(54) УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ЧИСТОВОЙ
и УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЛИСТОВЫХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двусторонней чистовой и упрочняющей обработки листовых деталей | 1982 |
|
SU1055630A2 |
| Устройство для двусторонней чистовой и упрочняющей обработки листовых деталей | 1982 |
|
SU1063583A1 |
| Инструмент для чистовой и упрочняю-щЕй ОбРАбОТКи пОВЕРХНОСТи пРОфиляКАНАВОК шКиВОВ | 1979 |
|
SU831586A1 |
| Способ ротационной вытяжки полых деталей | 1986 |
|
SU1470392A1 |
| Устройство для ротационного выдавливания | 1985 |
|
SU1393499A1 |
| Устройство для двусторонней чистовой и упрочняющей обработки листовых деталей | 1980 |
|
SU963834A2 |
| Инструмент для обработки отверстий пластическим деформированием | 1989 |
|
SU1706846A1 |
| Устройство для ротационного выдавливания заготовок | 1988 |
|
SU1530299A1 |
| Раскатник для обработки наружных цилиндрических и торцовых поверхностей | 1989 |
|
SU1682144A1 |
| Устройство для обработки деталей методом поверхностного пластического деформирования | 1980 |
|
SU921816A1 |
1
Изобретение относится к обработке металлов, в частности к устройствам для обкатки деталей тел вращения из листового материала, а также к устройствам для чистовой и упрочняющей обработки.металлов, валов и торцовых поверхностей.
Известно устройство для двусторонней чистовой и упрочняющей обработки торцов деталей, в корпусе которого размещены две накатные.головки, несуосие враадаквдиеся обоймы, и сепараторы с деформирующим элементе
П.
Недостатком таких устройств является их ограниченность и неуниверсальность при использовании для закатки оболочек.
Цель изобретения - расширение технологических возможностей при двусторонней обработке.
Поставленная цель достигается тем, что устройство снабжено зубчатым валом, расположенным в корпусе с возможностью контакта с зубьями, которые выполнены на обоймах, и разгрузочным устройством, размещенным в корпусе и связанным с обоймой, при этом одна из обойм закреплена неподвижно в осевом направлении./
Кроме того, гнезда сепаратора выполнены сферической формы.
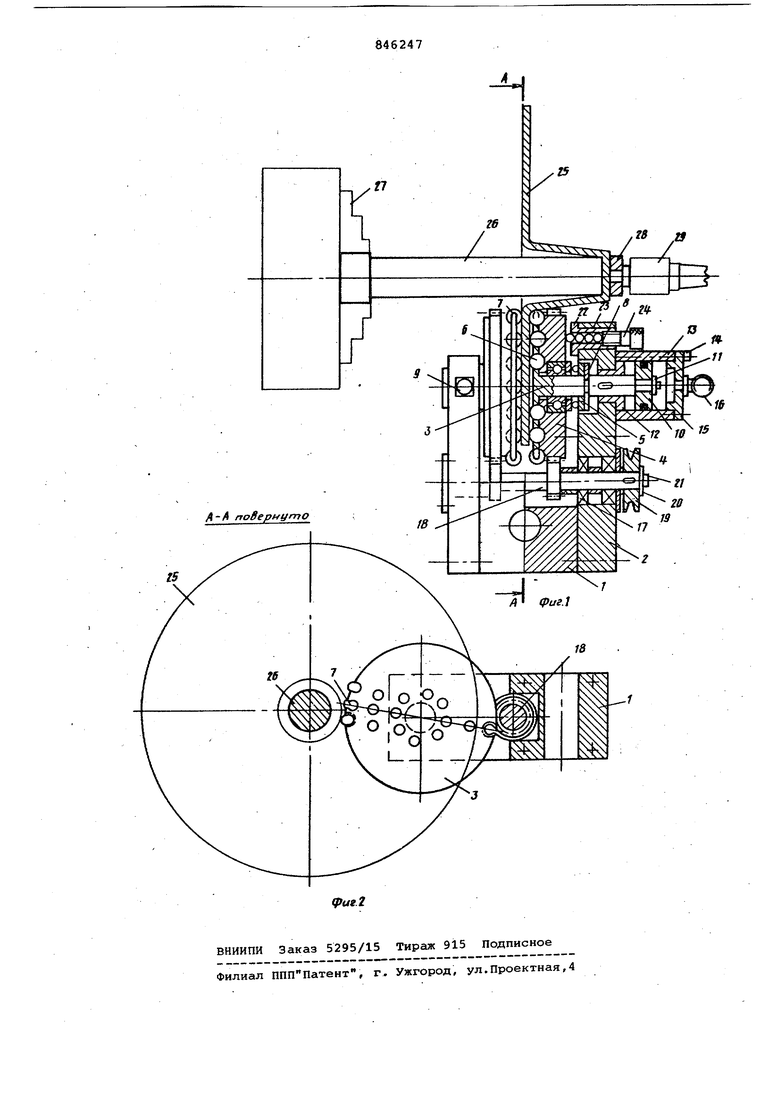
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А 5 на фиг. 1.
