Изобретение относится к прокатному производству, в частности к автоматизации управления процессом прокатки, и может быть использовано для определения момента захвата и выброса заготовки из валков.
Цель изобретения - повышение надежности устройства.
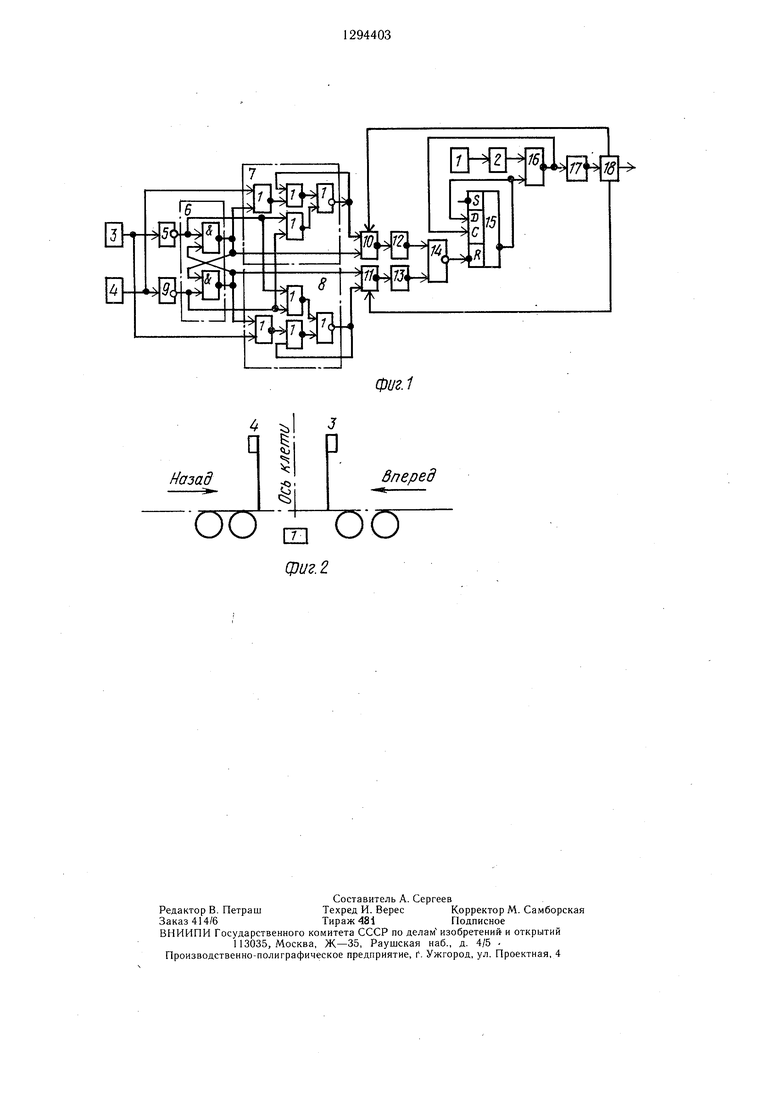
На фиг. 1 приведена блок-схема формирователя; на фиг. 2 - схема расположения датчиков.
Формирователь циклов многопроходной прокатки содержит последовательно соединенные первый датчик 1 наличия металла и пороговый элемент 2, второй 3 и третий 4 датчики наличия металла, причем выход второго датчика 3 наличия металла соединен через первый инвертор 5 с запускающим входом первого триггера бис перв ыми сбрасывающими входами второго 7 и третьего 8 триггеров и непосредственно с первым запускающим входом третьего триггера 8. Выход третьего датчика 4 наличия металла непосредственно соединен с первым запускающим входом второго триггера 7 и через второй инвертор 9 с вторыми сбрасывающими входами первого 6, второго 7 и третьего 8 триггеров.
