Изобретение относится к металлургии, а именно к непрерывной разливке металлов и сплавов.
Цель изобретения - повышение стабильности процесса литья и качества отливаемых заготовок.
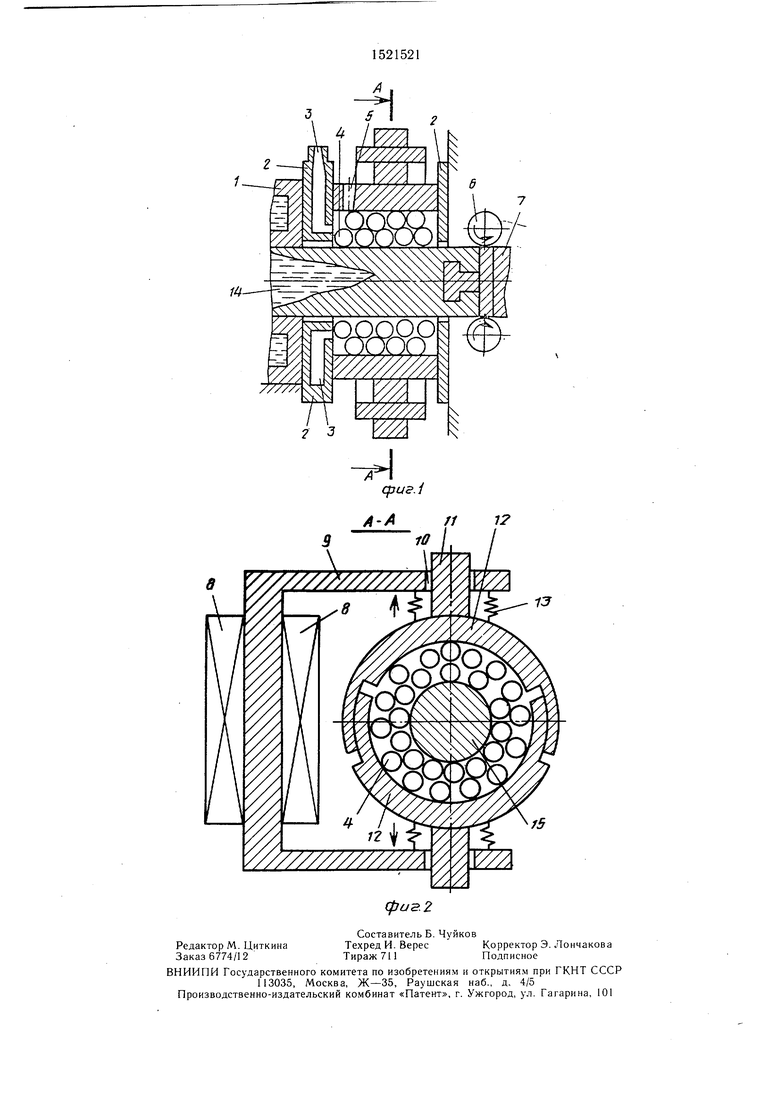
На фиг. 1 изображено устройство для осуществления способа непрерывного горизонтального литья заготовок, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит кристаллизатор 1, кожух 2 с каналами 3 и сыпучим материалом (дробью) 4, загрузочное окно 5, механизм 6 циклического перемещения, затравку 7, катущку 8, сердечник 9 с пазами 10, штоки 11 с сопряженными полыми полуцилиндрами 12, пружины 13.
Устройство расположено на выходе слитка из кристаллизатора 1, кожух 2 с каналами 3 и сопряженные полые полуцилиндры 12 образуют емкость, в которой находится
дробь 4. Штоки 11 установлены в пазах 10 сердечника 9 с зазором, обеспечивающим свободное перемещение штоков 11. Пружины 13 прижимают полуцилиндры 12 к полюсам сердечника 9, на котором расположена ка- тущка 8. Загрузочное окно 5 расположено в верхней части верхнего полуцилиндра 12. Затравка 7 имеет тот же профиль, что и заготовка 15.
Устройство работает следующим образом.
Затравку 7 устанавливают в кристаллизатор 1. Дробь 4 через загрузочные окна 5 засыпают в кожух 2. Металл 14 заливают в кристаллизатор 1. В кристаллизаторе 1 металл 14 затвердевает, формируя корку заготовки 15. Подают охлаждающую водо- воздущную смесь в кожух 2 с дробью 4 через каналы 3. Подают напряжение, постоянное по знаку, но изменяющееся по величине, на катушку 8. При этом в сердечСЛ
|С
ел to
нике 9, штоке 1 1, полуцилиндрах 12 и дроби 4 наводится магнитный поток, сжимающий полуцилиндры 12 и увеличивающий давление дроби 4 на затравку 7 заготовки 15. Так как напряжение на катущке изменяется по величине, то, фответственно, изменяется сила, сжимающая дробь. Это приводит к ее вибрации, при этом перемещение полуцилиндров 12 и возврат их в исходное состояние происходит за счет перемещения щтоков 11 в пазах 10 сердечника 9 и пружин 13. Усилие прижатия дроби зависит от амплитуды питающего напряжения. Устанавливают питающе е напряжение на пониженное значение, при котором прижатие дроби 4 к затравке 7 незначительно и дробь не может влиять на режим движения заготовки. Включают механизм 6 циклического перемещения, и затравка 7 (слиток 15) перемещается на длину, равную щагу вытягивания. В момент окончания времени движения включают катущку 8 на повышенное напряжение, при этом усилие прижатия дроби 4 к заготовке 15 возрастает и дробь оказывает на заготовку тормозящее действие, что уменьшает ее движение по инерции. После остановки усилие прижатия дроби устанавливают путем регулирования напряжения. Это усилие прижатия обеспечивает требуемый режим охлаждения слитка.
