Изобретение относится к прокатному производству,а именно к автоматизации управления процессом прокатки, и может быть использовано для управления механизмами установки валков, главным приводом и приемным столом обжимной клети винтовой прокатки (ОКВИ) по заданной программе.
Цель изобретения - улучшение качества управления процессом прокатки и повышение надежности устройства.
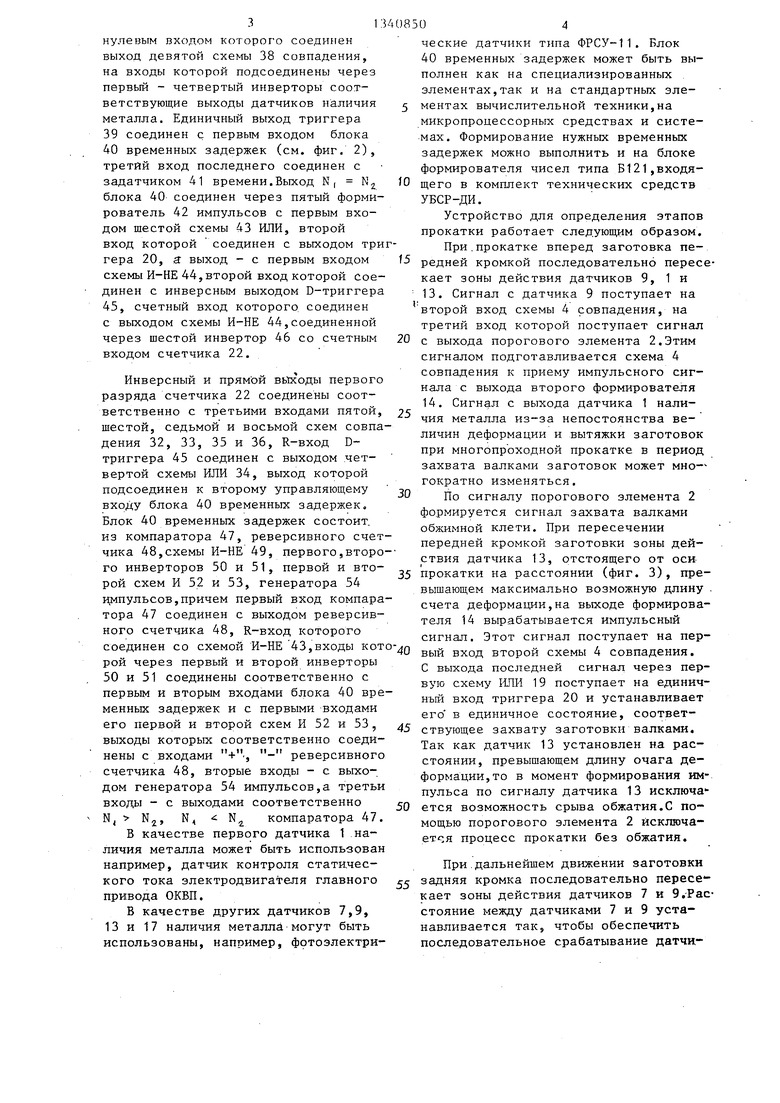
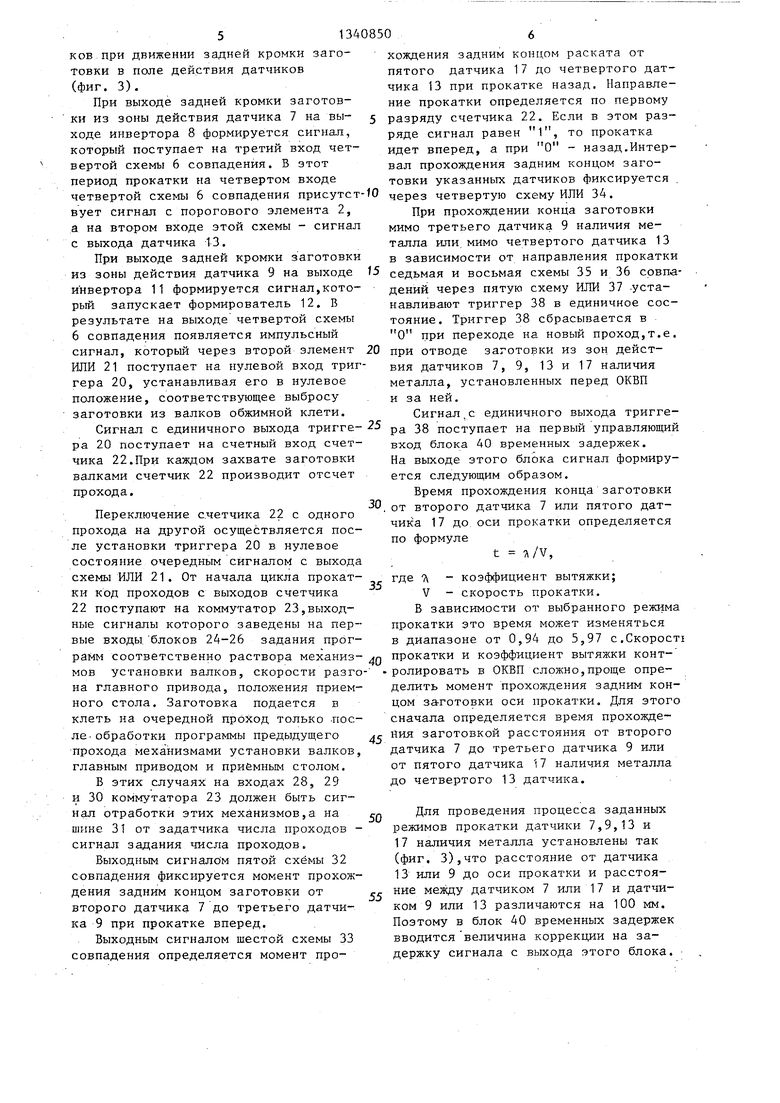
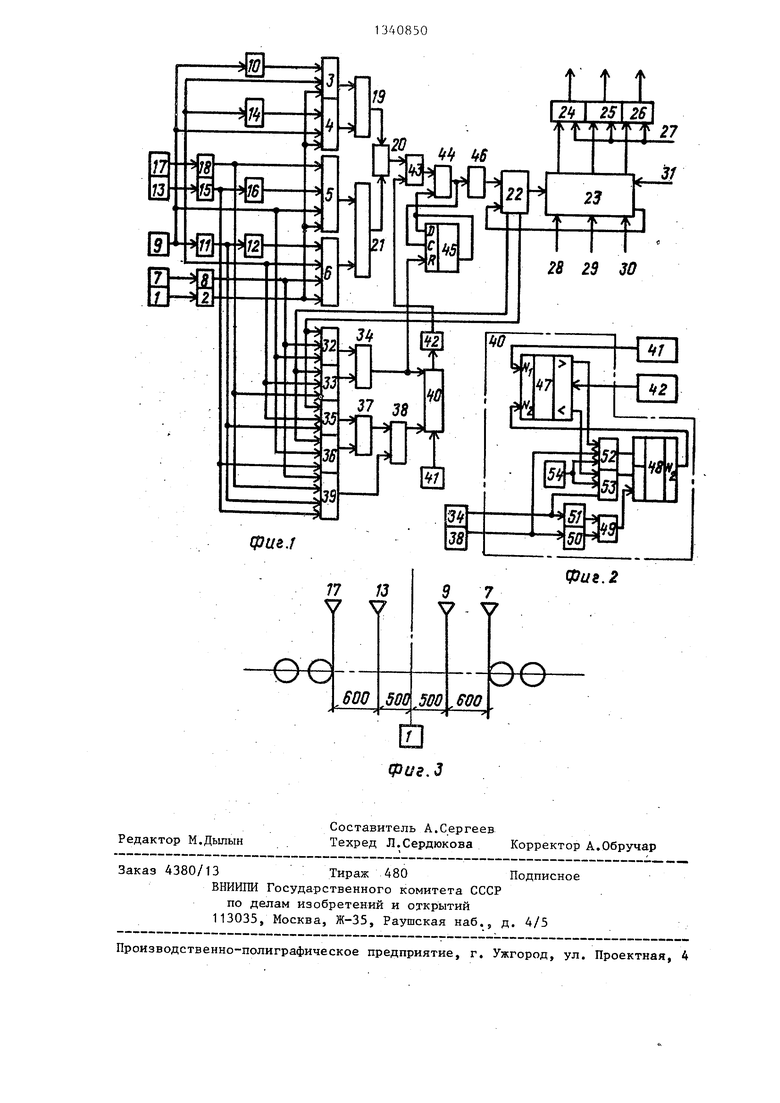
На фиг. 1 приведена блок-схема устройства;на фиг. 2 - схема блока временных задержек;на фиг. 3 - схема расположения датчиков.
Устройство для определения этапов прокатки содержит первый датчик 1 наличия металла, выход которого соединен с входом порогового элемента 2, выход которого соединен с третьими входами первой схемы 3 совпадения, второй схемы 4 совпадения и четвертыми входами третьей и четвертой схем 5 и 6 совпадения.Выход второго Датчика 7 наличия металла соединен с Третьим входом четвертой схемы 6 совпадения. Выход третьего датчика
9соединен с входом перво го формирователя 10, с вторыми входами второй схемы 4 совпадения и третьей схемы
5 совпадения,с входом-третьего инвертора 11. Выход первого формирователя
10соединен с первым входом первой схемы 3 совпадения, а выход-третьего инвертора 1Т - с входом четвертого формирователя 12, выход которого соединен с первым входом четвертой схемы 6 совпадения.
