(54) УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ЭТАПОВ ПРОКАТКИ


| название | год | авторы | номер документа |
|---|---|---|---|
| Формирователь циклов многопроходной прокатки | 1987 |
|
SU1437122A2 |
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Устройство для определения этапов прокатки | 1977 |
|
SU692646A1 |
| Устройство для определения этапов прокатки | 1986 |
|
SU1340850A2 |
| Система управления механизмами установки валков обжимной клети винтовой прокатки | 1985 |
|
SU1268231A1 |
| Устройство для определения этапов прокатки | 1982 |
|
SU1057133A2 |
| УСТРОЙСТВО ОХРАННОЙ СИГНАЛИЗАЦИИ | 1991 |
|
RU2031445C1 |
| Устройство для определения этапов прокатки | 1978 |
|
SU778840A1 |
| ЦИФРОВОЙ КОРРЕЛЯТОР С ЗАПОМИНАЮЩИМ УСТРОЙСТВОМ НА МАГНИТНОМ БАРАБАНЕ | 1966 |
|
SU182414A1 |
| Формирователь циклов многопроходной прокатки | 1985 |
|
SU1294403A1 |

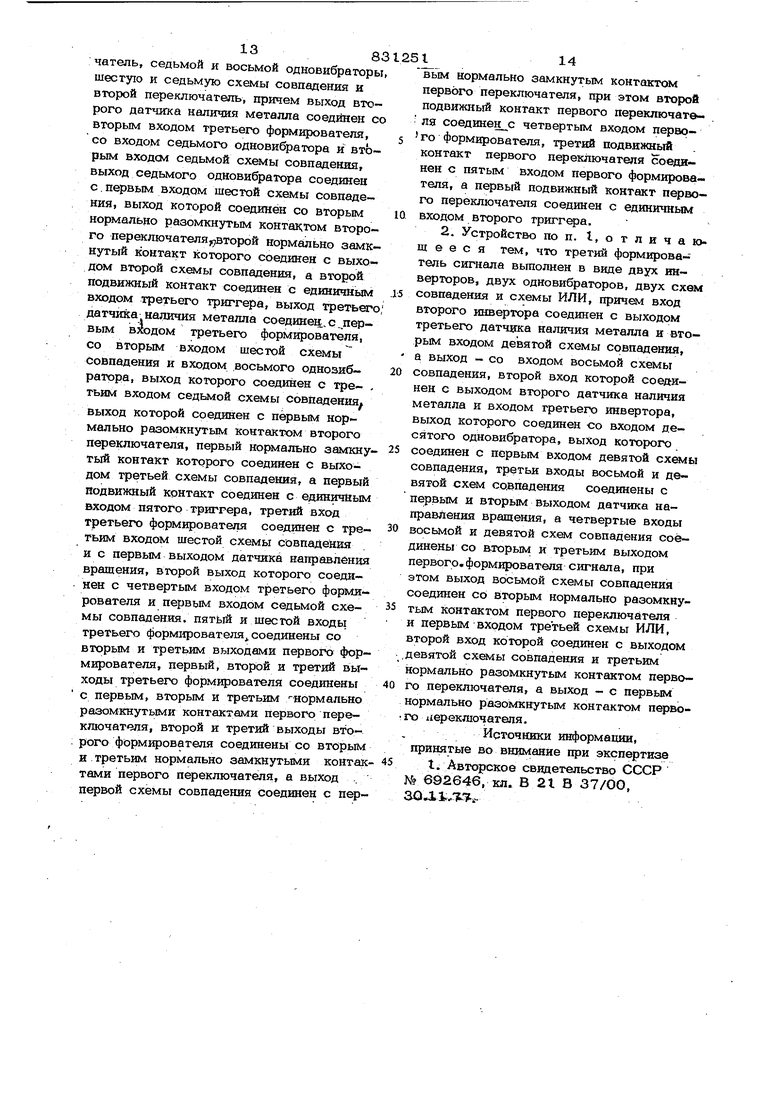
Изобретение относится к прокатному производству, Б частности .к автоматиза шш управления процессом прокатки на толстолистовых станах горячей прокатки, и может быть использовано при йвтомати зации управления приводом нажимного ме ханизма прокатной клети для определения момента захвата металла (началь - ный момент периода деформации) в прокатной клети и момента выброоса металла (начальный момент периода паузы) из прокатной клети. По основному авт. св. № 692646 известно устройство длн определения этапов прокатки, содержащее датчик наличия металла, измеритель длины проката в валках прокатной клетИ| датчик направ ления вращения главного привода клети, пороговый элемент, первьШ формировател сигнала, второй формирователь сигнала, первый триггер, второй триггер и схему совпадения, причем выход датчика наличия металла соединен со входом порогового элемента, выход которого соединен со входом измерителя длины проката, а также с первыми входами первого формирователя сигналов, вторые входы которых соединены с первым выходом, а тре тьи входы - со вторым выходом датчика направления вращения, четвертый и пятый входы первого формирователя соединены со вторым и третьим выходом второго формирователя, а четвертый и пятый входы второго формирователя соединены со вторым и третьим выходами первого формирователя. Выход измерителя длины проката соединен с единичным входом первого триггера, нулевой вход которого соединен с первым выходом первого формирователя н нулевым входом второго триггера, единичный выход первого триггера соединен со вторым входом схемы совпадения, с первым входом которой соединен первый выход второго формирователя, а выход схемы совпадения соединен с единичным входом второго тригг а. При этом первый формирователь-сигнала, характеризующего ситуацию захвата мв- 38 талла прокагньши валкшухи, содеряшт пять одновибра7Х)ров, две схемы совпадения, четыре триггера и ИЛИ. Вход первого однрвибратора соединен с выходом порогового элемента, а выход - с первыми входаъ,{и второй н третьей схем совпадения, второй вход схемы совпадения соединен с первым выходом-датчшса направления вращения главного привода, а второй .вход третьей схемы совпадения - со BTopbifwjВыходом, выход второй схе- мы совпадения соединен с едшпЕчным входом третьего Tpjirrepa, единичный вы ход которого соединен с четвертым входом второго форм1фовател51 и входом второго одновибратора, выход которого соединен с едшичным входом четвертого трштера, нулевой вход которого соедхшен со вторым выходом второго формировате.