, - 1 .. . .
Изобретение относится к метал- лообработке, а имение) снятию фасок в отверстиях.
Известен инструмент для снятия фасок, содержащий падянжный в радиальном наиравлёнмя резец и силовой, орган в виде пружиныСИ
Недостатком инстрнумента является то, что он не позволяет вести обработку кромок на лвпреривных ускоренных подачах (ходах), что сни жает производительность инструмента Это все связано с неотрывным участием рабочего и не обеспечивает стабильного получения фаски заданного размера, что особенно .вгикно при колебаниях линейных размеров деталей, даже если они допустимы по технологии изготовления.
Цель изобретения - повьвдгение производительности труда.
Поставленная цель достигается тем, что инструмент сйабжен шариками, эксцентриЧньонш втулками под них и плунжером, причем резец подпружинен в радиёшьиом направлении и & средней его части выполнен копирный участок, с поверхностью которого контактирует шарик, а второй шарик подпружинен, при зтом
втулки установлены оппозитно друг другу.
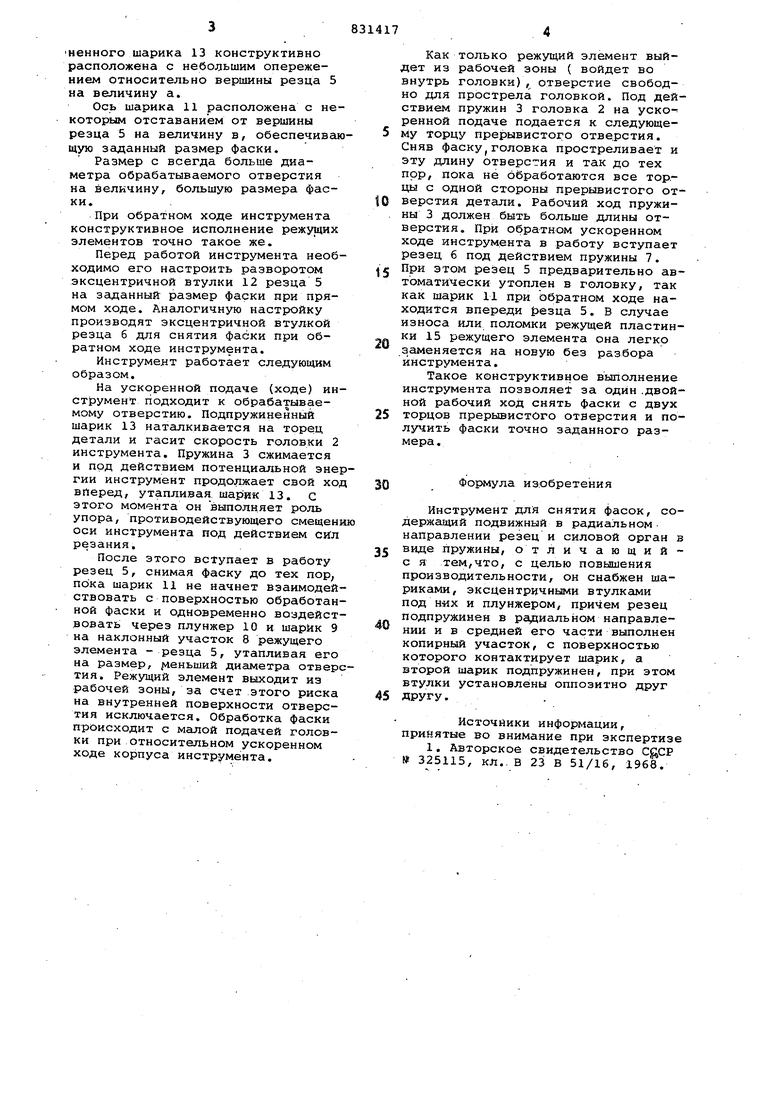
На фиг.1 изображен инструмент, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - схема настройки инструмента.
Инструмент для снятия фасок содержит корпус 1 с подпружиненной головкой 2 с двумя пружинами сжатия, для прямого хода пружина 3 |И для обратного хода - пружина 4 В головке отдельно друг от друга размещены резцы 5 и б, находящиеся под воздействием пружин 7, копирные участки 8 резцов взаимодействуют через шарик 9, плунжер 10 с шариком 11, помещенным в эксцентричную втулЛу 12 с установкой, которой достигается заданный размер обрабатываемой фаски.