Выход четвертого датчика 13 соединен с вторым входом первой схемы 3 совпадения,с входом второго формирователя 14, с входом первого инвертора 15 и вторым входом четвертой схемы 6 совпадения.
Выход второго формирователя 14 соединен с первым входом второй схемы 4, а выход первого инвертора 15 - с входом третьего формирователя 16, выход
которого соединен с первым входом тре-gQ рым входом пятой схемы 32 совпадетьей схемы 5. Выход пятого датчика 17 соединен с входом второго инвертора 18, выход которого соединен с третьим входом третьей схемы 5.Выход первой схемы ИЛИ 19,с вторым входом которой соединен выход второй схемы 4 совпадения, соединен с единичным входом триггера 20, с нулевым входом которого соединен выход второй схемы ИЛИ 21, с
ния.,
Второй вход восьмой схемы 36 сов падения подсоединен через первый ин вертор 15 к выходу четвертого дат- gg чика 13. Выходы седьмой и восьмой схем 35 и 36 совпадения подсоединены соответственно к входам пятой схемы ИЛИ 37, выход которой соедине с единичным входом триггера 38, с
первым входом которой соединен выход третьей схемы 5 совпадения, а с вторым входом - выход четвертой схемы 6
совпадения.
Выход счетчика 22 соединен с первым входом коммутатора 23.Выходы последнего подсоединены к первым входам блоков 24-26 задания программ соответственно раствора механизмов установки валков, скорости разгона главного привода, положения приемного стола, вторые входы которых соединены с шиной 27 задатчика номера программ прокатки, а выходы - с выходами устройства.
Второй, третий,четвертый входы коммутатора 23 подсоединены соответственно к шинам 28 и 29 команд отработки
заданного положения механизмами установки валков и приемного стола,а также к шине 30 заданного разгона главным приводом,а на пятый вход - шина 31 задатчика числа проходов.Четвертый
выход коммутатора 23 соединен с входом сброса счетчика 22.
Первый вход пятой схемы 32 совпадения подсоединен через четвертый инвертор 8 к выходу второго датчика 7
наличия металла, а второй .вход этой схемы - непосредственно к выходу третьего датчика 9. Выход четвертого датчика 13 соединен с первым входом шестой схемы 33 совпадения, второй
вход которой через второй инвертор 18 соединен с выходом пятого датчика 17. Выходы пятой и шестой схем 32 и 33 совпадения подсоединены к соответствующим входам четвертой схемы ИЛИ
34. Первые входы шестой и седьмой схем 33 и 35 совпадения соединены между собой. Третьи входы пятой и седьмой схем 32 и 35 совпадения подсоединены к прямому выходу первого
разряда счетчика 22,а третьи входы шестой и восьмой схемы 33 и 36 - к инверсному выходу первого разряда счетчика 22. Первый вход восьмой схемы 36 совпадения соединен с втония.,
Второй вход восьмой схемы 36 совпадения подсоединен через первый ин- вертор 15 к выходу четвертого дат- gg чика 13. Выходы седьмой и восьмой схем 35 и 36 совпадения подсоединены соответственно к входам пятой схемы ИЛИ 37, выход которой соединен с единичным входом триггера 38, с
3
нулевым входом которого соединен выход девятой схемы 38 совпадения, на входы которой подсоединены через первый - четвертый инверторы соответствующие выходы датчиков наличия металла. Единичный выход триггера
39соединен с первым входом блока
40временных задержек (см. фиг. 2), третий вход последнего соединен с задатчиком 41 времени.Выход N, N блока 40 соединен через пятый формирователь 42 импульсов с первым входом шестой схемы 43 ИЛИ, второй
вход которой соединен с выходом тр
гера 20, S выход - с первым входом схемы И-НЕ 44,второй вход которой соединен с инверсным выходом D-триггера 45, счетный вход которого соединен с выходом схемы И-НЕ 44,соединенной через шестой инвертор 46 со счетным входом счетчика 22.
Инверсный и прямой вьгходы первого разряда счетчика 22 соединены соответственно с третьими входами пятой, шестой, седьмой и восьмой схем совпадения 32, 33, 35 и 36, R-вход D- триггера 45 соединен с выходом четвертой схемы ИЛИ 34, выход которой подсоединен к второму управляющему входу блока 40 временных задержек. Блок 40 временных задержек состоит, из компаратора 47, реверсивного счетчика 48,схемы И-НЕ 49, первого,второго инверторов 50 и 51, первой и второй схем И 52 и 53, генератора 54 импульсов,причем первый вход компаратора 47 соединен с выходом реверсивного счетчика 48, R-вход которого соединен со схемой И-НЕ 43,входы кот рой через первый и второй инверторы 50 и 51 соединены соответственно с первым и вторым входами блока 40 временных задержек и с первыми входами его первой и второй схем И 52 и 53, выходы которых соответственно соединены с входами +., - реверсивного счетчика 48, вторые входы - с выходом генератора 54 импульсов,а третьи входы - с выходами соответственно N N, N, - N компаратора 47.