ля, а единичный выход четвертого тригге соединен со входом третьего одновибратора, выход которого соединен с нулевым входом пятого триггера н первьпу входом первой схемы ИЛИ, выход которой соединен с нулевыми выходами первого и второго триггеров. . Выход третьей схемы совпадения соединен с единичным входом пятого триггера, едщцгчный выход которого соединен с пятым входом второго формирователя и входом четвертого одноБЙбратора, выход которого соединен с единичным входом шестого триггера, нулевой вход которого соединен с третыпу выходом второго форм1фователя, а- единичный выход шестого триггера сое Д1шен со входом пятого одновибратора, выход которого соединен с нулевым вхо дом третьего триггера и вторым входом первой схемы ИЛ И . В данном устройстве для определения этвпоъ прокатки с достаточной степенью достоверности определяется момент захва та и выброса металла в прокатной клети при управлении приводом нажимного меха -ни;зма пс неизменным (неадаптивным) в процессе управления программам хфокат ки, записанным в программно-задающем устройстве. Это усгройство формирует сигнал о захвате металла валками по первому cjn налу датчика наличия металла. В качеств датчика наличия металла дспользован, на пример .дагчйк усшшя прокатки и в случае пробуксовки иди срыва давления повторный сигнал о захвате в текущем пропуске не формируется ij. Однако данное устройство обладает не достаточной надежностью, так как выход 1 из строя датчика наличия металла приводдит к отказу устройства дляопределения этапов прокатки и, как следствие, к отказу системы тгравления приводом нажлсупюго механизма.. Выход из строя датч}пса наличия металла является наиболее вероятной причиной отказа, так как датчик расположен непосредственно на прокатной клеи. и находится в сложных условиях эксплуатации. Устранение неисправности датчика возможно только при плановых ремонтах (остановках) стана, 14оТорые проводят два - три раза в месяц. Цель изобретения - повышение надежности устройства. Поставленная цель достигается тем, что в предлагаемом устройстве дополнительно установлены второй и третий датчики наличия металла, третий формирователь сигнала, первый переключатель, седьмой и восьмой одновибраторы, шестая и седьмая схемы совпадения и второй переключатель, причем выход второго датчика наличия металла соединен со вторым входом третьего формирователя, со входом седьмого одновибратора ивторым входом седьмой схемы совпадения, выход седьмого одновибратора соединен с первым входом шестой схемы совпаде- . ния, выход тгаторой соединен со вторым нормально разомкнутым контактом второго переключателя, второй нормально разомкнутый контакт которого соединен с выходом второй схемы совпадения, а второй подвижный контакт соединен с единичным входом третьего триггера, выход третьего датчика налшшя металла- соединен с первым входом третьего формирователя, со вторым входом шестой схемы совпаде ния и входом восьмого одновибратора, выход которого соединен с третьим входом седьмой схемы совпадения, выход которой соединен с первым. нормально разомкнутьм контактом второго переключателя, первый нормально замкнутый контакт которого соединен с выходом третьей схемы совпадения, а первьй подвижный контакт соединен с единичным входом пятого триггера, третий вход третьего формирователя соединен с третьим входом шестой схемы совпадения и с nepBbjM выходом датчика направлe шя вращения, второй выход которого , соединен с четвертым входом третьего формирователя и первым .