Способ осуществляют следующим образом.
Расплав заливают в кристаллизатор и затвердевающую заготовку вытягивают по циклическому режиму. Сыпучий материал располагают с выходной стороны кристаллизатора вокруг заготовки. Во время движения заготовки сыпучий материал свободно облегает ее поверхность и не препятствует точному выполнению заданного режима извлечения заготовки. Во время остановки сыпучий материал прижимают к поверхности заготовки и этим повышают интенсивность ее охлаждения и предотвращают выпучивание и прорыв корки заготовки. Прижатие сыпучего материала к заготовке осуществляют в момент начала времени остановки, что способствует быстрому торможению и остановке заготовки. Это уменьшает движение по инерции, повышает быстродействие системы вытягивания, точность реализации режима вытягивания, качество слитка и стабильность процесса.
Сыпучему материалу сообщают колебательное движение. Это приводит к вибрации заготовки, уменьшению усилий съема начальной корки с поверхности кристаллизатора и усилий вытягивания, измельчению структуры заготовки и повышению стабильности процесса.
Сыпучий материал в процессе литья
охлаждают.
Пример. Кристаллизатор диаметром
30 мм выполняют из графита МП, кожух имеет длину 500 мм и диаметр 300 мм. В качестве сыпучего материала используют чугунную дробь. Кожух охлаждают водовоз- дущной смесью при давлении 1,5 кг/см. Заготовку получают из чугуна СЧ20. Режим
вытягивания:, время движения 3 с, время остановки 4 с, шаг 100 мм. При движении слитка напряжение питания катушки 5 В, дробь не препятствует движен 5Ю. На время остановки включают катушку на напряжение 48 В, происходит быстрая остановка слитка. Напряжение питания катушки (48 или 5 В) имеет импульсную форму с частотой 50 Гц, что приводит к возникновению в заготовке вибрации с частотой 50 Гц. Получают слиток с мелкодисперсной структурой. Температурное поле слитка стационарно, процесс литья стабилен, качество заготовки высокое.
Применение способа и устройства .позволит предотвратить прорывы металла через
корку слитка, создать оптимальный режим вторичного охлаждения, улучшить структуру заготовки, получить более точную реализацию закона движения и за счет этого повысить стабильность процесса и качество заготовки.
Формула изобретения
. Способ непрерывного горизонтального литья заготовок, включающий подачу жидкого расплава в кристаллизатор, перио5 дическое вытягивание из него заготовки и ее охлаждение за кристаллизатором сыпучим материалом, отличающийся тем, что, с целью повышения стабильности процесса литья и качества отливаемых заготовок, сьшучий
Q материал прижимают к поверхности заготовки в период паузы периодического вытягивания.
2.Способ по п. 1, отличающийся тем, что сыпучему материалу сообщают колеба5 тельное движение.
3.Устройство для непрерывного горизонтального литья заготовок, содержащее кристаллизатор и расположенный за ним кожух с сыпучим материалом, отличающееся тем, что, с целью повышения стабильнос0 ти процесса литья и качества отливаемых заготовок, оно снабжено катушкой, штоками с сопряженными между собой полу- , цилиндрами и сердечником посредством пружин, а в кожухе выполнены каналы для охлаждения сыпучего материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дорн для непрерывной отливки полых заготовок | 1976 |
|
SU573925A1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| Способ непрерывного литья заготовок | 1985 |
|
SU1304979A1 |
| Способ горизонтальной непрерывной разливки металлов | 1983 |
|
SU1138233A1 |
| МАШИНА ДЛЯ МНОГОРУЧЬЕВОЙ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU1042235A1 |
| Машина непрерывного литья заготовок | 1983 |
|
SU1152704A1 |
| Устройство для горизонтального непрерывного литья заготовок | 1985 |
|
SU1252024A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1984 |
|
SU1150831A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2025196C1 |
Изобретение относится к металлургии, в частности к непрерывной разливке металлов и сплавов. Цель изобретения - повышение стабильности процесса литья и качества отливаемых заготовок. Для достижения цели сыпучий материал прижимают к поверхности заготовки по циклическому режиму с частотой, соответствующей частоте извлечения заготовки, и сообщают ему колебательное движение. Устройство дополнительно содержит катушку, сердечник с пазами, в которых установлены штоки с сопряженными полыми полуцилиндрами, соединенными пружинами с сердечником, и в кожухе выполнены каналы для охлаждения дроби. 2 с. и 1 з.п. ф-лы, 2 ил.
-яГ
8
y///7//////
У/////////////Л
Составитель Б. Чуйков
Редактор М. ЦиткинаТехред И. ВересКорректор Э. Лончакова
Заказ6774/12Тираж711Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат «Патент, г. Ужгород, ул. Гагарина, 101
cpus.i
A-Af1
10
12
13
12
/5
(риг. 2
| Рамишвили Ш | |||
| Д | |||
| и др | |||
| Применение сыпучих материалов при полунепрерывном литье чугунных заготовок | |||
| - Литейное производство, 1986, № 9, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