В качестве первого датчика 1 наличия металла может быть использован например, датчик контроля статического тока электродвигателя главного привода ОКБП.
В качестве других датчиков 7,9, 13 и 17 наличия металла могут быть использованы, например, фотоэлектри
408504
ческие датчики типа ФРСУ-11. Блок 40 временных задержек может быть выполнен как на специализированных элементах,так и на стандартных эле- 5 ментах вычислительной техники,на микропроцессорных средствах и системах. Формирование нужных временных задержек можно выполнить и на блоке формирователя чисел типа Б121,входящего в комплект технических средств УБСР-ДИ.
Устройство для определения этапов прокатки работает следующим образом.
При.прокатке вперед заготовка передней кромкой последовательно пересекает зоны действия датчиков 9, 1 и 13. Сигнал с датчика 9 поступает на
fO
t5
5
0
д
второй вход схемы 4 совпадения, на третий вход которой поступает сигнал
0 с выхода порогового элемента 2.Этим сигналом подготавливается схема 4 совпадения к приему импульсного сигнала с выхода второго формирователя 14. Сигнч1л с выхода датчика 1 наличия металла из-за непостоянства величин деформации и вытяжки заготовок при многопроходной прокатке в период захвата валками заготовок может мно- гократно изменяться.
По сигналу порогового элемента 2 формируется сигнал захвата валками обжимной клети. При пересечении передней кромкой заготовки зоны действия датчика 13, отстоящего от оси5 прокатки на расстоянии (фиг. 3), превышающем максимально возможную длину . счета деформации,на выходе формирователя 14 вьфабатывается импульсный сигнал. Этот сигнал поступает на первый вход второй схемы 4 совпадения. С выхода последней сигнал через первую схему ИЛИ 19 поступает на единичный вход триггера 20 и устанавливает его в единичное состояние, соответствующее захвату заготовки валками. Так как датчик 13 установлен на расстоянии, превышающем длину очага деформации, то в момент формирования импульса по сигналу датчика 13 исключа ется возможность срыва обжатия.С помощью порогового элемента 2 исклича- етс;я процесс прокатки без обжатия.
5
0
При.дальнейшем движении заготовки задняя кромка последовательно пересекает зоны действия датчиков 7 и 9.-Расстояние между датчиками 7 и 9 устанавливается так, чтобы обеспечить последовательное срабатывание датчиков,при движении задней кромки заготовки в поле действия датчиков (фиг. 3),
При выходе задней кромки заготовки из зоны действия датчика 7 на выходе инвертора 8 формируется сигнал, который поступает на третий вход четвертой схемы 6 совпадения. В этот период прокатки на четвертом входе
хождения задним концом раската от пятого датчика 17 до четвертого да чика 13 при прокатке назад. Направл ние прокатки определяется по первом разряду счетчика 22. Если в этом ра ряде сигнал равен 1, то прокатка идет вперед, а при О - назад.Инт вал прохождения задним концом заготовки указанных датчиков фиксирует
четвертой схемы 6 совпадения присутст-10 через четвертую схему ИЛИ 34. вует сигнал с порогового элемента 2, При прохождении конца заготовки
мимо
а на втором входе этой схемы - сигнал с выхода датчика 13.
При выходе задней кромки заготовки из зоны действия датчика 9 на выходе f5 инвертора 11 формируется сигнал,который запускает формирователь 12. В результате на выходе четвертой схемы 6 совпадения появляется импульсный сигнал, который через второй элемент 20 ИЛИ 21 поступает на нулевой вход триггера 20, устанавливая его в нулевое положение, соответствующее выбросу заготовки из валков обжимной клети.
Сигнал с единичного выхода тригге- 25 ра 20 поступает на счетный вход счетчика 22.ПРИ каждом захвате заготовки валками счетчик 22 производит отсчет прохода.
Переключение счетчика 22 с одного прохода на другой осуществляется после установки триггера 20 в нулевое состояние очередным сигналом с выхода схемы ИЛИ 21. От начала цикла прокатки код проходов с выходов счетчика 22 поступают на коммутатор 23,выходные сигналы которого заведены на первые входы блоков 24-26 задания программ соответственно раствора механиз- л мов установки валков, скорости разго- на главного привода, положения приемного стола. Заготовка подается в клеть на очередной проХод только .после- обработки программы предыдущего прохода механизмами установки валков, главным приводом и приемным столом.
Б этих случаях на входах 28, 29 и 30 коммутатора 23 должен быть сигнал отработки этих механизмов,а на шине 31 от задатчика числа проходов - сигнал задания числа проходов.