входом седьмой схемы сов:падения, пятый и шестой входы третьего формирователя соединены со вторым и третьим выходами первого 58 формирователя, первый, второй и третий выходы третьего формирователя соедшюн с первым, вторьш и третьим нормально разомкнутыми контактами первого переключателя, второй и третий выходы BTQ рого формирователя соединены со вторьм и третьим Нормально замкнутыми контактами первого переключателя, а выход первой схемы совпадения соединен с первь м нормально замкнутым контактом первого переключателя, при этом второй подвижный контакт первого переключателя соединен с четвертым входом первого формирователя, третий подвижный контакт первого переключателя соединен с пятым входом первого формирователя, а первАй подвижный контакт первого переключателя соединен с единичным входом второго триггера. Третий формирователь, сигнала, харак теризующий ситуацию выброса металла из прокатных валков, содержит два инвертора, два одновибратора, две схемы совпадения и схему ИЛИ, причем вход вто рого инвертора соединен с выходом третьего датчика наличия металла и вторым .входом девятой схемы совпадения, а выход - со входом девятого одновибратора, выход которого соединен с первым входом восьмой схемы совпадения, второй вход которой соединен; с выходом второго датчика наличия металла и входом третьего инвертора, выход которого соединен со входом десятого одновибратора, выход к оторого соединен с первым входо девятой схемы совпадения, третьи входы восьмой и девятой схем совпадения соединены с первым и вторым выходом дат чика направления вращения, а четвертые входы восьмой и девятой схем совпадения соединены со вторым и тетьим выходом первого формирователя сигнала, при этом выход восьмой схемы совпадени соединен со вторым нормально разомкну тым контактом первого п еключателя и и первым входом третьей схемы И ЛИ, вто рой вход которой соединен с выходом девятой схемы совпадения и третьим нор мально разомкнутым контактом первого переключателя, а выход с первым нормально разомкнутым контактом первого переключателя. В качестве первого датчика наличсия металла может быть использован, например датчик усилия прокатки, а в качестве второго и третьего датчиков наличия металла могут быть использованы, например фотоэлектрические датчики. 1 Такое Выполнение устройства позволяет осуществлять определе1гаые ситуации захвата металла валками и ситуацию выброса металла из валков по сигналу первого датчика наличия металла (датчика усилия прокатки) или по С1гналам второго и третьего датчиков нашгчия металла .(по сигналам фотоэлектрических датчиков), подключение которых осуществляется при помощи переключателей в случае отказа первого датчика. При работе от второго и третьего датчиков устройство позволяет осуществлять определение ситуации захвата металла валками по сигналам второго и третьего датчиков наличия металла с учетом направления движения передней кромки металла (последовательное срабатывание датчиков) и направления про- катки (направления вращения главного привода прокатной клети), запоминание информахши о захвате металла на триггерах (буферная и основная ячейка памяти) , при этом сигналы с бу1)ерных ячеек памяти являются разрешением для формирования сигнала, характеризующего ситуа дню выброса металла из валков, который формируется с учетом направления движения задней кромки металла, а также с учетом направления прокатки и информации о направлении захвата, при этом исключается возможность формирования сигнала,, характеризующего ситуацию выброса, в случае выброса металла в сторону, с которой произошел захват в данном пропуске, а также исключается возможность формщювания этого сигнала пои пробуксовках и срывах давле1шя. Возможность оперативного переключения с одного режима работы (работа от первого датчика натичия металла) на другой (работа от Bixsporo и третьего