(54) УСТАНОВКА ДЛЯ ПЛАКИРОВАНИЯ ТРУБ
1
Изобретение относится к производству биметаллических труб, а более конкретно - к получению двухслойных трубных заготовок под сварку, и может быть широко использовано в трубной промышленности.
Известна вакуумная установка, применяемая для плакирования труб. Она позволяетудалить газы и окисные планки вакуумированием межтрубного зазора, а затем плотно сочленить слоя между собой волочением, что защищает контактные поверхности от возможного последующего загрязнения. Установка состоит из вакуумной камеры и волог чильного стана, все оборудование которого размещено ввакуумной камере. Трубу с закованным концом, состоящую из двух разнородных заготовок, собранных одна в другую с зазором, вводят в камеру и устанавливают на волочильный стан. Затем производят откачку воздуха и волочение. По окончании волочения осуществляют постепенную разгерметизацию камеры и извлекают
трубу 1.
Однако такая установка громоздка и сложна из-за больших размеров вакуумной камеры, в которой размещено все волочильное оборудование, имеет
низкую производительность из-за значительных затрат времени на аакуумирование и развакуумирование камеры большого объема.
Известна также установка для плакирования труб, включающая волочильный стан с волочильной доской, фильером, тянущим устройством, вакуумную камеру с клапаном и вакуумным насосом.
10 В этой установке волочильное оборудование находится вне камеры, торцовая часть которой жестко закреплена на волочильной доске. Вакуумная камера оборудована дополнительным запорным
15 клапаном, седлом которого является кольцевой выступ на торцовой поверхности фильера, обращенной к камере 2.
Однако в процессе волочения трубы
20 за ее торцом, перемещаемым вдоль камеры, следует дополнительный запорный клапаи, который в заключительной фазе волочения, но еще до момента выхода трубы из фильера, упирается в седло, образуемое кольцевым выступом фильера, разобщая вакуумную камеру с полостью трубы. Поэтому выход трубы из фильера не приводит к мгновенной разгерметизации камеры и ее воз3dможному разрушению. По окончании волечения производят постепенную разгерметизацию вакуумной камеры. Так при диаметре труб, подвергаемых волочению, превьпиающем 100 мм, объем вакуумной камеры оказывается весьма значительным, а при движении запорнего клапана большого размера возникают значительные силы инерции и J .ударные нагрузки, разрушающие клапан. Увеличение объема камеры ведет к повышенным затратам времени на вакуумирование и развакуумирование, ус ложняется также процесс монтажа,трубы в камеру. Таким образом, при значительных диаметрах плакируемых труб недостатками установки является сложность конструкции вакуумной камеры (из-за роста размеров самой камеры и клапанной системы) .и снижение производительности в связи с увеличением продолжительности технологических операций.
Цель изобретения - упрощение конструкции установки и повышение ; производительности.
Поставленная цель достигается тем, что в установке для плакирования труб, содержащей вакуумную камеру с присоединительной частью и вакуумный насос, связанный с камерой через штуцер гибким шлангом, деформирующее устройство в виде волочильного стана с тянущим устройством и волочильной доской, в которой установлен фильер с отверстием переменного сечения, вакуумная камера выполнена съемной, а присоединительная часть ее - в виде резинового манжета отверстие в котором имеет диаметр, равный 0,85... 0,95 от большего диаметра отверстия в фильере.
То, что присоединительная часть вакуумной камеры выполнена в виде резинового манжета с отверстием в форме окружности, позволяет надевать такую камеру на задний конец двухслоной заготовки, подготовленной к волочению. Выбор диаметра этого отверстия, составляющего 0,85-0,95 от большого диаметра отверстия фильера.
