Изобретение от чосится к станкостро ению и может, быть использовано в 1двухкоординатных устройствах для обработки диэлектрических покрытий металлических издеЛИЙ,имеющих в поперечном сече11ии гладкий контур,приближающийся к окружности, с целью создания равномерности толщины этого покрытия.
Для обработки подобных изделий применяются системы активного контроля/ осуществляющие слежение за положением режущего инструмента относительно поверхности металла.
Но глубина резания в данных устройствах определяется жесткостью системы инструмейт - суппорт и CToiaкостью режущего инструмента.
Между тем на поверхности изделий возможны места с припуском,значительно превышающим допустимую глубину .резания. Для обработки подобных изделий можно проводить отработку в несколько проходов, соответственно изменяя расстояние от датчика до металлической поверхности.
Припуск крайне неравномерен, и на изделии имеются места, где его . величина значительно меньше максимального значения.
В связи с этим производительность обработки весьма низка. Кроме того, точность обработки невысока из-за изменения положения датчика в процессе обработки.
Известно устройство для обработки, например, фрезерованием, которое обеспеичвает поверхность диэлектрического покрытия с плавным перехо10дом над выступом на поверхности металлического изделия, содержащее режущий инструмент, в непосредственной близости от которого по окружности установлены покрайней мере
15 три датчика перемещения с перекрытием зон обзора,блок выбора максимального сигнала,входы которого подсоединены к датчикам перемещения а выход - к блоку управления попереч20ной подачи режущего инструмента.
Елок управления поперечной подачи режущего инструмента аключает в себя схему сравнения и усилитель. На един вход схемы сравнения поступает сиг25нал с блока выбора максимального сигнала,а на другой -задгиощий сигнал с задатчика.Сигнал с выхода схемы сравнения усиливается усилителем. В качестве датчиков перемещения в
30 данном устройстве используются индуктивные датчики, в качестве задатчика - также индуктивный датчик, установленный на определенном расстоянии, от металлического листа. Расстояние выбирается таким образом, чтобы рабочая точка находилась на линейной части характеристики датчика ИЬ
Для того, чтобы воспользоваться данным устройством при обработке указанных изделий, необходимо вести обработку изделия в несколько проходов, соответственно изменяя расстояние от за датчика до металлического листа.
Целью изобретения является повышение точности и производительности обработки.
Поставленная цель достигается тем, что устройство снабжено подключенной к выходу динамометра г расположенного на валу режущего инструмента,цепочкой из последовательно соединенных второй схемы сравнения, выход которой соединен через дискриминатор-накопитель и сумматор с другим входом первой схемы сравнения формирователя, схемы И, накопителя, порогового устройства, триггера, второй вход которого соединен через линию задержки с выходом формирователя, а выход - с реле, последовательно соединенными схемой ИЛИ, подключенной к формирователю и накопителю, и блоком фиксации оборота, соединенным с другими входами схем И, ИЛИ и дискриминатора-накопителя.
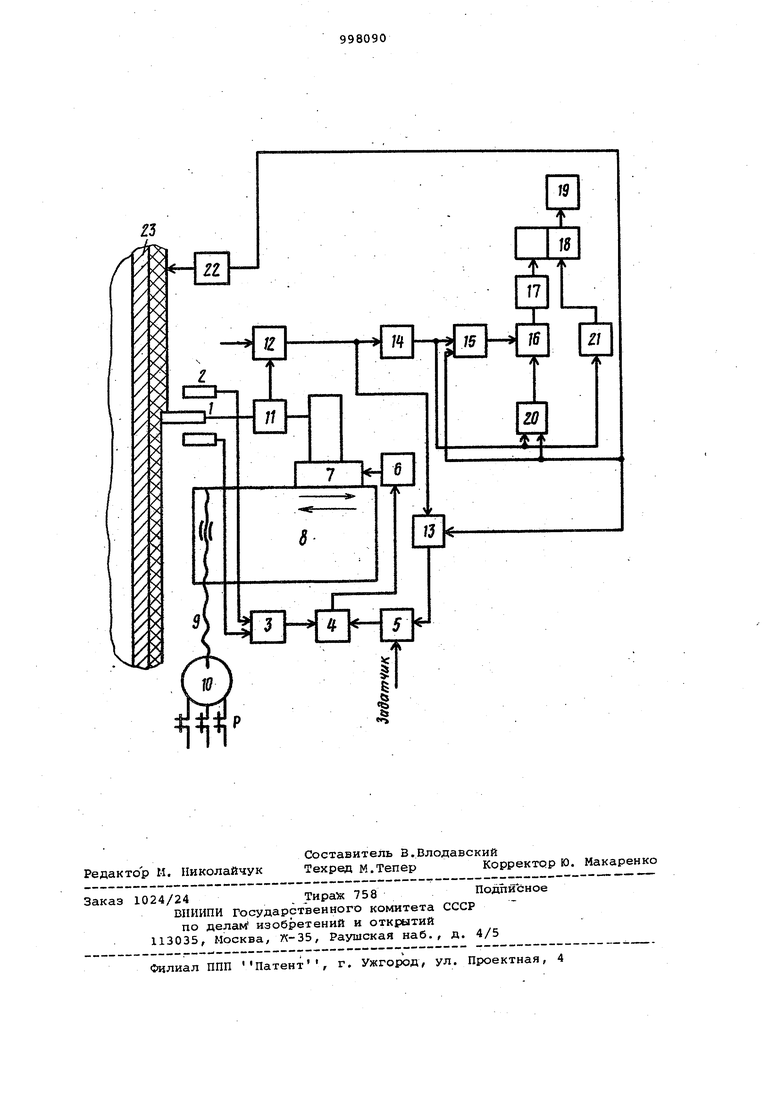
На чертеже изрбражена блок-схема устройства.