датчиков наличия металла) позволяет повысить надежность устройства при одковреме1Шом сохранении достоверности икформащш при определении этапов прокатки. Вследствие этого повышается надежйость систем ав1Х матического программного управлегшя приводом нажимного механизма. На фиг. I дана структурная схема устройства для определения этапов прокатки; на фиг. 2 - структурная схема первого формирователя сигнала; на фкг„3структурная схема третьего формирователя сигнала; на фиг. 4 - схема распояоже- ния датчиков. Устройство для определения этапов прокатки содержит первый датчик I налн
чия металла, выход которого соединен со входом порогового элемента 2. Выход последнего соединен со входом измерителя 3 длт1ы. проката в валках прокатной клетн, а также с первыми входами первого форм1фователя 4 сигнала, который характеризует момент захвата металла валками, и второго формирователя 5 сиг-г нала, который характеризует момент выбро са металла из вал1юв. Датчтж 6 на правления вра1цен1-ш главного пршода клети, первый выход которого соед1шен со вторыми вх6да1 1и первого формирователя 4 сигнала, второго формирователя 5 сигнала и третьим входом третьего формирователя 7 сигнала, четвертый вход которого соединен с третьими: входами первого формирователя 4 сигнала и второго формиройателя 5 сигнала и со вторым выходом да7-чика 6. Второй и третий вь1ходы первого формирователя 4 сигнала соед1Ш.ены с четвертым и пятым входами второго формзфователя 5 сигнала и пятым и шестым входами третьего -формирователя 7 сигнала, соответственно. Второй датчик 8 наличия Металла, выход которого соедшгек со вторым входом третьего фррм1фования 7 сигнала и седьмым входом первого форм1фовате;ш 4 сигнала. . Третий датчик 9 наличия металла, выход которого соединен с первым входом тре тьего .форм1фователя 7 с15Г)шла и шестым входом первого форм1-фователя 4 сигнала, . Первый выход первого форм1фователя 4 сигнала соед1шен с нулевым входом первого триггера Ю, с eдиIiичным входом которого .соединен выход измерителя 3 длины хфоката. Единюшый выход трштера Ю соединен со вторым входом схемы 11 совпадения, с первым входом которой соединен выход второго формирователя 5 сигнала.
Выход схемы 11 совпаде11ия соединен с первьЫ нормально замкнутым контактом первозто переключателя 12, первый . нормально рааомкнутьй контакт которого соединен с первым выходом третьего формирователя 7 сигнала, а первый подвижный контакт соединен с единичным входом второго триггера 13, с нулевым входом которого соединен первый выход первого форм1фователя 4, Второй выход второго формирователя 5 сигнала соединен со . вторым нормально замкнутым контактом первого переключателя 12, второй нормально разомкнутый контакт которого соединен со вторым выходом третьего
форм1фователя 7 сигнала, а второй подвижный контшст соединен с четвертым входом первого форм1фоветеля 4 сшнала. Третий выход второго формирователя 5 соединен с третьим нор-. мально замкнутым контактом первого переключателя 12, третий нормально разомкнутый контакт которого соединен с третьим выходом третьего формирователя 7 сигнала, а третий подвижный контакт соединен с пятым входом первого формзфователя 4 cjirHana, Первый формирователь 4 сигнала содержит первый одновибратор 14, вход которого соединен с выходом порогового элемента 2, а выход с первыми выходами второй 15 третьей 16 схему совпадения. Второй вход второй схемы 15 совпадения соединен с первьпуг выходом датчшса бис третьим входом шестой схемы 17 совпадения, а второй вход третьей схемы 16 совпадения соединен со вторым выходом датчика 6 и первым входом седьмой схемы 18 совпадения.
