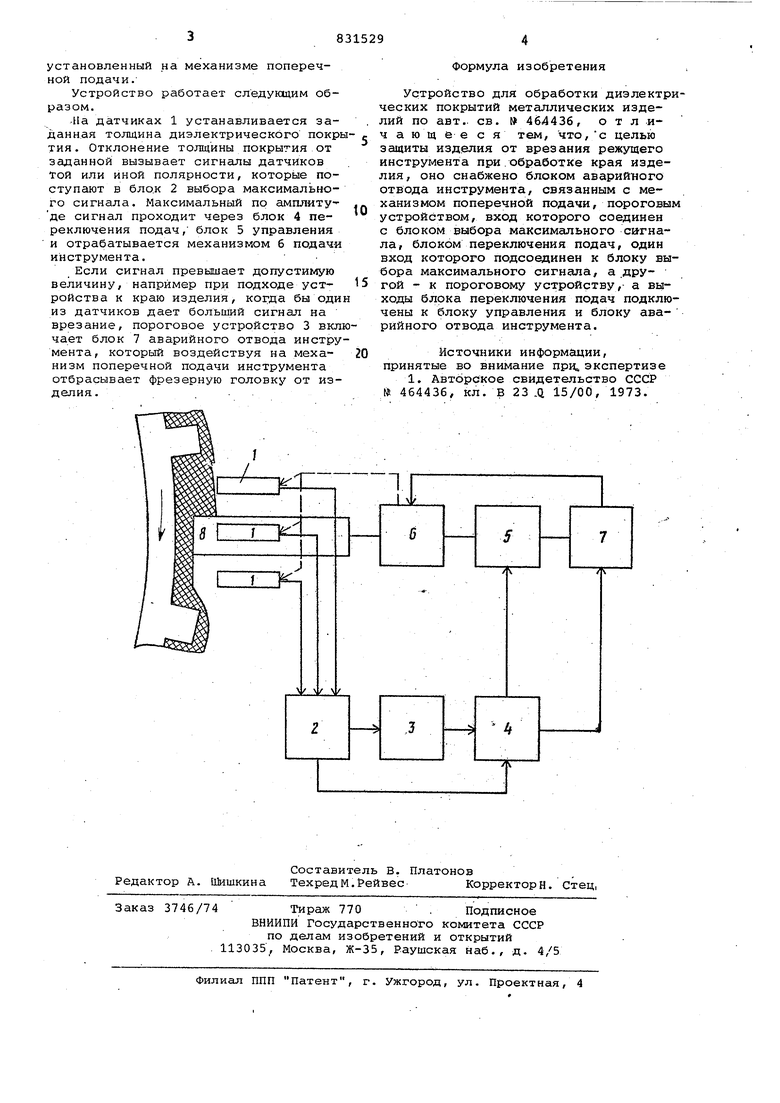
Изобретение относится к станкостроению и может быть использовано для обработки диэлектрических покрытий металлических изделий цилиндрической форг-и на токарных станках с помощью фрезерования торцовой фрезой По основному авт. св..№ 464436 из вестно устройство для обработки диэлектрических покрытий металлических изделий, содержащее датчики перемещения, установленные с перекрытием .зон обзора Б непосредственной близости от режущего инструмента, блок выбора максимального сигнала, блок управления. и механизм поперечной подачи инструмента 1. Недостатком этого устройства является отсутствие защиты изделия от случайного врезания режущего инструмента. . Цель изобретения - защита изделия от врезания режущего инструмента при обрабтке края изделия. Поставленная Цель достигается тем что устройство снабжено блоком ава- рийного отвода инструмента, связанны с механизмом поперечной подачи, поро говым устройством, вход которого сое динен с блоком выбора максимального сигнала, блоком переключения подач, один вход которого подсоединен к блоку выбора максимального сигнала, . а другой - к пороговому устройству, а выходы блока переключения подач подключены к блоку управления и блоку аварийного отвода инструмента. На чертеже изображен; блок-схема устройства. Устройство содержит датчики 1 перемещения, установленные на корпусе фрезерной головки в непосредственной близости от режущего инструмента, например фрезы, блок 2 выбора максимального сигнала, ко входам которого подсоединены датчики перемещения, пороговое устройство 3, вход которого подсоединен к выходу блока выбора максимального сигнала, блок 4 переключения подач, входы которого подсоединены к выходам блока выбора максимального сигнала и порогового устройства, блок 5 управления, подключенный к блоку переключения подач, механизм 6 поперечной подачи инструмента, подключенный к блоку управления , блок 7 аварийного отвода инструмента, вход которого подключен к блоку переключения подач, а выход соединен с механизмом поперечной подачи инструмента, режущий инструмент 8, установленный на механизме поперечной подачи. Устройство работает следующим образом. На датчиках 1 устанавливается заданная толщина диэлектрического покр тия. Отклонение толщины покрытия от заданной вызывает сигналы датчиков той или иной полярности, которые поступают в бло.к 2 выбора максимального сигнала. Максимальный по амплитуде сигнал проходит через блок 4 переключения подач/ блок 5 управления и отрабатывается механизмом 6 подачи инструмента. Если сигнал превышает допустимую величину, например при подходе устройства к краю изделия, козгда бы оди из датчиков дает больший сигнал на врезание, пороговое устройство 3 вкл чает блок 7 аварийного отвода инстру мента, который воздействуя на механизм поперечной подачи инструмента отбрасывает фрезерную головку от изделия. , . Формула изобретения Устройство для обработки диэлектрических покрытий металлических изделий по авт.. св. № 464436, о т л ич ающ ее с я тем, что,с целью защиты изделия от врезания режущего инструмента при.обработке края изделия, оно снабжено блоком аварий ного отвода инструмента, связанным с механизмом поперечной подачи, пороговым устройством, вход которого соединен с блоком выбора максимального сигнала, блоком переключения подач, один вход которого подсоединен к блоку выбора максимального сигнала, а .другой - к пороговому устройству,- а выходы блока переключения подач подключены к блоку управления и блоку аварийного отвода инструмента. Источники информации, принятые во внимание при, экспертизе 1. Авторское свидетельство СССР № 464436, кл. В 23 Л 15/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки диэлектрическихпОКРыТий МЕТАлличЕСКиХ издЕлий | 1979 |
|
SU831533A2 |
| Устройство для обработки диэлектрических покрытий металлических изделий | 1981 |
|
SU998090A1 |
| Устройство для программного управления станком | 1974 |
|
SU549787A1 |
| Устройство для обработки диэлектрических покрытий металлических изделий | 1973 |
|
SU464436A1 |
| Способ управления циклом работышлифОВАльНОгО CTAHKA и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1979 |
|
SU823099A1 |
| СПОСОБ ОБРАБОТКИ ГОРБЫЛЯ | 2004 |
|
RU2279973C2 |
| Источник технологического тока | 1977 |
|
SU733220A1 |
| Фрезерная головка | 1981 |
|
SU990436A1 |
| МЕТАЛЛИЧЕСКИЕ ВОЛОКНА, ИХ ИЗГОТОВЛЕНИЕ И ПРИМЕНЕНИЕ | 2005 |
|
RU2394666C2 |
| Устройство адаптивного управления работой шлифовального станка | 1977 |
|
SU707787A1 |