Выходным сигналом пятой схемы 32 совпадения фиксируется момент прохождения задним концом заготовки от второго датчика 7 до третьего датчика 9 при прокатке вперед.
Выходным сигналом шестой схемы 33 совпадения определяется момент про35
45
50
55
третьего датчика 9 наличия ме талла или, мимо четвертого датчика в зависимости от направления прока седьмая и восьмая схемы 35 и 36 со дений через пятую схему ИЛИ 37 -уст навливают триггер 38 в единичное с тояние. Триггер 38 сбрасывается в О при переходе на новый проход,т при отводе заготовки из зон дейст вия датчиков 7, 9, 13 и 17 наличия металла, установленных перед ОКВП и за ней.
Сигнал,с единичного выхода триг ра 38 поступает на первый управляющ вход блока 40 временных задержек. На выходе этого блока сигнал формир ется следующим образом.
Время прохождения конца заготов от второго датчика 7 или пятого да чика 17 до оси прокатки определяет по формуле
t л/V,
где Ti - коэф({)ициент вытяжки;
V - скорость прокатки. В зависимости от выбранного режи прокатки это время может изменятьс в диапазоне от 0,94 до 5,97 с.Скор прокатки и коэффициент вытяжки кон ролировать в ОКВП сложно,проще опр делить момент прохождения задним к цом заготовки оси прокатки. Для это сначала определяется время прохожде йия заготовкой расстояния от второг датчика 7 до третьего датчика 9 или от пятого датчика 17 наличия металл до четвертого 13 датчика.
Для проведения процесса заданных режимов прокатки датчики 7,9,13 и 17 наличия металла установлены так (фиг. 3),что расстояние от датчика 13 или 9 до оси прокатки и расстоя ние между датчиком 7 или 17 и датчи ком 9 или 13 различаются на 100 мм Поэтому в блок 40 временных задерж вводится величина коррекции на задержку сигнала с выхода этого блока
хождения задним концом раската от пятого датчика 17 до четвертого датчика 13 при прокатке назад. Направление прокатки определяется по первому разряду счетчика 22. Если в этом разряде сигнал равен 1, то прокатка идет вперед, а при О - назад.Интервал прохождения задним концом заготовки указанных датчиков фиксируется
через четвертую схему ИЛИ 34. При прохождении конца заготовки
мимо
5 0
5
л
5
5
0
5
третьего датчика 9 наличия металла или, мимо четвертого датчика 13 в зависимости от направления прокатки седьмая и восьмая схемы 35 и 36 совпадений через пятую схему ИЛИ 37 -устанавливают триггер 38 в единичное состояние. Триггер 38 сбрасывается в О при переходе на новый проход,т.е. при отводе заготовки из зон действия датчиков 7, 9, 13 и 17 наличия металла, установленных перед ОКВП и за ней.
Сигнал,с единичного выхода триггера 38 поступает на первый управляющий вход блока 40 временных задержек. На выходе этого блока сигнал формируется следующим образом.
Время прохождения конца заготовки от второго датчика 7 или пятого датчика 17 до оси прокатки определяется по формуле
t л/V,
где Ti - коэф({)ициент вытяжки;
V - скорость прокатки. В зависимости от выбранного режима прокатки это время может изменяться в диапазоне от 0,94 до 5,97 с.Скорост прокатки и коэффициент вытяжки контролировать в ОКВП сложно,проще определить момент прохождения задним концом заготовки оси прокатки. Для этого сначала определяется время прохожде- йия заготовкой расстояния от второго датчика 7 до третьего датчика 9 или от пятого датчика 17 наличия металла до четвертого 13 датчика.
Для проведения процесса заданных режимов прокатки датчики 7,9,13 и 17 наличия металла установлены так (фиг. 3),что расстояние от датчика 13 или 9 до оси прокатки и расстояние между датчиком 7 или 17 и датчиком 9 или 13 различаются на 100 мм. Поэтому в блок 40 временных задержек вводится величина коррекции на задержку сигнала с выхода этого блока.
Величина коррекции принимается равной времени прохождения заготовкой расстояния 100 мм при заданной вытяжке и скорости прокатки. Эта величина уточняется в процессе эксплуатации и задается оператором с помощью задатчика 41 времени в блок 40 временных задержек.На выходе последнего определяется момент прохождения задним концом заготовки оси про- 10 первого сигнала, что позволяет обесf5
катки.Отсчет величины задержки в блоке 40 производится в двоичном коде. В компараторе 47 осуществляется сравнение отсчитанной в реверсивном счетчике 48 ве личины с заданной.
Установка блока 40 временных задержек в исходное состояние производится элементами 49, 50 и 61.FIa выходе схемы И-НЕ 43 этот сигнал формируется при отсутствии сигналов управ- 20 ления режимов коррекции или отсчета. В этом случае ревер.сйвньш счетчик 48 закрыт по R-входу.