5 Первый вход шестой схемы 17 совпадения соединен с выходом седьмого инвертора 19, вход которого соединен со вторым входом седьмой 18 совпадения и выходом третьего датчика 9 наличия металла. Третий вход седьмой схемы 18 совпадения ссэединен с выходом восьмого инвертора 20, вход которого соединен со вторым входом шестой схемы 17 совпадения и выходом второго датчика 8
наличия металла. Выход второй схемы 15 совпадения., соединен со вторым нормально замкнутым контактом второго переключателя 21, нормально разомкнутый, контакт которого соединен с выходом шестой схемы 17 совпадения, второй подвижный контакт соединен с единичным входом третьего триггера 22, единичный выход которого сеодинен со входом второго одновибратора 23 и четвертым
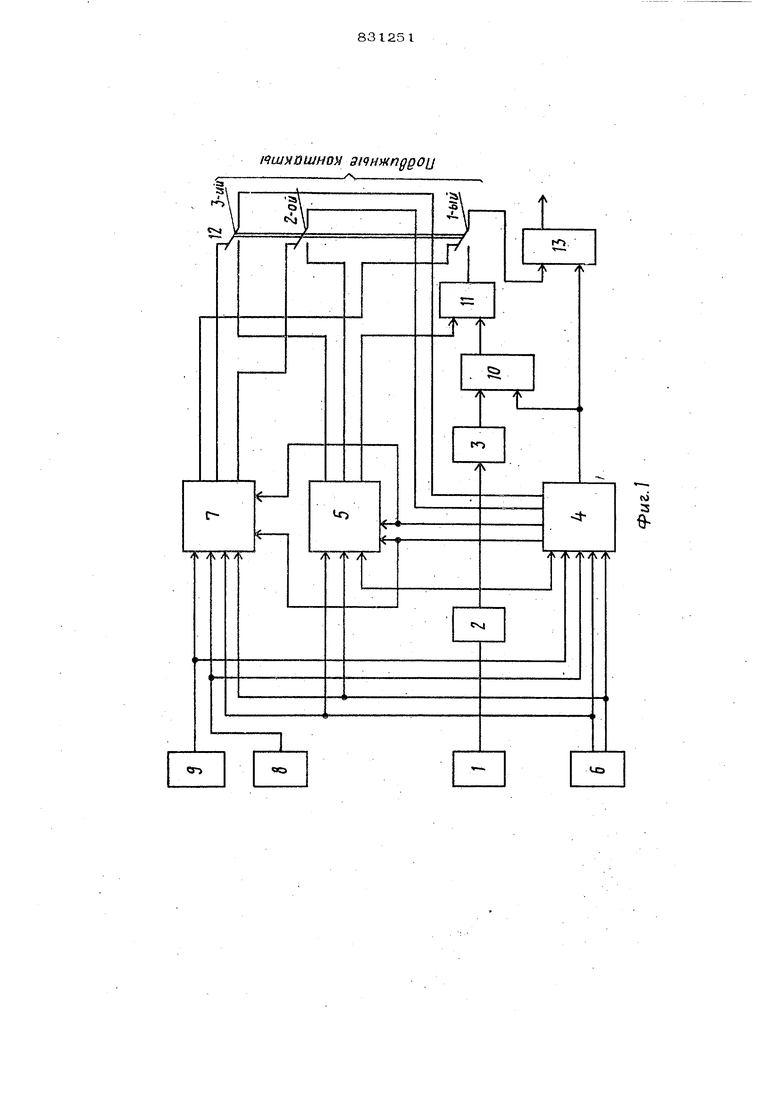
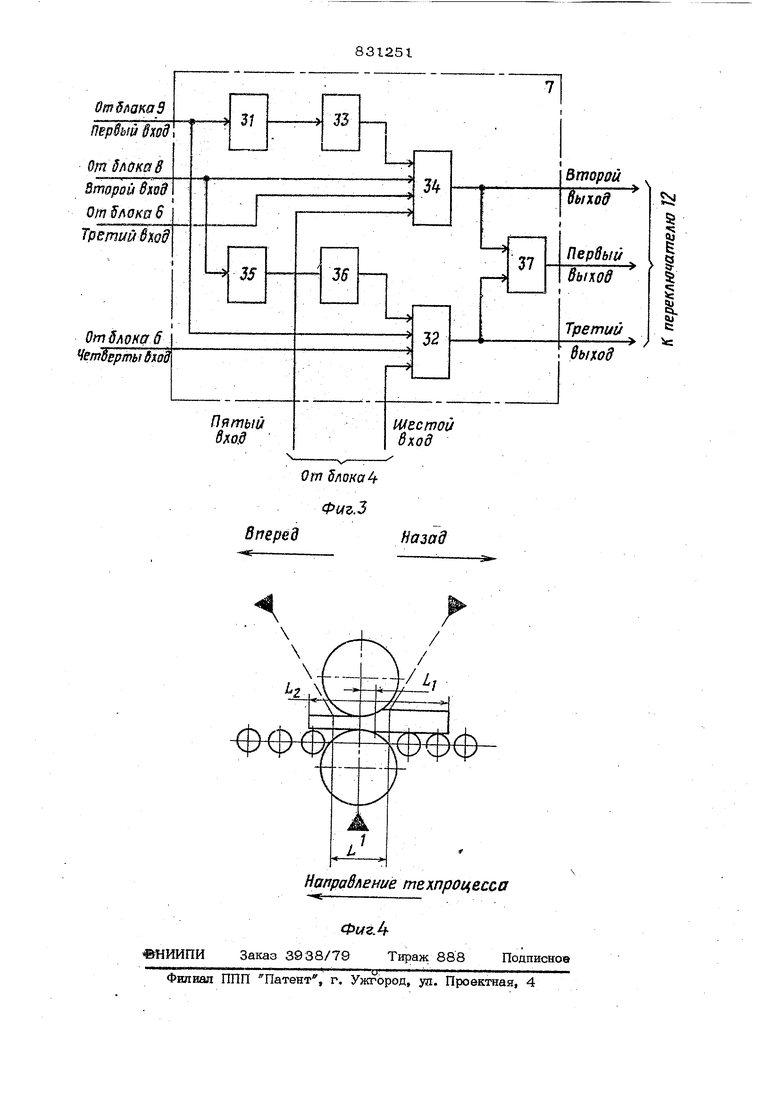
входом второго форМЕ зователя 5 сшнала. Выход второго одновибратора 23 соединен с единичным входом четвертого триггера 24, нулевой вход которого соединен со вторым подвижным контЕШТом перво- , го переключателя 12, а единичный выход соединен со входом третьего одновибратора 25. Выход пбспеднего соединен с первым входом первой схемы ИЛИ 26 и нулевым входом пятого триггера 27, единичный вход которого соединен с первым подвижным контактом второго переключателя 21, первый нормально замкнутый KoHTai T которого соединен с выходом седьмой схемы 18 совпадения, а первый нормально разомкнутый контакт соединен с выходом третьей схемы 16 совпадения Единичный выход пятого триггера 27 сое динен со входом четвертого одновибратора 28 и пятым входоуг второго формирователя 4 сигнала. Выход четвертого одновифатора 28 соедннее с единичным входом шестого триггера 29, нулевой вход которого соединен с третьим подвижным контактом первого переключателя 12, а единичный выход соединен со входом пятого одновибратора ЗО, выход которого соединен со вторым входом пер вой ск&лы ИЛИ 26 и нулевым входом третьего триггера 22. Выход первой схемы ИЛИ 26 соединен с нулевыми входами первого триггера 10 и второго триггера 13. Третий формирователь 7 сигнала содержит второй инвертор 31, вход кото- рсго соединен с вы; содом третьего датчика 9 наличия металла и вторым входом девятой схемы 32 совпадения, а выход соединен со входом девятого од- новибратора 33, выход которого соединен с первым входом восьмой схемы 34 совпадения, второй вход которой соединен с выходом второго датчика 8 наличия металла и входом третьего инвертора 35 выход которого соединен со входом деся того одновибратора 36, выход которого соединен с первым входом девятой схемы 32 совпадения. Третий вход восьмой сх&лы 34 совпадения соединен с первым выходом датчика 6 направления вращения, со вторым выходом которого соединен третий вход девятой схемы 32 совпа дения. Четвертый вход восьмой схемы 34 совпадения соединен со вторым выходом первого формирователя 4 (единичный выход третьего триггера 22). Четвертый вход девятой схемы 32 совпадения соединен с третьим выходом первого фор мирователя 4 (единичный выход пятого триггера 27). Выход восьмой схемы 34 совпадения соединен со вторым нормально разомкнутым контактом первого переключателя 12 и первьпй входом третьей схемы ИЛИ 37, второй вход которой сое динен с выходом девятой схемы 32 совладения и третьим нормально разомкнутым контактом