(54) УСТАНОВКА ДЛЯ ПЛАКИРОВАНИЯ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для плакирования труб | 1979 |
|
SU863253A1 |
| Установка для плакирования труб | 1978 |
|
SU737062A1 |
| Установка для плакирования труб диффузионной сваркой | 1982 |
|
SU1073045A1 |
| Устройство для перемещения заготовки в рабочую зону вакуумного прокатного стана | 1989 |
|
SU1722748A1 |
| Способ волочения длинномерных изделий | 1984 |
|
SU1353547A1 |
| Способ изготовления труб | 1977 |
|
SU728956A1 |
| Устройство для смазки внутренней поверхности труб перед волочением | 1991 |
|
SU1784326A1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| Способ изготовления составных труб | 1979 |
|
SU848112A1 |
| Волочильный стан | 1973 |
|
SU452384A1 |
1
Изобретение относится к производству биметаллических труб, преимущественно к получению двухслойных трубных заготовок под сварку, и может быть широко использовано в промышленности.
По основному авт. св. № 737062 известна установка для плакирования -труб, содержащая вакуумную камеру с вакуумным насосом и размещенный вне камеры волочильный стан с волочильной доской, фильером и тянущим устройством, причем один торец вакуумной камеры жестко сое. с волочильной доской 1.
Недостатком известной установки является громоздкость конструкции и значительные затраты времени при плакировании труб малого диаметра, что снижает производительность установки.
Цель изобретения - увеличение производительности установки при плакировании труб малого диаметра и упрощение конструкции. .
Указанная цель достигается тем, что в другом конце вакуумной камеры установлен поршень, связанный с приводом его перемещения.
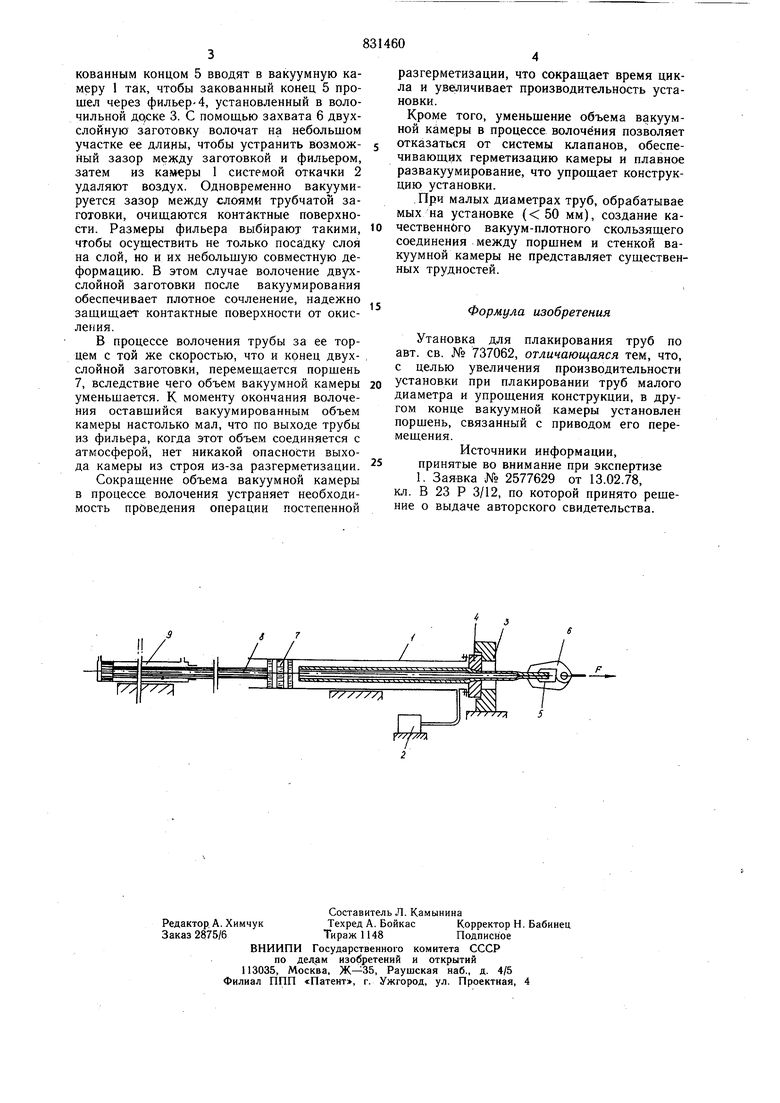
На чертеже представлена схема установки, разрез.
Установка содержит вакуумную камеру 1 с системой откачки 2. В торце камеры размещена волочильная доска. 3 с фильером 4, в котором устанавливается закованный конец 5 двухслойной трубчатой заготовки. Волочение осуществляется волочильной цепью с помощью захвата 6. В другом конце вакуумной камеры 1 установлен поршень 7, который приводится в движение через шток 8 любым видЬм привода 9, обеспечивающим регулируемую скорость перемещения. Скорость движения поршня равна скорости перемещения заднего конца двухслойной заготовки в камере в процессе волочения и изменяется при переходе с размера на размер труб. Между внутренней п оверхностью камеры и поршнем обеспечивается скользящее вакуум-плотное соединение. Вместо поршня в качестве элемента конструкции, обеспечивающему уменьшение емкости вакуумной камеры, может быть использован плунжер.
Установка работает следующим образом.
Двухслойную трубчатую заготовку с зазором между слоями и предварительно закованным концом 5 вводят в вакуумную камеру 1 так, чтобы закованный конец 5 прошел через фнльер-4, установленный в волочильной 3. С помощью захвата 6 двухслойную заготовку волочат на небольшом участке ее длины, чтобы устранить возможный зазор между заготовкой и фильером, затем из камеры 1 системой откачки 2 удаляют воздух. Одновременно вакуумируется зазор между слоями трубчатой заготовки, очищаются контактные поверхности. Размеры фильера выбирают такими, чтобы осуществить не только посадку слоя на слой, но и их небольшую совместную деформацию. В этом случае волочение двухслойной заготовки после вакуумирования обеспечивает плотное сочленение, надежно защищает контактные поверхности от окисления. В процессе волочения трубы за ее торцем с той же скоростью, что и конец двухслойной заготовки, перемещается поршень 7, вследствие чего объем вакуумной камеры уменьшается. К моменту окончания волочения оставшийся вакуумированным объем камеры настолько мал, что по выходе трубы из фильера, когда этот объем соединяется с атмосферой, нет никакой опасности выхода камеры из строя из-за разгерметизации. Сокращение объема вакуумной камеры в процессе волочения устраняет необходимость проведения операции постепенной разгерметизации, что сокращает время цикла и уве1личивает производительность установки. Кроме того, уменьшение объема вакуумной камеры в процессе волочения позволяет отказаться от системы клапанов, обеспечивающ1 х герметизацию камеры и плавное развакуумирование, что упрощает конструкцию установки. При малых диаметрах труб, обрабатывае мых на установке ( 50 мм), создание качественного вакуум-плотного скользящего соединения между поршнем и стенкой вакуумной камеры не представляет существенных трудностей. Формула изобретения Утановка для плакирования труб по авт. св. № 737062, отличающаяся тем, что, с целью увеличения производительности установки при плакировании труб малого диаметра и упрощения конструкции, в другом конце вакуумной камеры установлен поршень, связанный с приводом его перемещения. Источники информации, принятые во внимание при экспертизе 1. Заявка № 2577629 от 13.02.78, кл. В 23 Р 3/12, по которой принято рещение о выдаче авторского свидетельства.
