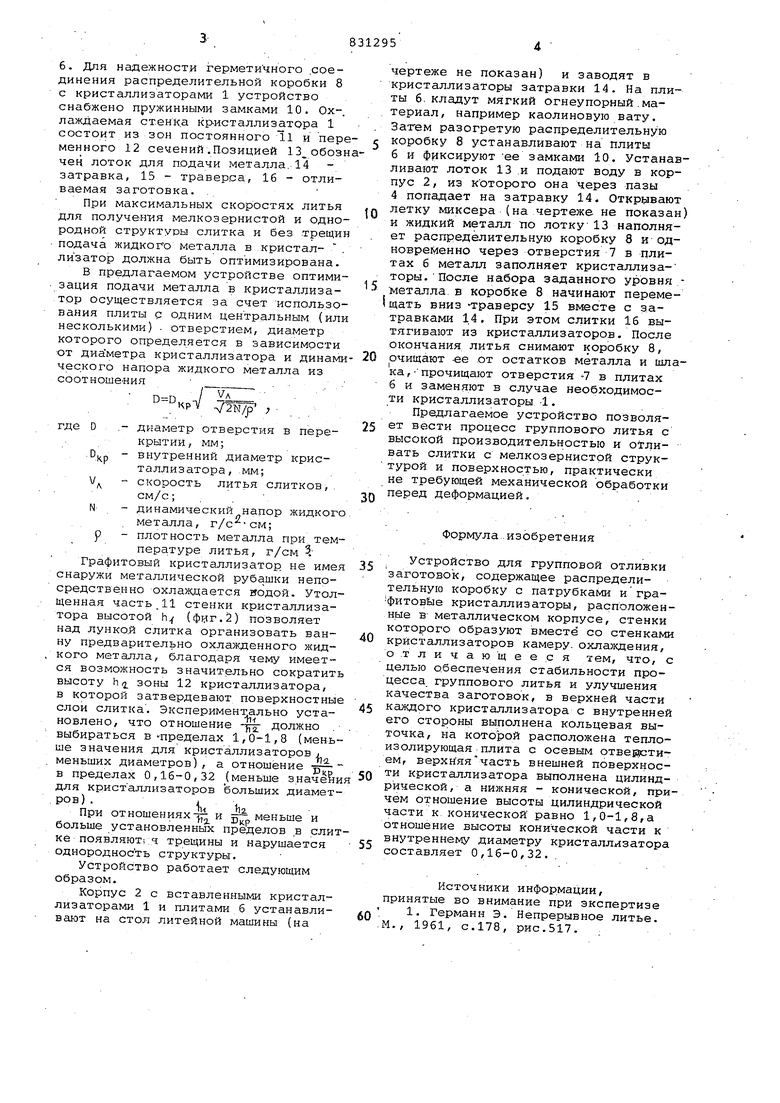
(54) УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ОТЛИВКИ ЗАГОТОВОК 6. Для надежности герметичного .соединения распределительной коробки 8 с кристаллизаторами 1 устройство снабжено пружинными замками 10, Ох-, лаждаемая ст.енКа кр-исталлизатора 1 состоит из зон постоянного ll и пере менного 12 сечений.Позицией 13 обозн чен, лоток для подачи металла.14 затравка, 15 - траверса, 16 - отливаемая заготовка. .. При максимальных скоростях литья для получе-Ния мелкозернистой и однородной структуры слитка и без .трещин подача жидкого металла в кристал- . лизатор должна быть оптимизирована. В предлагаемом устройстве оптимизация подачи металла в кристаллизатор осуществляется за счет исполь.зования плиты с одним центральным (или несколькими) отверстием, диаметр которого определяется в зависимости от диаметра кристаллизатора и динами ческого напора жидкого металла из соотношения . j-V диаметр отверстия в перекрытии, мм; внутренний диаметр кристаллизатора, мм; скорость литья слитков,. см/с; . . динамический напор жидког металла, г/с -см; плотность металла при, тем пературе литья, г/см . Графитовый кристаллизатор не име снаружи металлической рубашки непосредственно охлаждается водой. Утол щенная часть,11 стенки кристаллизатора высотой h (фуг.2) позволяет над лунко.й слитка организовать ванну предварительно охлажденного жидкого металла, благодаря чему имеется возможность значительно сократит высоту h зоны 12 кристаллизатора, в которой затвердевают поверхностны слои слитка. Экспериментально установлено, что отношение -j должно . выбираться в-пределах 1,0-1,8 (мень ше значения для кристаллизаторов , меньших диаметров), а отношение -gв пределах 0,16-0,32 (меньше з.наче& для кристаллизаторов больших диамет ров) .li li При отношениях-j и д, меньше и больше установленных пределов .в сли ке появляютг. ч трещины и нарушается однородность структуры. Устройство работает следующим образом. Корпус 2 с вставленными кристаллизаторами 1 и плитами б устанавливают на стол литейной машины (на ертеже не показан) и заводят в ристаллизаторы затравки 14. На плиы 6, кладут мягкий огнеупорный.маериал, например каолиновую вату. Загем разогретую распределительную коробку 8 устанавливают на плиты б и ф 1ксируют ее замками 10. Устанавливают лоток 13 .и подают воду в корпус 2, из которого она через пазы 4 попадает на затравку 14. Открывают летку миксера (на чертеже не показан) и жидкий металл по лотку 13 наполняет распределительную коробку 8 и одновременно через отверстия 7 в плитах 6 металл заполняет кристаллизаторы.