первого переключателя 12 а выход с первым нормально разомкнутым контактом первого переключателя 12. Второй датчик 8 и третий датчик 9 наличия металла расположены по обе сто 110 РОНЫ от валков на расстоянии L друг от друга (фиг.4). При этом 2 L, U L 0 где Ц -. максимально возможная длина очага деформашш для конкретного стана;. Lfji минимально возможная длина прокатываемого металла для конкретного стана. При прокатке металла в раверсивной клети всегда имеет место одют из двух основных этапов прокатки. Наличие металла в клети (происходит захват металла) или отсутствие металла в клети (происходит выброс металла). При этом захват и выброс металла могут производиться как при прокатке вперед (направление нрокатки совпадает с направлением технологического процесса), так и при прокатке назад (противопо ложное направление). Формирование сигналов, характеризующих ситуацию захвата металла прокатными валками и ситуацию выброса металла из валков, производится по сигналам второго и третьего датчика наличия металла, т.е. подвижный контакт первого переключателя 12 и второго переключателя 21 установлены в положение, при котором замкнуты нормально разомкнутые контакты (как показано на фиг. I и фиг. 2). Металл находится перед кле тью; происходит выброс металла назад , а также производится прокатка вперед. При выбросе /металла назад на выходе схемы 32 совпадения появляется импульсный сигнал, который устанавливает триггер 29 в нулевое состояние (единичное и нулевое состояние триггеров рассматривается относительно единичного выхода). При этом триггер 27 находится в единичном состояния, а триггер 22 находится в нулевом состоянии. При появлении передней кромки металла в зоне действия второго датчшса 8, отстоящего от оси валков на расстояHiffl (фиг.. 4 ), на выходе седьмого одновивратора 19 формирователя 4 появляется импульсный сигнал, который постртает на первый вход шестой схемы 17 совпадения. Так как мин}|мальная длина прокатываемого металла 6ofifc ше минимального расстояния между дат чинами 8 к 9 (фш. 4), на втором взюде. шестой схемы 17 совпадешга присутствует сигнал с выхода второго датчшса 8, а учитывая, что захват металла происхощгг при прокатке вперед, на первом выход narvoia 6 направления вращеш1я главко го привода форм фуется сигнал, которьй поступает на третий вход схемы 17 совпадеш1я и третий вход схемы 34 совпадения. Импульсный сигнал одиоьибратора 19 через схему 17 совпадекия и перезапочатель- 12 пост -пает на едтпганый вход триггера 22 (CyrjiepnaH ячеГнса памя ти), устапавлтшая его в едшпппюе состояпие, с единичного выхода трга гера, 22 поступает на четвертый вход схемы 34 совпадения, подготсшливая ее формированию сигнала выброс при направления про7сатки вперед, и на вход одиоБибратора 23. На выходе одновибратора. 23 форм1фуется импульсный сигнал который устанавливает триггер 24 (основная ячейка памяти) в единичное состояние. Сигнал с единичного выхода трш гера 24 поступает на вход одновибратора 25, на выходе коахэрого . формируеа-ся invinynbc. Этот 1Ш:пульсный сигнал харш ;теризу1бщий момент захвата поступает на нулевой вход триггера 27 устанавливая его в нулевое состояние и на первый вход схемы 27 ИЛИ , на выходе которой появляется сигнал, поступа щий на нулевые входы триггеров 10 и 13. На единичном выходе 27 