Прямой и инверсный выходы первого триггера 6, соответственно соединены с первым входом первой 10 и второй 11 схем совпадения, вторые входы которых соединены с прямыми выходами соответственно второго 7 и третьего 8 триггера. Выходы первой 10 и второй 11 схем совпадения подсоединены соответственно через третий 12 и четвертый 13 инверторы и элемент ИЛИ- НЕ 14 на R-вход D-триггера 15, инверсный выход которого соединен с одним из входов третьей схемы 16 совпадения, второй вход которой соединен с выходом порогового элемента 2, а выход - со счетным входом D-триггера 15 и через пятый инвертор 17 со счётным входом счетчика 18 прохода, инверсный и прямой выход перво- го разряда которого соединены с третьими входами соответственно первой 10 и второй 11 схем совпадения.
В качестве первого датчика 1 наличия металла может быть использован, например, датчик контроля статического тока электродвигателей главного привода прокатных валков, а в качестве второго 3 и третьего 4 датчиков наличия металла могут быть использованы, например, фотоэлектрические датчики.
Формирователь циклов многопроходной прокатки работает следующим образом.
В начале цикла прокатки нагретая заготовка подается к прокатным валкам. В этот момент обжатия заготовки валками еще не происходит. Поэтому первый датчик 1 наличия металла не срабатывает и выход порогового элемента 2 находится в состоянии логического нуля.
Если заготовка находится вне зоны срабатывания второго 3 и третьего 4 датчиков наличия металла, то на их выходах присутствуют уровни логической единицы. Эти сигналы с датчиков 3 и 4 через первый 5 и второй 9 инверторы удерживают уровни логической единицы на обоих выходах первого триггера 6, а второй 7 и третий 8 триггеры устанавливают в нулевое состояние. Поэтому на выходах схем 10 и 11 совпадения появляются уровни логической единицы. Эти сигналы через третий 12, четвертый 13 инверторы и элемент ИЛИ-НЕ 14 поступают на R-вход D-триггера 15, который по R-входу (не показано) после включения питания формирователя установлен в единичное состояние и удерживается в нем. На инверсном выходе D-триггера 15 находится уровень логического нуля, который накладывает запрет на прохождение импульсов с выхода порогового элемента 2 через третью схему 16 совпадения.
При прокатке вперед и подходе передней кромки заготовки к зоне действия второго датчика 3 наличия металла последний срабатывает. На входе первого инвертора 5 появляется уровень логического нуля. Первый триггер 6 переходит в состояние, при котором прямой выход имеет нулевой потенциал, а инверсный - единичный.
По мере дальнейщего продвижения заготовки ее переднюю кромку захватывают прокатные валки и начинает срабатывать первый датчик 1 наличия металла. Пороговый элемент 2 фиксирует уровень логической единицы, соответствующий наличию обжатия, ноэтот сигнал не проходит через инвертор 17 на выход устройства, так как третья схема 16 совпадения закрыта уровнем логического нуля с инверсного выхода D-триггера 15. При дальнейшем движении заготовки вперед срабатывает третий датчик 4 наличия металла и на входе второго инвертора 9 появляется нулевой потенциал. При совпадении уровней логического нуля с входа второго инвертора 9 и с прямого выхода первого триггера 6 второй триггер 7 переводится в единичное состояние и сигнал с выхода этого триггера поступает на один из входов первой схемы 10 совпадения.
Когда задняя кромка заготовки, выходит из зоны действия второго датчика 3 наличия металла на его выходе появляется уровень логической единицы. На выходе третьего датчика 4 наличия металла в этот момент находится уровень логического нуля, поэтому первый триггер 6 переключается. Сигнал логической единицы с прямого выхода триггера 6 поступает на второй вход первой схемы 10 совпадения, и на ее выходе появляется нулевой потенциал. Этот сигнал через третий инвертор 12 и элемент ИЛИ-НЕ 14 переключает D-триггер 15 в состояние, при которо.м инверсный выход имеет единичный потенциал. Запрет с второго входа третьей схемы 16 совпадения и сигнал с выхода порогового элемента 2 проходят через инвертор 17 на счетный вход счетчика 18 проходов, на выходе первого разряда которого появляется уровень логической единицы. Вторая схема 11 совпадения открывается, а первая схема 10 совпадения закрывается. После этого передним фронтом импульса с выхода схемы 10 совпадения D-триггер 15 переключается в единичное состояние и закрывает третью схему 16 совпадения. После прохождения зоны действия третьего датчика 4 задним концом заготовки формирователь устанавливается в исходное состояние. Это означает выброс заготовки из валков.