Сигнал переключения блока 4Q временных задержек в режим коррекции формируется на первом его входе при прохождении конца заготовки вперед мимо датчика 9 или датчика 13 при движении заготовки назад. На выходах первой, второй схем 53 и 53 появляются сигналы от генератора 54 импульсов. На втором входе блока 40 временных задержек формируется сигнал отсчета.
35
25
печить. помехозащищенность от сбоя, дребезгов датчиков наличия металла.
. Предлагаемое устройство пс(зволя- ет улучшить качество управления про-- цессом прокатки и повысить надежность за счет использования структурного резервирования, повышения степени достоверности информации при определении ситуации захвата металла валками и ситуации выброса металла из валков при автоматическом управлении многопроходной прокатки на ОКВП.
Формула изобретения
30
Устройство для определения этапов прокатки по.авт.св. № 1057133,о т- личающееся тем, что, с цег- лью улучшения качества управления процессом прокатки и повышения надеж- ности устройства, оно снабжено пятой и шестой схемами совпадения, четвер- -. той схемой ИЛИ, седьмой и восьмой схемами совпадения, пятой схемой ИЛИ, триггером, блоком временных зaдepжeк,j задатчиком времени, пя.тым формирователем, причем первый вход пятой схемы совпадения через четвертый инвертор 40 подсоединен к выходу второго датчика налич;ия металла, а второй вход этой схемы - к выходу третьего датчика, выход четвертого датчика соединен с первым входом шестой схемы совпаде- 45 ния,второй вход которой через второй инвертор соединен с выходом пятого , датчика наличия металла, а выходы пятой и шестой схем совпадения подсоединены к соответствующим входам чет- тую схему ИЛИ 43 поступает на первый 50 вертой схемы ИЛИ, первый вход шестой:, вход схемы И-НЕ 44, которая по второ- и седьмой схем совпадения объединены. му входу управляется D-триггером. Запрет с второго входа схемы И-НЕ 44 снимается,и сигнал с выхода формиро55
Конец заготовки проходит от датчика 7 до датчика 9 в момент движения вперед и от датчика 17 до. датчика 13 - при движении назад.При совпадении кода в реверсивном счетчике 48 и заданного кода коррекции задатчиком 41 на выходе N, N компаратора 47 формируется сигнал, который поступает на вход формирователя 42 импульсов. Этот сигнал сохраняется в течение всего времени действия уп- -равляющего сигнала. На выходе формирователя 42 импульсов появляется ко роткий сигнал 1 которьш через шесвателя 42 импульсов или с триггера 20 проходит через пятый инвертор 46 на счетный вход счетчика 22. По переднему фронту этого сигнала счетчик 22 переключается,а D-триггер 45 устатретьи входы пятой и седьмой схем совпадения подсоединены к прямому выходу первого разряда счетчика проходов, а третьи входы шестой и мой схем совпадения - к инверсному выходу первого разряда счетчика проходов, первый и второй входы врсь-. мой схемы совпадения подсоединены
навливается в 1, нулевым сигналом с инверсного выхода его схема И-НЕ 44 закрывается и поступление сигналов на счетный вход счетчика 22 прекращается. Очередной сигнал формируется после установки D-триггера в исходное состояние.
Таким образом, на счетном входе счетчика 22 производится выделение
печить. помехозащищенность от сбоя, дребезгов датчиков наличия металла.
. Предлагаемое устройство пс(зволя- ет улучшить качество управления про-- цессом прокатки и повысить надежность за счет использования структурного резервирования, повышения степени достоверности информации при определении ситуации захвата металла валками и ситуации выброса металла из валков при автоматическом управлении многопроходной прокатки на ОКВП.
Формула изобретения
30
40 45 50
Устройство для определения этапов прокатки по.авт.св. № 1057133,о т- личающееся тем, что, с цег- лью улучшения качества управления процессом прокатки и повышения надеж- ности устройства, оно снабжено пятой и шестой схемами совпадения, четвер- той схемой ИЛИ, седьмой и восьмой схемами совпадения, пятой схемой ИЛИ, триггером, блоком временных зaдepжeк,j задатчиком времени, пя.тым формировате лем, причем первый вход пятой схемы совпадения через четвертый инвертор подсоединен к выходу второго датчика налич;ия металла, а второй вход этой схемы - к выходу третьего датчика, выход четвертого датчика соединен с первым входом шестой схемы совпаде- ния,второй вход которой через второй инвертор соединен с выходом пятого датчика наличия металла, а выходы пятой и шестой схем совпадения подсое динены к соответствующим входам чет- вертой схемы ИЛИ, первый вход шестой: и седьмой схем совпадения объединены.
