. Объем 0,25 п. л. Гор. Алатырь, типография № 2 Министерства культуры Тираж 2000. Цена 50 коп. Чувашской АССР. Зак. 2154