Подпружиненный шарик 13 расположен в эксцентричной втулке 14 и выполняет роль гасителя скорости в момент касания шарика 13 с торцом детали, а затем противодействует смещению оси инструмента от сил резания. Рез1.ил 5 и 6 снабжены режущими пластинйами 15. Для гашения скорости головки при прямом ходе инструмента ось подпружиенного шарика 13 конструктивно асположена с небольшим опережеием относительно вершины резца 5 а величину а.
Ось шарика 11 расположена с неоторым отставанием от вершины езца 5 на величину в, обеспечиваюую заданный размер фаски.
Размер с всегда больше диаетра обрабатываемого отверстия на величину, большую размера фаски.
При обратном ходе инструмента конструктивное исполнение режущих элементов точно такое же.
Перед работой инструмента необходимо его настроить разворотом эксцентричной втулки 12 резца 5 на заданный размер фаски при прямом ходе. Аналогичную настройку производят эксцентричной втулкой резца б для снятия фаски при обратном ходе инструмента.
Инструмент работает следующим образом.
На усксэренной подаче (ходе) инструмент подходит к обрабатываемому отверстию. Подпружиненный шарик 13 наталкивается на торед детали и гасит скорость головки 2 инструмента. Пружина 3 сжимается и под действием потенциальной энергии инструмент продолжает свой ход вперед, утапливая mapifiK 13. С этого момента он выполняет роль упора, противодействующего смещению оси инструмента под действием сил резания.
После этого вступает в работу резец 5, снимая фаску до тех пор, пока шарик 11 не начнет взаимодействовать с поверхностью обработанной фаски и одновременно воздействовать через плунжер 10 и шарик 9 на наклонный участок 8 режущего элемента - резца 5, утапливая его на размер, ;4еньший диаметра отверстия. Режущий элемент выходит из рабочей зоны, за счет этого риска на внутренней поверхности отверстия исключается. Обработка фаски происходит с малой подачей головки при относительном ускоренном ходе корпуса инструмента.
Как только режущий элемент выйдет из рабочей зоны ( войдет во внутрь головки), отверстие свободно для прострела головкой. Под действием пружин 3 головка 2 на ускоренной подаче подается к следующему торцу прерывистого отверстия. Сняв фаску головка простреливает и эту длину отверстия и так до тех пор, пока не обработаются все торцы с одной стороны прерывистого отверстия детали. Рабочий ход пружи. ны 3 должен быть больше длины отверстия. При обратном ускоренном ходе инструмента в работу вступает резец б под действием пружины 7.
5 При этом резец 5 предварительно автоматически утоплен в головку, так как шарик 11 при обратном ходе находится впереди езца 5. В случае износа или поломки режущей пластинки 15 режущего элемента она легко з аменяется на новую без разбора инструмента.
Такое конструктивное выполнение инструмента позволяет за один .двойной рабочий ход снять фаски с двух
5 торцов прерывистого отверстия и получить фаски точно заданного размера.
Формула изобретения
Инструмент дли снятия фасок, содержащий подвижный в радиальном направлении резец и силовой орган в
виде пружины, отличающийс я тем,что, с целью повышения производительности, он снабжен шариками, эксцентричными втулками под н-их и плунжером, причем резец подпружинен в радиальном направлеНИИ и в средней его части выполнен копирный участок, с поверхностью которого контактирует шарик, а второй шарик подпружинен, при этом втулки установлены оппозитно друг
другу.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 325115, кл.. В 23 В 51/16, 1968.
/fl
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия фасок | 1978 |
|
SU846129A1 |
| Способ обработки фасок на седлах клапанов и устройство для его реализации | 1985 |
|
SU1282972A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 2002 |
|
RU2242334C2 |
| Устройство для снятия двусторонних фасок | 1983 |
|
SU1144786A2 |
| Устройство для снятия фасок | 1982 |
|
SU1148722A1 |
| Расточная головка | 1989 |
|
SU1703278A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Устройство для обработки фасок на седлах клапанов | 1988 |
|
SU1618514A1 |
| Приспособление к зубофрезерному станку для снятия заусенцев с зубьев цилиндрических зубчатых колес | 1991 |
|
SU1816575A1 |
| Устройство к токарному станку для снятия фасок | 1982 |
|
SU1069958A1 |