Устройство содержит режущий инструмент 1 и датчики 2 перемещения; выходы которых подсоединены к входам функционального блока 3, подключенного выходом к одному из входов первой схемы 4 сравнения. Другой вход этой схемы подключен к сумматору 5.
Выход схемы 4 сравнения подсоедине через усилитель 6 к механизму 7 попе7 речной подачи,находящемуся на cynnopте 8 продольной подачи.
Суппорт 8 продольной подачи сочленен с ходовым винтом 9, расположенным на валу двигателя 10 продольной подачи.
На валу режущего инструмента 1 рас положен динамометр 11, выход которого подсоединен к одному из входов второй схемы 12 сравнения. Другой вход этОй схемы подсоединен к источнику эталонНого напряжения (не показан). Выход второй схемы 12 сравнения через дискриминатор-накопитель 13 подсоединен к сумматору 5. Другой вход сумматора 5 подсоединен к згщатчику (не показан Дискриминатор-накопитель представляет собой обычный накопитель, который через диод подключен к выходу схемы 12 сравнения.
Задатчик представляет, собой такой же индуктивный датчик, как датчик
перемещения, расположенный на заданно расстоянии от металлического листа. Выход схемы 12 сравнения также подключен к цепочки из последовательно соединенных формирователя 14, схемы И 15 накопителя 16, порогового устройства 17, триггера 18, к правому выходу которого подключено реле 19. Через нормально открытые контакты этого реле подключено к сети мощное реле (не показано) .
Через нормально закрытые контакты мощного реле обмотки двигателя 10 продольной подачи подключены к сети.
Выход формирователя 14 через схему ИЛИ 20 подсоединен к другому входу накопителя 16, через линию 21 задержки к другому входу триггера 18.
Кроме того, установлен блок 22 фиксации оборота изделия 23, представляющий собой расположенный на шпинделе устройства обыкновенный диск с двумя отверстиями, напротив которых имеются два фотодиода. Выходы этих фотодиодов подключены к входам триггера.
Выход триггера.берется с его правого плеча.
В течение почти полного оборота изделия на выходе триггера имеется отрицательный потенциал, а в течение небольшого промежутка времени - положительный.
Выход этого блока подключен к другим входам схемы И 15, схемы ИЛИ 19 и Дискриминатора-накопителя 13.
Устройство работает следующим образом.
Рассмотрим работу устройства в момент, когда глубина резания больше допустимой.
Сигнал с датчиков 2 перемодается через функциональный блок 3, поступает на вход первой схемы сравнения. На другой вход этой схемы поступает сигнал с сумматора 5. На входы этого сумматора поступают сигналы с задатчика и с дискриминатора-накопителя 13
Для простоты положим, что до этого момента глубина резания была меньше допустимой, поэтому сигнала с дискриминатора-накопителя 13 не поступает. Поэтому на выходе первой;схемы 4 срав(€ения появится сигнал, равный разности модулей сигналов с выхода блока 3 и задатчика.
Этот сигнал усиливается усилителем 6 и перемещает механизм 7 поперечной подачи вместе с режущим инструментом 1, на валу которого находится динамометр 11.
