Изобретение относится к литейному производству металлов и сплавов, в частности к устройствам, применяемым для непрерывной и полунепрерывной отливки полых слитков.
Целью изобретения является улучшение качества внутренней поверхности слитков.
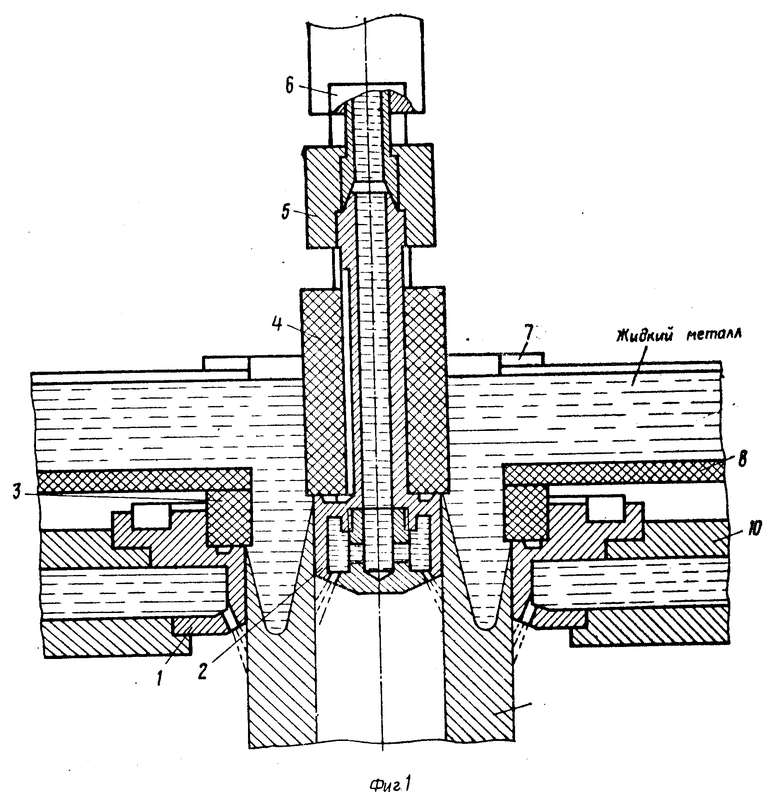
На фиг. 1 показано предлагаемое устройство, осевой разрез; на фиг.2 то же, вид сверху.
Устройство имеет водоохлаждаемый кристаллизатор 1 и водоохлаждаемый конусообразный полый дорн 2 с установленными на них теплоизоляционными насадками 3 и 4 соответственно. Дорн 2 по высоте состоит из верхней цилиндрической части и нижней конической части большего диаметра, охлаждаемой водой, которые в месте соединения образуют горизонтальную площадку, служащую для установки теплоизоляционной насадки 4. С помощью втулки 5 дорн 2 крепится к коромыслу 6. В теплоизоляционной насадке 3 выполнены два радиальных выреза 7, в которые установлены патрубки 8. Жидкий металл из распределительной коробки 9 через патрубки 8 подается в рабочее пространство между тепловыми насадками с двух взаимно противоположных сторон. Вода к кристаллизатору подводится через коллектор 10, а к дорну по дюритовому шлангу. Охлаждаемая зона дорна смещена относительно охлаждаемой зоны кристаллизатора в направлении противоположном вытягиванию слитка.
Устройство работает следующим образом. После заполнения жидким металлом пространства между тепловыми насадками 3 и 4 до уровня донной части распределительной коробки включают рабочий ход литейной машины. Затем уровень жидкого металла в распределительной коробке поднимают на 2/3 ее высоты и устанавливают заданную скорость вытягивания слитков. В процессе литья путем регулирования расхода жидкого металла из ленточного отверстия уровень металла в распределительной коробке поддерживается постоянным. По достижении заданной длины слитков подача жидкого металла в распределительную коробку прекращается.
Экспериментально установлено, что внутренняя поверхность слитка получается более высокого качества, если полый дорн смещен вверх относительно кристаллизатора на величину, равную 0,05-0,1 величины кольцевого зазора между кристаллизатором и дорном. При этом, чем больше разница между внутренним и внешним диаметрами слитка, тем больше должно быть смещение полого дорна относительно кристаллизатора. Однако если величина смещения больше, чем 0,1 толщины слитка, то на внутренней поверхности слитка возникают поверхностные трещины, и процесс литья становится неустойчивым, а при величине смещения меньше, чем 0,05 внутренняя поверхность слитка характеризуется наличием ликвационных наплывов. В обоих случаях требуется дополнительная механическая обработка внутренней поверхности слитка.
П р и м е р. Отливают слитки из алюминиевого сплава Д16 внешним диаметром 204 мм и внутренним 52 мм. Высота кристаллизатора и полого дорна составляла 35 мм. Скорость вытягивания слитков 120 мм/мин.
Проводят отливку нескольких партий слитков при различном смещении дорна и кристаллизатора. При величине смещения менее 3,8 мм на внутренней поверхности наблюдаются ликвационные наплывы, а при смещении более 7,7 мм образовываются трещины и надрывы. В диапазоне смещений между этими значениями процесс литья протекает стабильно и сопровождается формированием ровной внутренней поверхности слитков.
Использование предлагаемого устройства для непрерывной отливки полых слитков по сравнению с известным позволяет обеспечить стабильные условия охлаждения и равномерную усадку поверхностных слоев слитка, тем самым повысить качество его внутренней поверхности. Одновременно улучшается внутренняя структура слитков благодаря достижению ламинарного, без перепадов, в уровне фронта движения металла к лункам кристаллизирующихся слитков.
Устройство позволяет повысить производительность процесса литья путем увеличения количества одновременно отливаемы слитков, исключить операции механической обработки внутренней поверхности слитков, а так же снизить затраты на производство 1 т металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИЯ | 1987 |
|
SU1462595A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1982 |
|
SU1112643A1 |
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ ЦИЛИНДРИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2788042C1 |
| Установка непрерывного горизонтального литья полых заготовок | 1983 |
|
SU1138234A1 |
| Установка для непрерывного литья заготовок из цветных металлов и сплавов | 1982 |
|
SU1047583A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК (ВАРИАНТЫ) | 1997 |
|
RU2118227C1 |
| Способ непрерывной разливки алюминия | 1978 |
|
SU899239A1 |
| Кристаллизатор для непрерывного литья полых заготовок | 1981 |
|
SU950490A1 |
| Способ непрерывного горизонтального литья полых слитков и устройство для его осуществления | 1982 |
|
SU1049172A1 |
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2006337C1 |

0,1 величины кольцевого зазора между кристаллизатором и дорном.
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