появляется нулевой сигнал/ который постртает на четвертый вход схемы 32 совпадения и блошфует формирование сигнала выброс при направлении враще шш главного привода назад. В этом случае исключае1х:я форм1фование сигнала выброс при выбросе металла в сторону, с которой производился захват (например при захвате металлана угол) При выходе задней кромки металла из зоны действия третьего датчшса 9, отстоящего от оси валков на расстоянии л Ь (фиг. 4), на его выходе появляется нулевой сигнал, который поступает на вход инвертора 31. На выходе инвертора формируется единичный сигнал, 7соторый поступает на вход одновибратора 33, с выхода которого импульсный сигнал подается на первый вход схемы 34 совпадения. Так как на втором, третьем и четвертом входах схемы 34 совпадения присутствуют единичные сигналы ( наличие металла в зоне действия второго датчика 8 направление вращения главного привода вперед, буферная ячейка - триггер 22 в еди11ичном состоянии), то на выходе схемы 34 сов падения формируется сигнал, характери1,12 зующий момент выброса металла из клети. Этот С1Пнал через второй подвижный контакт первого переключателя 12 поступает на нулевой вход триггера 24, подготавливая его к формированию очередного сигнала захват, при прокатке вперед. Одновременно сигнал с выхода схемы 34 совпадения поступает на первый вход схемы 37 ИЛИ, с. выхода кото- рой сигнал поступает через первый подвижный контакт переключателя 12 на единигчный вход триггера 13. Ня единичном выходе (|)ормируется сигнал, характеризизующйй ситуацию выброса металла из) валков Аналогичным образом, формируются сшшалы при npoKaTite назад. Использование второго и третьего датчиков металла, расположен: ных Taj0Dvi образом, что расстояние между датчиками меньше минимально возможной длины прокатываемого металла для конкретного стана и отстоящих от вертикальной оси валков на расстоянии, превышающем максимально ; возможную длину очага деформации, совместно с дополнительно введенными элементами и соединенными указанными связясми, позволяет повысить надежность уртройства за счет использования структурного резервирования, не сни- . жая степени достоверности информации при определении .ситуации захвата метаталла валками и ситуации выброса металла из валков. Повышение надежности устройства способствует уменьшению простоя системы автомати теского программного управления нажимным механизмом в случае выхода из строя перв.ого датчика наличия металла и, как следствие этого, получение экономического эффетста от использования системы. Техническая реализания предлагаемого решения не представляет затруднений, а затраты связанные с увеличением числа датчиков и логических элементов, не превышают 2,8% сум.мы годовой экономди от внедрения системы.. Формула изобретения I. Устройство для определения этапов прокатки по авт. св. N 692646, отличающееся тем, что, с целью повышения надежности устройства, оно дополнительно содержит второй и третий датчики наличия металла, третий формирователь сигнала, первый переклю1383чатель, седьмой и восьмой одновибрагоры шестую и седьмую схемы совпадения и второй переключатель, причем выход второго датчика наличия металла соединен со вторым входом третьего формирователя, со входом седьмого одновибратора и вторым входсм седьмой схемы совпадения, выход седьмого одновибратора соединен с. первым входом шестой схемы совпадения, выход которой соединён со вторым нормально разомкнутым контактом второго переключателя торой нормально замкнутый контакт которого соединен с выходом второй схемы совпадения, а второй подвижный контакт соединен с единичным входом третьего триггера, выход третьего датчика наличия металла соедш1ен.