Сигнал с динамометра 11 поступает на вход второй схемы 12 сравнения, на другой вход которого поступает эталонное напряжение, величина которого пропорциональна глубине резания. В нашем случае модуль сигнала с динамометра больше модуля эталонного напряжения; и сигнал равный разности этих напряжений, поступает на входы дискриминатора-накопителя 13 и формирователя 14. Это напряжение поступает на вход сумматора 5, где суммируется с напряжением эадатчика. Сумма этих двух напряжений поступает на вход схемы 4 сравнения. В результате меха низм 7 поперечной подачи отходит на величину превышения допустимой, глубины резания. В случае, когда глубина резания меньше допустимой, на выходе формиро вателя 14 появится отрицательное нап ряжение, которре поступает на один и входов схемы И 15. На другой вход поступает отрицательный сигнал с блона 22 фиксации оборота изделия. На выхрд.е схемы И 15 появится отрицатель ный сигнал, который поступает на вход накопителя 16. Если заоборот изделия не будет превышения допустимой глубины резания, то накопитель зарядится до напряжения Ип,. В случае, когда глубина резания больше допустимой, на выходе формирователя 14 появится положительный импульс, длительность которого определяется быстродействием следящей системы. Этот положительный импульс через схему ИЛИ 20 поступает на вход накопителя 16, после чего происходит разряд этого накопителя. За почти полный оборот изделия накопитель 16 заряд 1тся до напряжения, меньшего Ищ Пороговое устройство 17 не откроется ;и триггер 18 останется в положении О, когда .правое плечо открыто. Если даже, положим, пороговое уст ройство откроется и триггер 18 перебросится в положение , то-спуст некоторое время, определяемое постоя ной времени линии 20 задержки, триггер 18 снова перебросится в положени О . Через почти полный оборот изделия на выходе блока 22 появится положительный импульс, который дает разрешение на разряд накопителя 16 и дискриминатора-накопителя 13. Двигатель, 10 отключен от сети, и обработка изделия во время следующего оборота производится на прежнем месте. В том случае, когда глубина резания меньше допустимой, на выходе вто рой схемы 12 сравнения появится отри цательное напряжение, на которое не реагирует дискриминатор-накопитель 1 и на выходе первой схемы 4 сравнения будет сигнал, равный разности сигналов с блока 3 и с задатчика. На выходе формирователя 14 все время будет отрицательное напрялсение, и накопитель зарядится до напряжения Ищ, которое открывает пороговое устройство 17, в результате чего триггер 18 возвращается в положение Ч. Реле 19 включено, и двигатель включен в сеть. Ходовой винт 9 вращается, и суппорт перемещается в продольном направлении. Устройство позволяет обрабатывать изделия с перепадом толщины от 1 до 8 мм при допустимой глубине резания 2,5 мм с точностью не менее 0,06 мм. Изобретение по сравнению .с известным устройством увеличивает точность . обработки на 10% и производительность обработки на 210%. Формула изобретения Устройство для обработки диэлектг рических покрытий металлических изде1ЛИЙ, содержащее датчики перемещения .режущего инструмента, на валу которого расположен динамометр, подключенные через функциональный блок, первую схему сравнения и усилитель к механизму поперечной подачи, механизм продольной подачи с двигателем, подключенным к сети через контакты реле, датчик оборотов изделия, отличающееся -тем, что, с целью повышения точности и производительности обработки, оно снабжено подключенной к выходу динамометра цепочкой из- .последовательно соединенных второй схемы сравнения, дискриминатора-накопителя и сумматора, подключенного к второму входу первой схемы сравнения, кроме того, в него введены последовательно соединенные и подключенные к выходу второй схемы сравнения формирователь, схема И, накопитель, пороговое устройство, триггер и промежуточное реле, нормально открытые контакты которого включены в цепь питания реле двигателя продольной подачч, линия задержки , вход которойсоединен с выходом формирователя, а выход - с вторым входом триггера, схема ИЛИ, первый вход которой соединен с выходом формирователя у второй вход - с выходом датчика оборотов,а выход - с накопителем) кроме того, выход датчика оборотов параллельно подключен к второму входу схемы И и к второму входу дискриминатора-накопителя. Источники информации, принятае во внимание при экспертизе i. Авторское свидетельство СССР 4Б4436, кл. В 23 Q 15/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для контроля выходных параметров процесса резания | 1980 |
|
SU921689A1 |
| Устройство для измерения глубины деформированного слоя обрабатываемой детали | 1980 |
|
SU918021A1 |
| Устройство для контроля состояния инструмента | 1985 |
|
SU1303284A1 |
| Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем | 1985 |
|
SU1352453A1 |
| Устройство для контроля дисков оптических накопителей информации | 1989 |
|
SU1658207A1 |
| Система экстремального управления металлорежущими станками | 1979 |
|
SU926618A1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| Адаптивная система управления фрезерным станком | 1982 |
|
SU1041990A1 |
| Устройство для измерения активной мощности | 1990 |
|
SU1781628A1 |