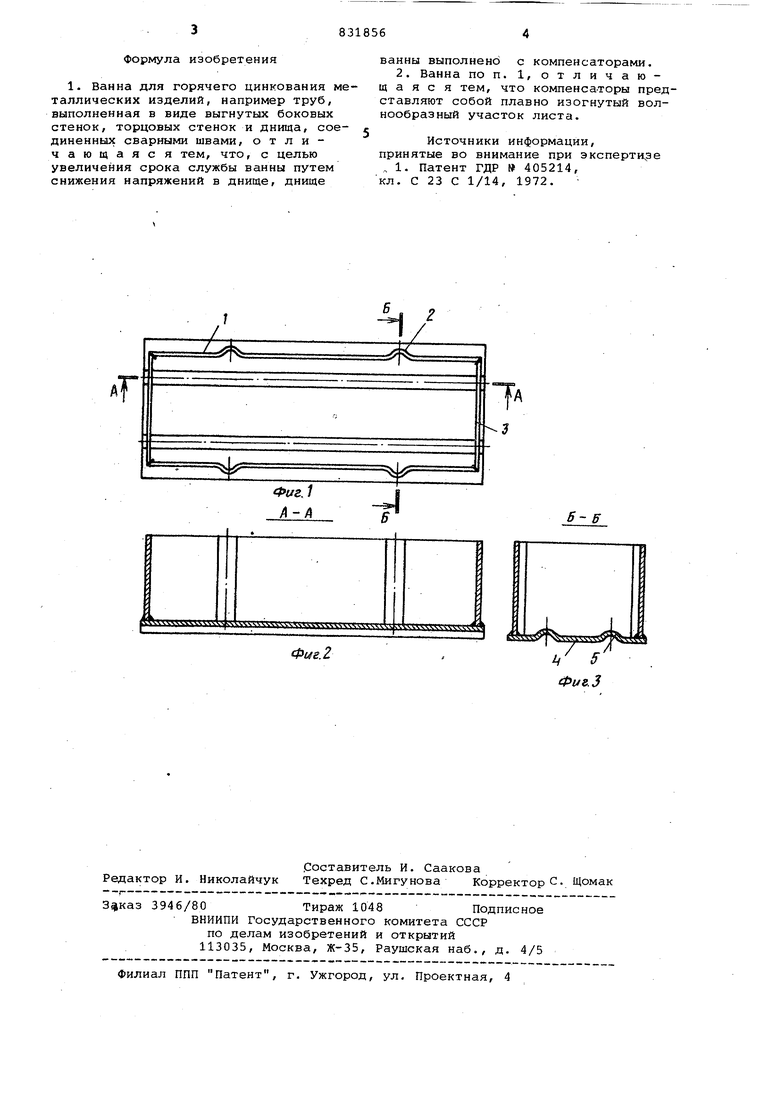
Изобретение относится к оборудова нию для нанесения металлических покрытий горячим способом, в частно ти к ваннам горячего цинкования тру с боковым расположением горелок. Наиболее близкой к предлагаемой яв ляется ванна горячего цинкования, у которой с целью снижения местных напряжений, возникающих в стенках ванны, боковые стенки выполнены из отдельных, сваренных между собой, выгнутых элементов 1 . Однако известная ванна не предохраняет от возникновения напряжений в днище ванны, вследствие неравноме ного нагрева, а следовательно, не устраняется причина возникновения трещин в днище ванны. Кроме того, в сварных соединениях элементов боковых сторон возникают местные напр жения, ослабляющие эти соединения. Цель изобретения - увеличение сро ка службы ванны путем снижения напр жений в днище. Поставленная цель достигается тем что днище ванны выполнено с компенсаторами. При этом компенсаторы пре ставляют собой плавно изогнутый вол нообразный участок листа. На фиг. 1 представлена предлагаемая ванна, вид сверху, на фиг. 2 - разрез Л-А на фиг. 1, на фиг. 3 - разрез Б-В на фиг. 1. Ванна состоит из боковых стенок 1 с компенсаторами 2, торцовых стенок 3 и днища 4 с компенсаторами 5. Компенсаторы представляют собой изогнутый участок листа, образующего днище ванны. При работе ванны,в боковых стенках 1 и днище 4 всегда возникают дополнительные напряжения (кроме напряжений от давления расплавленного металла) вследствие разности температур отдельных частей ванны. Боковые стенки 1, через которые ванна непосредственно обогревается горелками, имеют более высокую температуру и, следовательно, получают наибольшее удлинение. Это удлинение частично поглощается в компенсаторах 2 боковых стенок 1. Нарпяжения, возникающие в днище 4 ванны в поперечном его направлении, поглощаются компенсаторами 5 за счет их разгибания. Экономический эффект от внедрения в производство предлагаемой конструкции ванны составляет около 100 тыс .руб .
Формула изобретения
1. Ванна для горячего цинкования металлических изделий, например труб, выполненная в виде выгнутых боковых стенок, торцовых стенок и днища, соединенных сварными швами, отличающаяся тем, что, с целью увеличения срока службы ванны путем снижения напряжений в днище, днище
ванны выполнено с компенсаторами.
2. Ванна по п. 1, отличающаяся тем, что компенса-торы представляют собой плавно изогнутый волнообразный участок листа.
Источники информации, принятые во внимание при экспертизе
1. Патент ГДР № 405214, кл. С 23 С 1/14, 1972. 
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦИНКОВАЛЬНАЯ ПЕЧЬ | 1973 |
|
SU405214A1 |
| Устройство для горячего цинкования металлических изделий | 1976 |
|
SU603698A1 |
| ФИЛЬТРУЮЩАЯ КАССЕТА | 2003 |
|
RU2316381C2 |
| Печь-ванна для горячего цинкования | 1983 |
|
SU1177385A1 |
| Металлический резервуар | 1978 |
|
SU789329A1 |
| Способ ремонта корпусных деталей машин установкой заплат | 1986 |
|
SU1349919A1 |
| Способ изготовления металлической балки переменного сечения | 1989 |
|
SU1723282A1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2053315C1 |
| Ванна для горячего цинкования | 1982 |
|
SU1054444A1 |
| Контактное устройство для низковольтных вакуумных контакторов | 1978 |
|
SU970645A1 |
Фие.З
