(54) МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ
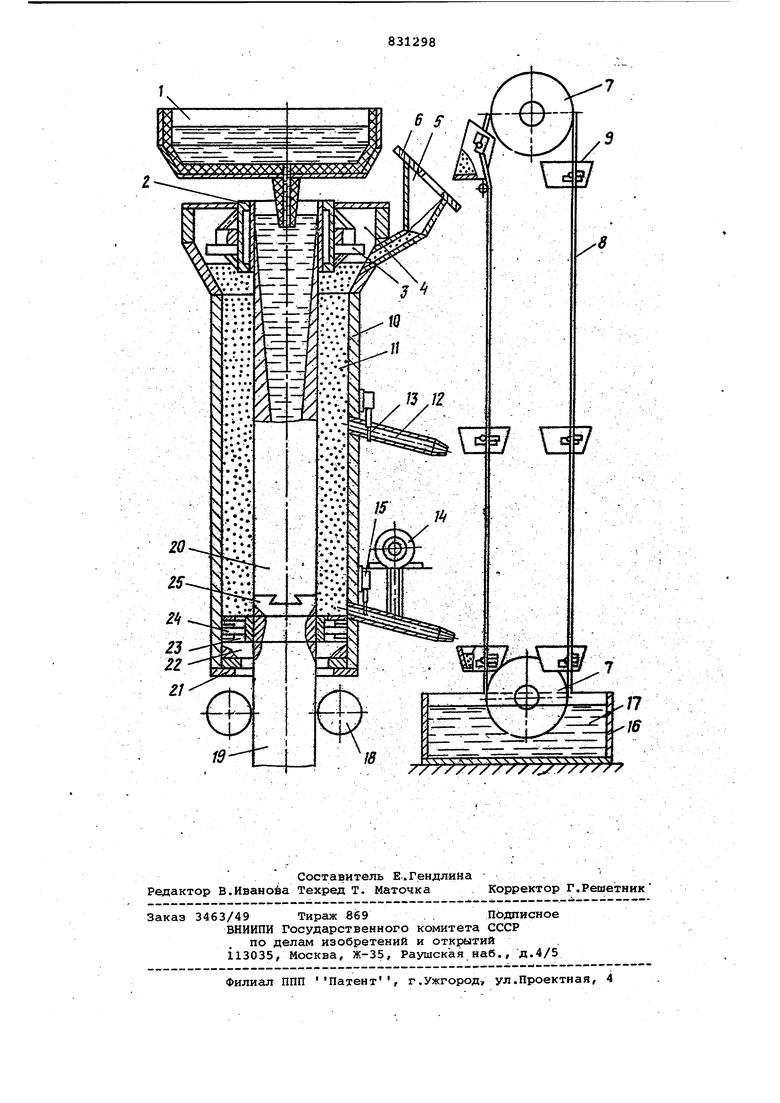
да соединены с устройством 14 пневматической транспортной системы.Заслонки 13 открываются и закрываются электромагнитом 15. Нижний блок 7 элеватора частично размещен в ванне 16 с охлаждающей водой 17. Тянущая клеть 18 осуществляет перемещение затравки 19 и слитка 20. Выступы 21 в дне камеры вторичного охлаждения фиксируют планку 22с уплотнением 23, прижатым к слитку пружинами 24. Со слитком соединена головка затравки 25.
Машина работает следующим образом Из промежуточного ковша 1 жидкий металл поступает в кристаллизатор 2. В бункер 4 через загрузочную воронку 5 подается сыпучий металлический материал, например чугунная дробь. Этот материал периодически загружается в бункер 4 коробами 9 элеватора. При этом крышка б воронки 5 открывается, а короб 9 переворачивается, например с помощью гидроцилиндра. Сыпучий материал 11,находящийся в камере 10, уравновешивает металлостатическое давление на корку слитка 20 и осуществляет охлаждение слитка.
. При открывании заслонки 13 сыпучий материал 11 с помощью устройства 14 удаляется из камеры 10 и поступает в короба 9. После заполнения короба он перемещается в ванну 16, в которую частично погружен нижний блок 7 элеватора, где сыпучий материал охлаждается. Пневматическое устройство 14 можно выполнить в виде компрессора либо бункера, в который подается от централизованной сети воздух под давлением 4-6 атм. .
Частицы дроби, увлеченные струей воздуха, транспортируются из камеры 10 вторичного охлаждения в короба элеватора. После охл.аждения дробь вновь поступает в камеру Ю вторичнго охла5вдения. Трубопроводы 12 располйжены последовательно вдоль камеры 10 с шагом 0,2-0,5 от общей ее длины, что позволяет регулировать расход сыпучего материала, а следовательно, и интенсивность вторичног охлаждения по высоте слитка.
Когда затравка достигает дна камеры 10, планка 22 упирается в вы- ступы 21 стенок камеры, после чего головка затравки 25 отделяется от планки 22 и проходит ниже в тянущую клеть 18, затем отделяетсягазорезкой, и удаляется. Планка 22 остается неподвижной и является дном камеры 10 вторичного охлаждения. Уплотнения 23, прижатые к слитку 20 пружинами 24, предотвращают утечку сыпучего материала 11.
Предлагаемая машина непрерывного литья металлов позволяет повысить интенсивность охлаждения слитка, значительно снизить напряжение в формируемой корке слитка, повысить его качество и увеличить скорость разливки. .
Формула изобретения
1. Машина непрерывного литья металлов, содержащая «амеру вторично;го охлаждения/ заполненную металличес5 КИМ сыпучим материалом, роронку для подачи сыпучего материала в камеру и трубопроводы для удаления сыпучего материала из камеры, о т л и ч а и щ а я с я тем, что/ о целью повыQ шения скорости разливки, машина снаб« жена устройством для охлаждения сыпучего материала, соединенным ,с камерой вторичного охлаждения посредством трубопроводов цля удаления сыс пучего материала, причем трубопровода, связанные с пневмотранспортной системой, выполнены с регулируемыми заслонками и расположены по высоте камеры с шагом равным 0,2-0,5 от об щей ее длины. . .
0 2. Машина по п.1, о тли ч а ю щ а я с и тем, что устройство для охлаждения сыпучего материала выполнено в виде ковшевого элеватора и ванны с охладителем, причем рабочая
5 ветвь элеватора частично размещена в ванне.
Источники информации, принятые во внимание при эксйерфизе
1. Авторское свидетельство СССР ; ПО заявке № .2160083, 1975. /V/ V//i/.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения непрерывно-литых и полунепрерывнолитых слитков | 1981 |
|
SU1018782A1 |
| Устройство для горизонтального непрерывного литья заготовок | 1985 |
|
SU1252024A1 |
| Способ непрерывного литья заготовок | 1985 |
|
SU1304979A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| Установка непрерывного литья металлов | 1983 |
|
SU1091993A1 |
| Способ непрерывного горизонтального литья заготовок и устройство для его осуществления | 1987 |
|
SU1521521A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| Электропривод тянущей клетки машины непрерывного литья заготовок | 1977 |
|
SU729796A1 |
| Машина непрерывного литья металлов наклонного или горизонтального типа | 1983 |
|
SU1096023A1 |