с..первым входом третьего формирователя, со вторым входом шестой схемы Совпадения и входом восьмого однозибратора, выход которого соединен с тре- , тьим входом седьмой схемы совпадения, выход которой соединен с первым нормально разомкнутьа контактом второго переключателя, первый нормально замкну тый контакт которого соединен с выходом третьей схемы совпадения, а первый подвижный контакт соединен с единичным входом пятого триггера, третий вход третьего формирователя соединен с третьим входом шестой схемы совпадения и с первым выходом датчика направления вращения, второй выход которого соеди- нен с четвертым входом третьего формирователя и первь1м входом седьмой схемы совпаден.ия. пятый и шестой входы третьего форм1фователя соединены со вторым и третьим выходами первого формирователя, первый, второй и третий выходы третьего формирователя соединены с первым, вторым и третьим -нормально разомкнутыми контактами первого переключателя, второй и третий выходы вто: рого формирователя соединены со вторым и третьим нормально замкнутыми контш тами первого переключателя, а выход . первой схемы совпадения соединен с nqp вым нормально замкнутым контактом первого переключателя, при этом второй подвихшьгй контакт первого пераключатеЛя соедине1)с четвертым входом перврго формирователя, третий подвижный . контакт первого переключателя соединен с пятым входом первого формирователя, а первь1Й подвижный контакт первого переключателя соединен с единичным входом второго триггера. 2. Устройство по п. I, отличающее с я тем, что третий формирователь сигнала вьгаолнен в виде двух инверторов, двух одно вибраторов, двух схем совпадения и схемы ИЛИ, причета вход второго инвертора соединен с выходом третьего наличия металла к вторым входом девятой схемы совпадения, а выход - со входом восьмой схемы совпадения, второй вход которой соединен с выходом второго датчика наличия металла и входом третьего инвертора, выход которого соединен со входом десятого одновибратора, выход которого соединен с первым входом девятой сх&лы совпадения, третьи входы восьмой и девятой схем совпадения соединеньг с первым и вторым выходом датчика направления вращения, а четвертые входы восьмой и девятой схем совпадения соединены со вторым и третьим выходом первого, формирователя сигнала, при этом выход восьмой схемы совпадения соединен со вторым нормально разомкнугь1М контактом первого переключателя и первым входом третьей схемы ИЛИ, второй вход которой соединен с выходом .девятой схемы совпадения и третьим нормально разомкнутым контактом первого переключателя, а выход - с первым нормально разомкнутым контактом первого переключателя. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР N 692646, кя. В 21 В 37/ОО, SO.lt,.,-.
w 3
Q
Гп
I r IS
Г1п
21
17
Я
От8лона8
Седьмви 8яод OiaS/umffA /ДПЙКйГ neoSwi по9 rU emtliwtaS Второй От9лакаб %Г
18
я
гв
KSfOifyS От nefemawaneM H
l
Vemfepmtiu
,, ив
Л
J KSMfmntfftfK