третьи входы пятой и седьмой схем совпадения подсоединены к прямому выходу первого разряда счетчика проходов, а третьи входы шестой и мой схем совпадения - к инверсному выходу первого разряда счетчика проходов, первый и второй входы врсь-. мой схемы совпадения подсоединены
через первый инвертор к выходу четвертого датчика наличия металла,выходы седьмой и восьмой схем совпадения подсоединены соответственно к входам пятой схемы ИЛИ, выход которой соединен с единичным входом триг гера, с нулевым входом которого соединен выход девятой схемы совпадения, к входам которой присоединены через первый, второй, третий, четвертый инверторы соответствующие выходы дат чиков наличия металла, а единичный выход триггера отсчета соединен с вторым входом блока временных задержек, состоящего из компаратора,ревер сивного счетчика, схемы И-НЕ, первого и второго инверторов, первой и второй схем И, генератора импульсов, причем первый вход компаратора соединен с выходом реверсивного счетчика,R-вход которого соединен со схемой И-НЕ., входы которой через первый и второй инверторы соединены соответ ственно с первым и вторым входами блока временных выдержек и с первыми входами его первой и второй схем
А0850 (
И, выходы которых соответственно соединены с входами (+), (-) реверсивного счетчика, а вторые входы - с (- выходом генератора импульсов, а третьи входы - соответственно с выходами N, N, N z компаратора, второй вход которого соединен через третий вход блока временных выдержек
10 с задатчиком 13ремени,а третий выход N, - N - через пятый формирователь импульсов с первым входом шестой схемы ИЛИ, второй вход которой соединен с выходом триггера, а выход - с пер15 вым входом схемы И-НЕ, второй вход которой соединен с инверсным выходом Б-триггера, счетный вход которого соединен с выходом схемы И-НЕ, соединенной через шестой инвертор со счет20 ным входом счетчика проходов, инверсный и прямой выходы первого разряда которого соединены соответственно с третьими входами пятой, шестой, седьмой и восьмой схем совпадения, а R25 вход D-триггера - с выходом четвертой схемы ИЛИ, выход которойсоединен с вторым входом блока временныхвьщержек.:
Фи&.г
t t t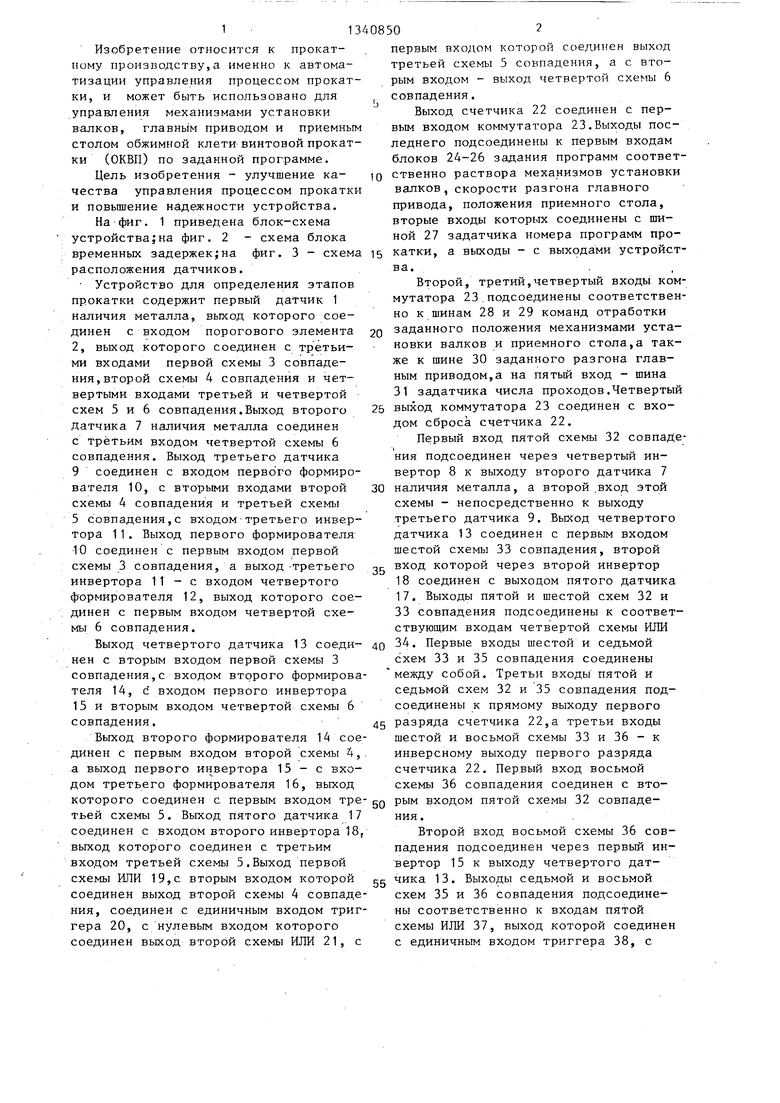