Устройство представляет собой корпус 1, устанавливаемый в резцо держатель станка, к боковь1м поверхностям которого крепятся щеки 2, в которых устанавливаются две консольные обкатные головки. Обкатная головка состоит из сепаратора 3, на консольной части которого устанавливается зубчатая кольцевая обойма 4 с под15 шипниками 5 и б, в сферических гнездах сепаратора устанавливаются деформирующие элементы 7 - шары. Установленные на консольной части сепаратора обойма и подшипники запираются
20 скобой 8. От провсфота сепаратор
фиксируется винтом 9, котсч ый входит в паз. Левая обкатная головка не имеет осевого перемещения. Правая, соединенная с поршнем 10 пневмоци25 линдра с помсяцью гайки 11, имеет осевое перемещение вдоль по втулке 12, на бурт которой установлена гильза 13 пневмоцилинЛра, которая крепится винтами 14 совместно с крышкой 15 к
30 Iщеке 2. В крьлике установлен манометр
Устройство работает следукяцим образе.
Устройство устанавливается корпусом 1 на место резцодержателя токарного станка или специального станка. Пластина или листовас плоская заготовка 25 зажимается между торцом оправки 26, устанавливаемой в токарном Патроне 27, и торцом шайбы 28, установленной на сердечнике 29 центра. Заготовка 25 одновременно зажимается между деформирующими элементаг/ш - шариками 7 и обкатными головками, одна из которых подвижна в осевом направлении . Подвижная головка в осевом направлении соединена с поршнем 10 пневмоцилиндра, которым создается усилие обкатки. Обойма 4 дополнительно подпирается тремя опорными шариками с помощью винта 24. После, этого включается шпиндель станка, врщающий заготовку 25, и подача продольная при закатке оболочек или поперечная при накатке пластин. По окочании процесса закатки ослабляется вннт 24 и отводится от закатанной детали пр.авая обкатная головка. В момент рабочего процесса в устройстве в гнездах неподвижных сепараторов с разными угловыми скоростями вращаются деформирующие элементы - шарики 7, которые приводят во вращение сблокированные зубчатые обоймы 4. Блокировочный зубчатый вал 18 служит дополнительным принудительным приводом обойм 4 при закатке оболочек небольших поперечных сечений и значительных толщин стенок. Этим исключается возможность обрыва данной части листовой заготовки 25, которая без дополнительного привода может обрывать ся вследствие того, что поперечное счение не В1адерживает того крутящего момента, прикладывается дяя нормального ведения процесса закатки.. Кроме того, зубчатый блокировочный вал 18 при работе частично разгружает консольные накатные головки от изгибающего момента.L При использовании устройства для обкатки валов деформирующие элементы 7 сближаются до взаимного контакта, -.далее влкючается вращение шпинделя и продольная подача станка.
При чистовой упрочняющей обработке тонкостенных пластин рычагом переключения числа оборотов шпиндель
токарного станка устанавливается в нейтральное положение (при этом он легко проворачивается от руки), затем данным способом устанавливается и зажимается заготовка-пластина 25, далее включается принудительный
S привод устройства через шкив 19, при этом деформирующие элементы приводят во вращение пластину 25, подлежащую обкатке, после этого включается поперечная подача станка, при этом идет
0 дроцесс чистовой обработки и упрочнения тс«)цов пластины 25.
Данное устройство позволяет обкатывать валы сразу двумя или четырьмя деформируквдими элементами, производи 5 тельность и качество обработки при этом повышаются.
Формула- изобретения
0 снабжено зубчатым валом, расположенным в корпусе с возможностью контакта с зубьями, которые выполнены на обоймах, и разгрузочным устройством, размещенным в корпусе и связанным
5 с обоймой, при этом одна из обойм
закреплена неподвижно в осевом направлении.
g параторе выполнены сферической формл.
Источники информации, принятые во внимание при экспертизе