Ввиду непостоянства величин деформации и вытяжки в момент захвата заготовки валками на выходе первого датчика 1, а следовательно, и на выходе порогового элемента 2 сигнал может многократно изменяться. Поэтому для фиксации обжатия заготовки в формирователе производится выделение первого импульса.
При прокатке заготовки назад сначала срабатывает третий датчик 4 наличия металла, затем - датчик 2. На третий вход второй схемы I1 совпадения с прямого выхода первого разряда счетчика 18 проходов подается уровень логической единицы, который снимает запрет с второй схемы 11 совпадения. Далее формирователь работает аналогично и счетчик проходов отсчитывает следующий проход.
Применение предлагаемого формирователя в промышленных условиях позволит сократить число датчиков наличия металла и кабельных связей по сравнению с известными, упростить обслуживание.
Структура формирователя обеспечивает надежную фиксацию моментов захвата и выброса заготовки прокатными валками, помехозащищенность от дребезжания датчиков наличия металлов за счет исключения
формирователей импульсов и ввода инверсного и прямого сигналов первого разряда счетчика проходов на схемы совпадения после каждой записи импульса в счетчик, 5 блокируя R-йход D-триггера.
Формула изобретения
Формирователь циклов многопроходной прокатки, содержащий последовательно сое-- диненные первый датчик наличия металла и пороговый элемент, второй и третий датчики наличия металла, причем выход второго датчика наличия металла соединен через первый инвертор с запускающим вхо5 дом первого триггера и со сбрасывающими входами второго и третьего триггеров и непосредственно с первым запускающим входом третьего триггера, а выход третьего датчика наличия металла непосредственно соединен с первым запускающи.м входом
0 второго триггера и через второй инвертор со сбрасывающими входами первого, второго и третьего триггеров, прямой и инверсный выходы первого триггера соответственно соединены с входом первой и вто5 рой схем совпадения, вторые входы которых соединены с прямыми выходами соответственно второго и третьего триггеров, отли- чающийся тем, что, с целью повыщения надежности, снабжен третьим и четвертым инверторами, элементом ИЛИ-НЕ, D-триг0 гером, третьей схемой совпадения, пятым инвертором и счетчиком проходов, причем выходы первой и второй схем совпадения подсоединены соответственно через третий, четвертый инверторы и элемент ИЛИ-НЕ на R-вход D-триггера, инверсный выход которо5 го соединен с одним из входов третьей схемы совпадения, второй вход которой соединен с выходом порогового элемента, а выход со считывающим входом D-триггера и через инвертор со счетным входом счетчика проходов, инверсный и прямой выходы первого разряда которого соединены с третьими входами соответственно первой и второй схем совпадения.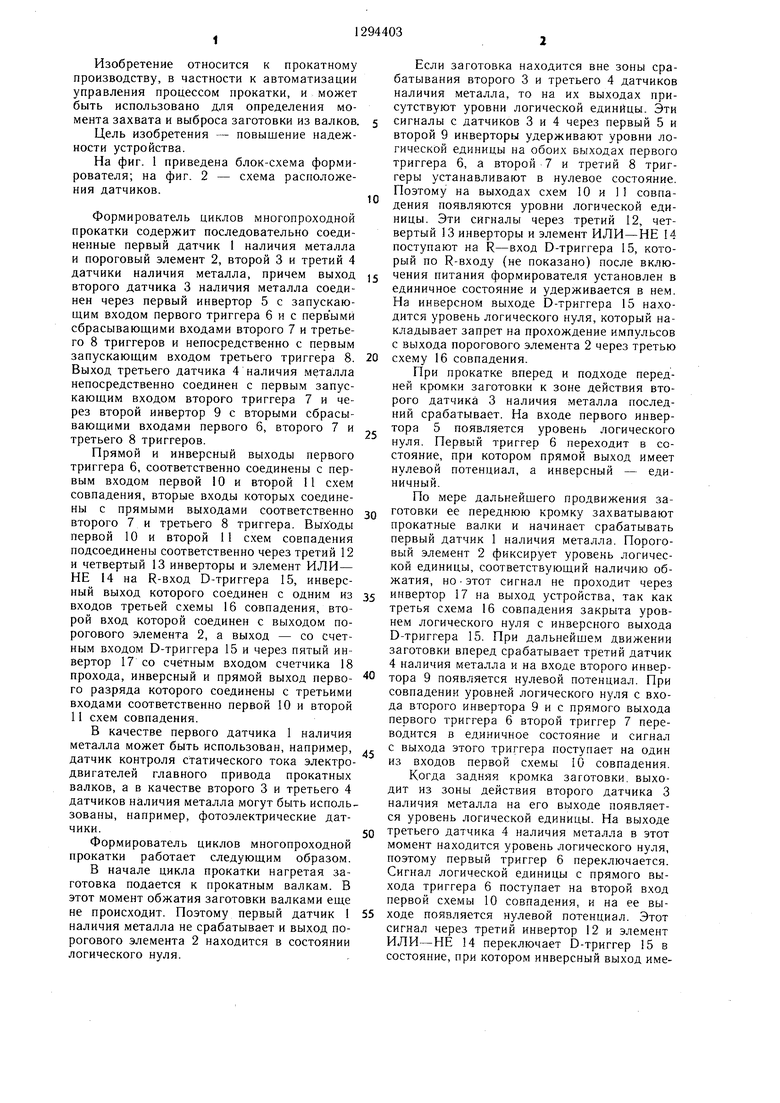