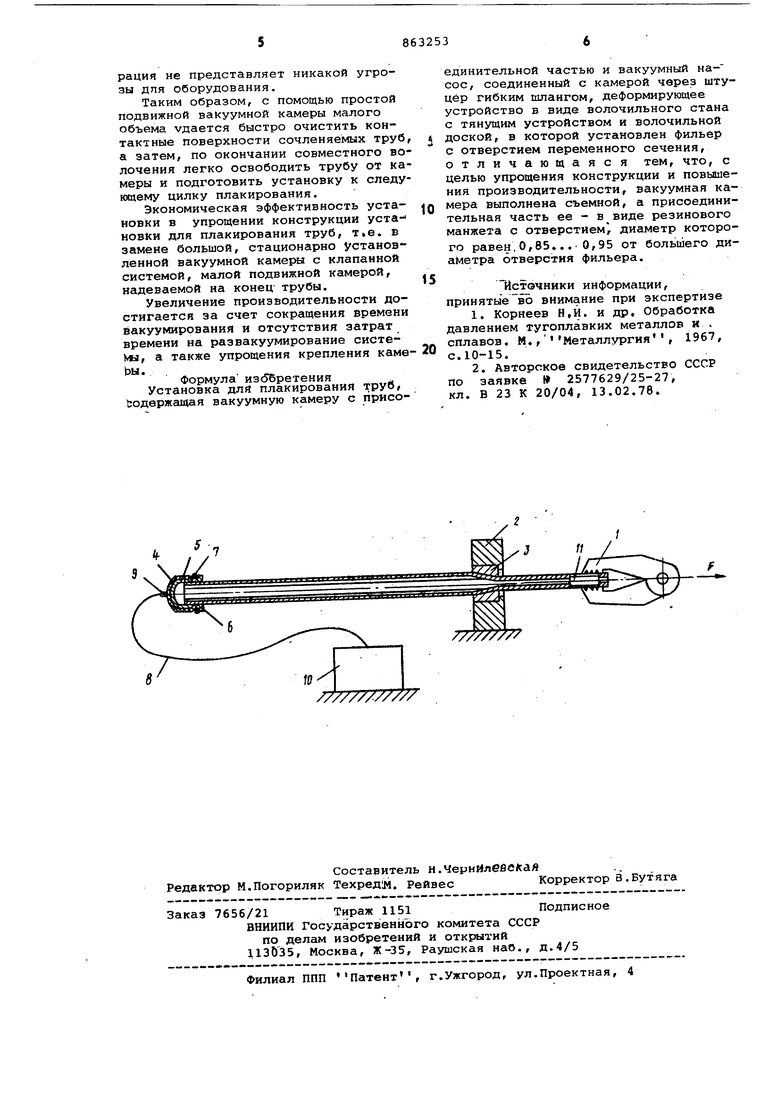
На чертеже схематически изображена установка для плакирования труб.
Установка содержит волочильный стан с тянущим устройством 1 и волочильной доской 2, куда установлен фильер 3, и вакуумную-камеру 4, выполненную из резины со вставленным в нее металлическим стаканом 5, обеспочивающим жесткость камеры при ваку мировании. Присоединительная часть вакуумной камеры выполнена в виде резинового манжета 6,на которой надето пружинное кольцо 7.1Манжет и кольцо обеспечивают вакуум-плотное- соединени вакуумной камеры с поверхносгью трубы-заготовки. Вакуумная камера гибким трубопроводом 8 соединена с помощью штуцера 9 с вакуумным насосом 10. Пробка 11 устанавливается в переднем
конце трубы-заготовки для обеспечени герметичности полости трубы и межтруного зазора с переднего конца.
Работа установки состоит в следующем.
В собранной после химпод отовки контактных поверхностей двухслойной трубе-заготовке подвергают холодной заковке конец. Поскольку труба, диаметром более 100 мм, имеет значительный внутренний диаметр в процессе холодной ковки для устранения внутреннего отверстия, что необходимо для осуществления в дальнейшем вакуг.умировании, используется пробка 11, ограничивающая деформацию конца по диаметру в пределах, обеспечивающих целостность трубы. Затем двухслойную трубу закованным концом вводят в фильер 3, установленный в волочильной доске 2. На задний конец заготовки надевают вакуумную камеру 4, закованный конец захватывают тянущим устройством 1.