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Формирователь циклов многопроходной прокатки | 1987 |
|
SU1437122A2 |
| Система управления механизмами установки валков обжимной клети винтовой прокатки | 1985 |
|
SU1268231A1 |
| Устройство для определения этапов прокатки | 1982 |
|
SU1057133A2 |
| Формирователь циклов многопроходной прокатки | 1985 |
|
SU1294403A1 |
| Устройство для определения момента выхода торца раската из очага деформации обжимной клети | 1986 |
|
SU1342550A1 |
| Система программного управления механизмами установки валков обжимной клети винтовой прокатки | 1991 |
|
SU1794516A1 |
| Система программного управления механизмами установки валков обжимной клети винтовой прокатки | 1987 |
|
SU1537340A1 |
| Устройство для управления уровнем приемного стола при многопроходной винтовой прокатке | 1986 |
|
SU1342551A1 |
| Устройство контроля положения металла в клети прокатного стана | 1981 |
|
SU986529A1 |
Изобретение относится к прокатному производству и может использоваться для управления механизмами установки валков, главным приводом и приемным столом обжимной клети винтовой прокатки по заданной программе. Цель изобретения - улучшение качества управления процессом прокатки и повышение надежности устройства - достигается тем,что устройством формируются сигналы, характеризующие ситуации захвата металла прокатными валками и выброса металла из валков, а также определяется момент прохождения задним концом заготовки оси прокатки. Установка и работа дат-- чиков в определенной последователь- ности совместно с дополнительно введенными элементами и соединенными указанными связами позволяет исключить простои механизмов за счет использования структурного резервирования, повышения степени достоверности информации при определении ситуации захвата металла валками и ситуации выброса металла из валков.3 ил. (Л 00 4 О ОС СП N)
Редактор М.Дьшын
Составитель А.Сергеев
Техред Л.Сердюкова Корректор А.Обручар
Заказ 4380/13Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг,3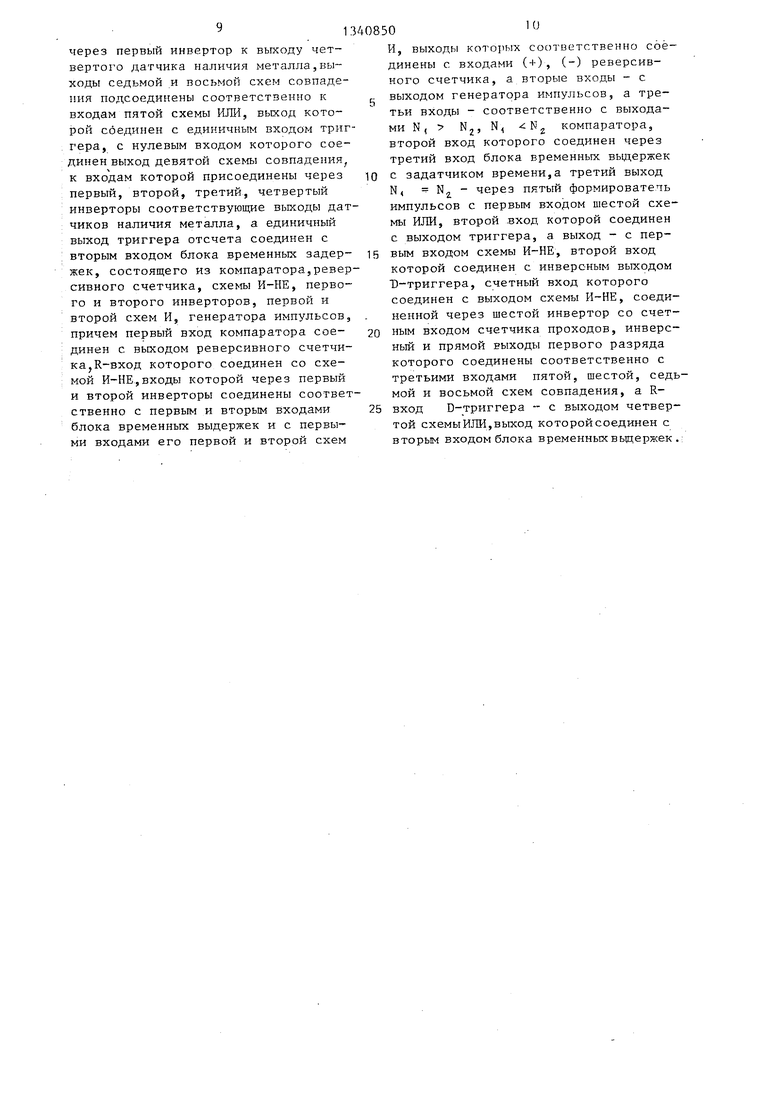
| Устройство для определения этапов прокатки | 1982 |
|
SU1057133A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
