i
Изобретение относится к способам изготовления труб пути волочения на оправке.
Известен способ изготовления труб волочением трубчатой заготовки на оп-5 равке последовательно через роликовую и кольцевую фильеры за один проход 1,
Однако по такому способу заготовка деформируется лишь по толщине стенки, поэтизму для изготовления труб нeoбxoдима большая степень деформации, приводящая к получению труб с дефектами. При этом волочение за один проход требует значительных усилий.
Предлагаемый способ снижает усилие15 волочения труб и повышает их качество.
Это достигается тем, что в первой роликовой фильере трубчатую заготовку деформируют по диаметру и по толщине стенки со степенью деформации,состав-20 ляющей 0,1-0,8 от суммарной деформации за один проход.
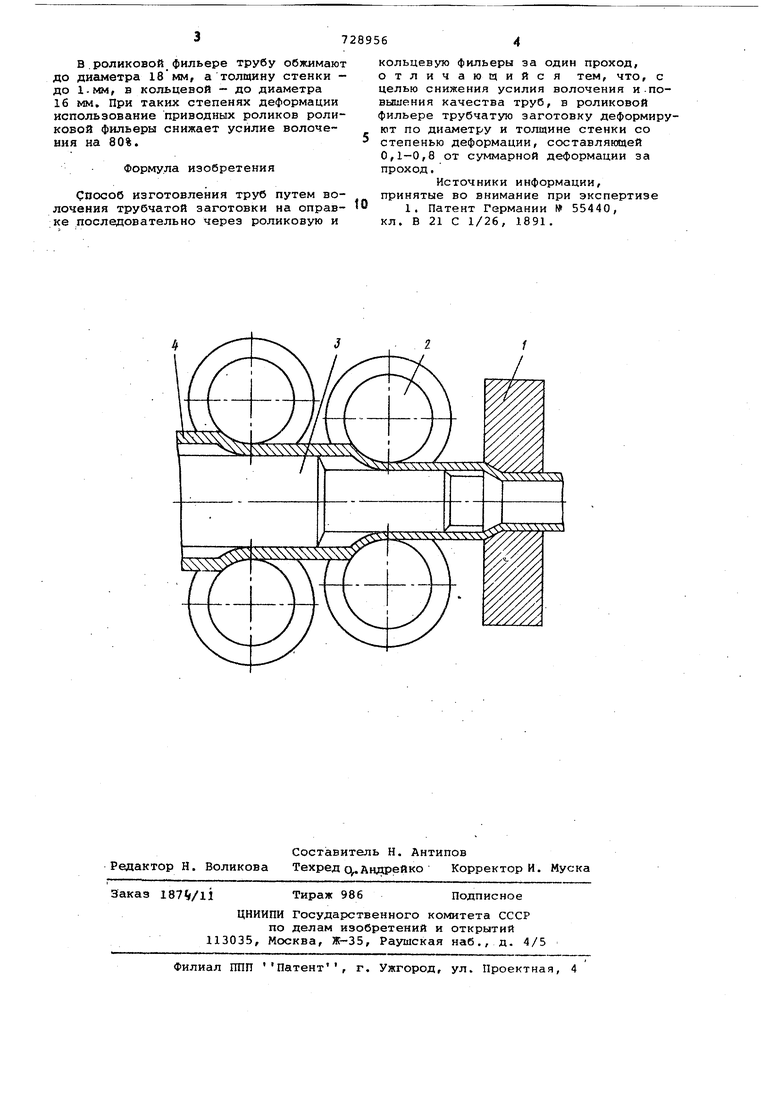
На чертеже показано устройство для осуществления способа изготовления труб путем волочения.25
Устройство содержит кольцевую 1 и роликовую 2 фильеры и неподвижную ступенчатую оправку 3.
Подготовленную к волочению за отовку 4 проталкивают закованным концом 30
через фильеры и подвергают волочению посредством приложения тянущего усилия к закованному концу заготовки. Деформация в кольцевой фильере может осуществляться и без оправки.
Роликовая фильера выполняется в виде одного или нескольких комплектов роликов в зависимости от требуемой степени редуцирования трубы. При этом выполнение роликовой фильеры в виде нескольких комплектов роликов повышает дробность деформации и позволяет рационально чередовать деформации заготовки в радиальном и осевом направлениях. Ролики фильеры для снижения усилия волочения могут быть приводными.
Установлено, что деформирование трубы в роликовой фильере со степенью деформации по диаметру и толщине стенки, меньшей 0,1 от суммарной степени деформации за проход существенно не снижает усилие волочения, а деформирование со степенью деформации более 0,8 от суммарной степени деформации за проход не обеспечиваеткалибровку трубы в кольцевой фильере.
Преллагаемый способ реализован при волочении трубы из сплава АМг2 диаметpoft 23,6 мм и толщиной стенки 1,2 мм
В.роликовой фильере трубу обжимают до диаметра 18мм, а толщину стенки до 1.ММ, в кольцевой - до диаметра 16 мм. При таких степенях деформации использование приводных роликов роликовой фильеры снижает усилие волочения на 80%.
Формула изобретения
Способ изготовления труб путем волочения трубчатой заготовки на оправке последовательно через роликовую и
кольцевую фильеры за один проход, отличающийся тем, что, с целью снижения усилия волочения и.повышения качества труб, в роликовой фильере трубчатую заготовку деформируют по диаметру и толщине стенки со степенью деформации, составлякяцей 0,1-0,8 от суммарной деформации за проход.
Источники информации, принятые во внимание при экспертизе 1. Патент Германии № 55440, кл. В 21 С 1/26, 1891.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ | 1992 |
|
RU2014923C1 |
| Способ волочения труб на короткой оправке | 1988 |
|
SU1637894A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ МНОГОГРАННЫХ ТРУБ (ВАРИАНТЫ) | 2009 |
|
RU2410179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ, ПРЕИМУЩЕСТВЕННО ШЕСТИГРАННОЙ ФОРМЫ | 2013 |
|
RU2525030C1 |
| Способ холодной прокатки труб | 1986 |
|
SU1353544A1 |
| Устройство для изготовления волноводных труб прямоугольного сечения | 1989 |
|
SU1775769A1 |
| Способ ротационной вытяжки оболочек из трубных заготовок | 2015 |
|
RU2606132C1 |
| Способ изготовления тонкостенных холоднодеформированных труб шестигранного сечения | 2023 |
|
RU2812288C1 |
| СТАН НЕПРЕРЫВНОГО ХОЛОДНОГО ВОЛОЧЕНИЯ-ПРОКАТКИ ТРУБ | 2003 |
|
RU2236919C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПОЛЫХ ПРОФИЛЕЙ С ВОГНУТЫМ УЧАСТКОМ НАРУЖНОЙ ПОВЕРХНОСТИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2040352C1 |
/