С помощью вакуумного насоса 10 через гибкий шланг 8 и штуцер 9 производят вакуумирование межтрубного зазора, внутренней полости трубы и полости самой камеры. При вакуумировании происходит очистка контактных поверхностей двухслойной трубы-заготовки. Герметичность системы обеспечивается благодаря плотному контакту между манжетом 6 резиновой ваку5п «ной камеры 4 и поверхностью трубы, на которую камера надета. Для этого отверстие в манжете 6 имеет форму окружности с диаметром, составляющим 0,85-0,95 от большого диаметра отверстия в фильере. Указанные пределы гарантируют вакуум-плотность системы и возможность беспрепятственно го надевания и снятия камеры с трубызаготовки. Для надежности манжет 6 охватывают разрезным пружинным кольцом 7. Чтобы при откачке воздуха камера не теряла свою форму, в нее предварительно помещают металлический стакан 5.
По достижении заданной степени разрежения, что гарантирует очистку контактных поверхностей, тянущим устрОйством силой F производят волочение двухслойной трубы-заготовки с плотной посадкой слоя на слой. Совместная небольшая деформация обоих слоев трубы устраняет зазор между стенками и защищает очищенные ./ вакуумированием контактные поверхности от последуквдего загрязнения
В последней фазе волочения камера 4, перемещаясь вместе с задним концом трубы-заготовки, упирается в волочильную доску 2 и сбрасывается с трубы по окончании волочения.
При сбрасывании камеры происходит ее мгновенное развакуумирование, но, поскольку объем камеры мал, эта oneрация не представляет никакой угрозы дпя оборудования. Таким образом, с помощью простой подвижной вакуумной камеры малого объема удается быстро очистить контактные поверхности сочленяемых труб а затем, по окончании совместного во лочения легко освободить трубу от ка меры и подготовить установку к следу ющему цилку плакирования. Экономическая эффективность установки в упрощении конструкции устаHOBkM для плакирования труб, т,е. в замене большой, стационарно установленной вакуумной камеры с клапанной системой, малой подвижной камерой, надеваемой на конец трубы. Увеличение производительности достигается за счет сокращения времени ёакуумирования и отсутствия затрат времени на развакуумирование систеКы, а также упрощения крепления каме Ьы. Формула изс5Ъретения Установка для плакирования труб, Содержащая вакуумную камеру с присоединительной частью и вакуумный насое, соединенный с камерой через штуцёр гибким щлангом, деформирующее устройство в виде волочильного стана с тянущим устройством и волочильной доской, в которой установлен фильер с отверстием переменного сечения, отличающаяся тем, что, с целью упрощения конструкции и повышения производительности, вакуумная камера выполнена съемной, а присоединительная часть ее - в виде резинового манжета с отверстием , диаметр которого равей.0,85... 0,95 от большего диаметра отверстия фильера. Источники информации, ринятые во внимание при экспертизе 1.Корнеев Н,И. и др. Обработка авлением тугоплавких металлов и . плавов. М., Металлургия, 1967, .10-15. 2.Авторское свидетельство СССР о заявке 2577629/25-27, л. В 23 К 20/04, 13.02.78.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для плакирования труб | 1979 |
|
SU831460A2 |
| Установка для плакирования труб | 1978 |
|
SU737062A1 |
| Установка для плакирования труб диффузионной сваркой | 1982 |
|
SU1073045A1 |
| Способ волочения длинномерных изделий | 1984 |
|
SU1353547A1 |
| Устройство для смазки внутренней поверхности труб перед волочением | 1991 |
|
SU1784326A1 |
| Волокодержатель трубоволочильного стана | 1974 |
|
SU519242A1 |
| Устройство для перемещения заготовки в рабочую зону вакуумного прокатного стана | 1989 |
|
SU1722748A1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ЗАКРЕПЛЕННОЙ ОПРАВКЕ | 2008 |
|
RU2391164C2 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ЗАКРЕПЛЕННОЙ ОПРАВКЕ | 2008 |
|
RU2378069C1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ МЕТАЛЛА С УЛЬТРАЗВУКОВЫМИ КОЛЕБАНИЯМИ ИНСТРУМЕНТА | 1984 |
|
SU1172137A1 |