| название | год | авторы | номер документа |
|---|---|---|---|
| Формирователь циклов многопроходной прокатки | 1987 |
|
SU1437122A2 |
| Устройство для определения этапов прокатки | 1986 |
|
SU1340850A2 |
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Система управления механизмами установки валков обжимной клети винтовой прокатки | 1985 |
|
SU1268231A1 |
| Устройство для определения этапов прокатки | 1982 |
|
SU1057133A2 |
| Устройство для определения момента выхода торца раската из очага деформации обжимной клети | 1986 |
|
SU1342550A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU865458A1 |
| Устройство дл коррекции показаний датчика положения нажимных устройств прокатной клети | 1990 |
|
SU1754248A1 |
| Устройство регулирования натяжения в межклетевом промежутке прокатного стана | 1990 |
|
SU1722638A1 |
| Устройство для коррекции показаний датчика положения нажимных устройств прокатной клети | 1986 |
|
SU1338914A1 |
Изобретение относится к прокатному производству и может использоваться в системах автоматического управления процессом прокатки. Цель изобретения - повышение надежности устройства. Цель достигается тем, что формирователь снабжен тремя инверторами, элементом ИЛИ-НЕ, D- триггером, схемой совпадения и счетчиком проходов. Структура формирователя обеспечивает надежную фиксацию моментов захвата и выброса заготовки валками клети и исключает дребезжание датчиков наличия металла. Формирователь выделяет сигналы о моменте захвата заготовки прокатными валками и осуществляет контроль проходов на каждом цикле прокатки. Начало обжатий (захват)- заготовки определяется в зоне действия датчиков с учетом направления прокатки, исключаются сбои и ложные импульсы от клетьевых датчиков и датчика нагрузки главного привода, повышается достоверность информации. 2 ил. с (Л ю 
фиг. 2
| Устройство для определения этапов прокатки | 1978 |
|
SU778840A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Винарик А | |||
| А | |||
| и др | |||
| Автоматический указатель местонахождения движущихся объектов | |||
| - Механизация и автоматизация производства, 1982, № 2, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