После набора заданного уровня металла в коробке 8 начинают перемещать вниз -траверсу 15 вместе с затравками 14. При этом слитки 16 вытягивают из кристаллизаторов. После окончания литья снимают коробку 8, очищают -ее .от остатков металла и шлака ,прочищают отверстия -7 в плитах 6 и заменяют в случае необходимости кристаллизаторы -1. Предлагаемое устройство позволяет вести процесс группового литья с высокой производительностью и отливать слитки с мелкозернистой структурой и поверхностью, практически не требующей механической обработки перед деформацией. . Формула.изобретения Устройство для групповой отливки заготовок, содержащее распределительную коробку с патрубками и графитовЬле кристаллизаторы, расположенные В металлическом корпусе, стенки которого образуют вместе со стенками кристаллизаторов камеру, охлшкдения, о .т л и ч а ю щ е е с я тем, что, с целью обеспечения стабильности процесса группового литья и улучшения качества заготовок, в верхней части каждого кристаллизатора с внутренней его стороны выполнена кольцевая выточка, на которой расположена теплоизолирующая плита с осевым отвейстием, верхняячасть внешней поверхности кристаллизатора выполнена цилиндрической, а нижняя - конической, причем отношение высоты цилиндрической части к конической равно 1,0-1,8,а отношение высоты конической части к внутреннему диаметру кристаллизатора составляет 0,16-0,32. Источники информации, принятые во внимание при экспертизе 1. Германн Э. Непрерывное литье. .М., 1961, с.178, рис.517. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка непрерывного литья | 1980 |
|
SU933199A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ОТЛИВКИ КРУГЛЫХ СЛИТКОВ | 1992 |
|
RU2038905C1 |
| Способ полунепрерывного литья заготовок | 1981 |
|
SU1066728A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ СЛИТКОВ | 1983 |
|
SU1220218A1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, КРИСТАЛЛИЗАТОР И УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ СЛИТКА | 2005 |
|
RU2304484C2 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| Способ полунепрерывного литья полых заготовок | 1977 |
|
SU667321A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, СОДЕРЖАЩИХ ЛИТИЙ | 2008 |
|
RU2381865C1 |
| Установка для непрерывного литья заготовок из цветных металлов и сплавов | 1982 |
|
SU1047583A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |

